Оглавление
Лазерная резка стальным волокном стала одним из наиболее важных и распространенных процессов в современной обработке листового металла. Она обладает такими преимуществами, как высокая скорость, высокая точность, хорошее качество резки, высокая степень автоматизации и высокая адаптивность, что делает ее особенно подходящей для эффективной обработки стальных листов из углеродистой стали, нержавеющей стали и легированной стали.
В условиях перехода обрабатывающей промышленности к более высокой точности, большей эффективности и интеллектуальному производству, станки для лазерной резки волокна Волоконно-лазерная резка стала незаменимым оборудованием в таких отраслях, как обработка листового металла, машиностроение, производство стальных конструкций, автомобилестроение, производство лифтов, судостроение, производство электрошкафов и сельскохозяйственная техника. Резка стальных листов является одной из наиболее значимых областей применения волоконно-лазерной резки.
Многие компании часто сталкиваются с проблемами в процессе производства, такими как шероховатая поверхность среза, сильное скопление шлака, отклонения в размерах, неполный срез, пригорание кромок, термическая деформация, повреждение сопла и загрязнение защитной линзы. Эти проблемы не только влияют на качество продукции, но и снижают эффективность оборудования и увеличивают производственные затраты.
Однако в реальном производстве на качество резки влияют не только мощность оборудования, но и целый ряд системных факторов, включая состояние материала, параметры процесса, выбор газа, положение фокусной точки, метод пробивки, вспомогательные операции, техническое обслуживание оборудования и опыт оператора. Многие проблемы с резкой возникают не из-за «плохих станков», а из-за неправильных параметров, методов и недостаточного внимания к деталям.
Для достижения высококачественной и высокоэффективной лазерной резки стальных листов необходимо глубокое понимание свойств материала, параметров процесса, состояния оборудования, вспомогательных газов, методов эксплуатации и технического обслуживания.
В следующем разделе будет проведен систематический анализ мер предосторожности и методов лазерной резки стальных листов волоконным лазером в различных направлениях, включая принципы, материалы, параметры, технологические процессы, распространенные проблемы, повышение качества, техническое обслуживание оборудования и правила техники безопасности.
1. Основа лазерной резки стальных волокон
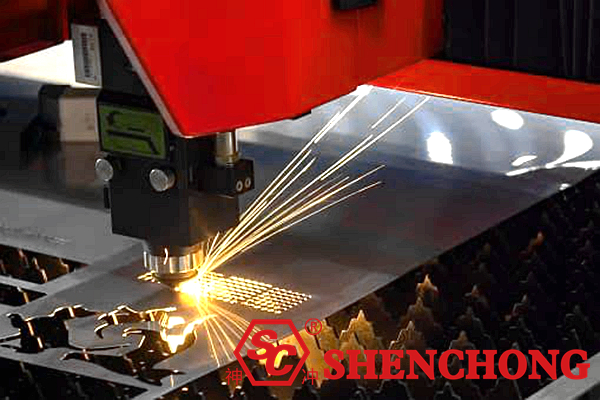
Суть волоконно-лазерной резки заключается в использовании лазерного луча высокой плотности энергии для облучения стальной пластины, что приводит к быстрому плавлению, испарению или окислению материала в локальной области. Затем с помощью вспомогательного газа расплавленный металл удаляется, образуя таким образом пропил.
Следовательно, эффективность резки фактически зависит от 4 Основные балансы:
1) Достаточно ли сконцентрирована энергия лазера?
Слишком слабая энергия — и она не прорежет. Слишком сильная энергия — и края перегреются, образуется шлак, и пластина деформируется.
2) Удастся ли вовремя удалить расплавленный металл?
Некачественное удаление шлака приведет к его накоплению в нижней части, некачественной резке и образованию шлаковых следов.
3) Можно ли контролировать зону термического воздействия?
Чрезмерный нагрев приведет к увеличению ширины пропила, окислению кромок и деформации пластины.
4) Соответствует ли скорость резки подводимой тепловой энергии?
Слишком высокая скорость приведет к волочению проволоки и неполной резке. Слишком низкая скорость приведет к пригоранию кромок, образованию заусенцев и переплавлению.
Это означает, что резка стальных листов — это не просто стремление к «максимальной мощности», а скорее стремление к «оптимальным комбинациям параметров».
2. Основные условия перед лазерной резкой стальных листов
1) Качество материалов
Эффективность резки стальной пластины в первую очередь зависит от её качества. Сильная ржавчина, окалина, масляные пятна, неравномерное покрытие или значительные отклонения толщины на поверхности материала напрямую влияют на стабильность резки.
К числу распространенных проблем относятся:
- Сильное поверхностное ржавление приводит к локальным изменениям скорости поглощения, что вызывает нестабильность резания.
- Недостаточная плоскостность пластины приводит к колебаниям фокусной высоты, что вызывает неполные или волнистые срезы.
- Неравномерная толщина затрудняет стандартизацию параметров процесса.
- В низкокачественных пластинах содержится множество включений, что легко приводит к образованию заусенцев и неровным срезам.
Поэтому перед нарезкой следует по возможности выполнить следующие действия:
- Используйте материалы со стабильной толщиной и хорошим состоянием поверхности.
- Очистите сильно заржавевшие и замасленные пластины.
- Выборочный контроль качества материалов в партии подтверждает соответствие допустимым значениям толщины листового металла.
- Укладывайте пластины ровно, чтобы избежать их подвешивания и деформации.
2) Надлежащее зажимание и поддержка пластины.
При резке стальных листов неравномерная опора может легко привести к деформации после нагрева. Особенно при резке крупноформатных листов, если листовой металл частично подвешен, траектория резки будет зависеть от изменений высоты, что приведет к смещению фокуса и ухудшению ширины пропила.
Меры предосторожности включают в себя:
- Большие листы бумаги следует располагать как можно ровнее.
- Избегайте чрезмерного выступания кромок листа.
- Обратите внимание на тенденцию термической деформации листового металла в процессе резки.
- Для тонких листов можно рассмотреть возможность применения давления, вакуума или дополнительных мер позиционирования.
- Для мелких деталей, которые легко переворачиваются после резки, следует заранее продумать перемычки или микросоединения.
3) Оптимизация чертежей и компоновки.
Лазерная резка — это не только проблема обработки, но и проблема компоновки. Неправильная компоновка может привести к потерям материала, чрезмерно длинным траекториям резки, сильной концентрации тепла, слишком большому количеству острых углов и деформации деталей.
Отличная планировка должна соответствовать следующим требованиям:
- Используйте материалы в полной мере.
- Сократите время работы двигателя на холостом ходу.
- Контролируйте зоны концентрации тепла.
- Избегайте непрерывной резки смежных частей в течение длительного времени.
- Постарайтесь сгруппировать компоненты схожей толщины и структуры.
- Предусмотрите необходимые места для замыкания, микросоединений и пространство для размещения выпавших компонентов.
3. Выбор вспомогательного газа имеет решающее значение.
При лазерной резке листового металла с помощью стального волокна вспомогательный газ играет жизненно важную роль, влияя не только на качество пропила, но и на скорость резки, степень окисления, стоимость и сложность последующей обработки.
1) Кислородная резка: подходит для толстостенной углеродистой стали.
Преимущества кислородной резки заключаются в следующем:
Реакция окисления между кислородом и сталью выделяет дополнительное тепло, повышая режущую способность, что делает этот метод особенно подходящим для углеродистой стали средней толщины и более толстых стальных листов.
Преимущества:
- Высокая способность резать толстую углеродистую сталь.
- Хорошее проникновение.
- Относительно низкая стоимость.
- Хорошая адаптивность к мощному оборудованию.
Недостатки:
- Значительное окисление среза.
- Поверхность среза обычно черная.
- Обширная зона термического воздействия.
- Для последующей сварки, напыления или нанесения покрытий требуется дополнительная обработка.
Применимые сценарии:
- Пластины из углеродистой стали средней толщины.
- Конструкционные элементы с низкими требованиями к оксидированию при резке.
- Пакетная обработка с приоритетом эффективности.
2) Резка азотом: подходит для высококачественной резки без использования оксидов.
Резка азотом в основном используется для нержавеющей стали, алюминиевых листов и тонких листов из углеродистой стали, где требуется высокое качество резки.
Роль азота заключается в том, чтобы сдувать расплавленный металл, а не вызывать реакцию окисления, что приводит к более чистому срезу и более ярким кромкам.
Преимущества:
- Чистая, блестящая поверхность среза.
- Легко очищается от оксидного слоя.
- Подходит для последующей сварки и отделки.
- Высокая точность и стабильность.
Недостатки:
- Требуется более высокое давление газа.
- Высокие требования к герметизации оборудования и системам газоснабжения.
- Более высокая стоимость, чем при кислородной резке.
- Для более толстых пластин требуются более высокая мощность и более сложные технологические процессы.
Применимые сценарии:
- Отделочные детали из нержавеющей стали.
- Детали высокой точности.
- Заготовки, требующие минимальной шлифовки или не требующие шлифовки.
- Детали, требующие высокого качества сварки.
3) Продувка воздухом: экономично, но требует больших затрат.
Пневматическая резка — один из самых экономичных методов, но к его состоянию предъявляются очень высокие требования, включая качество оборудования, качество листового материала и соответствие технологическому процессу.
В воздухе содержится кислород, что приводит к некоторому окислению. Поэтому режущий эффект обычно находится между эффектами кислорода и азота.
Преимущества:
- Бюджетный.
- Подходит для общего применения.
- Экономически выгодно для мелкосерийного и среднесерийного производства.
Недостатки:
- Стабильность передних кромок не так высока, как у специализированных газов.
- Окисление кромок и контроль заусенцев представляют собой более сложную задачу.
- К сжатому воздуху предъявляются высокие требования к его чистоте.
- Примеси масла и воды могут серьезно сократить срок службы режущей головки и линзы.
4. Положение фокусной точки: ключевые факторы качества резки
Многие операторы склонны упускать из виду фокусную точку, но в действительности ее положение почти полностью определяет форму пропила, образование нижнего шлака, ширину пропила и эффективность резки.
1) Фокусная точка расположена слишком высоко
Когда фокусная точка находится слишком высоко над поверхностью пластины, концентрация энергии низкая, в результате чего пропил получается шире сверху и уже снизу. Нижняя часть может не быть прорезана насквозь, что легко приводит к образованию заусенцев, скоплению шлака и разрушению пластины.
2) Фокусная точка расположена слишком низко
Когда фокусное расстояние расположено слишком низко, энергия оказывается слишком сильной в нижней части пластины, что потенциально может привести к перегреву в нижней части, расширению пропила, увеличению количества заусенцев и даже отклонению конусности.
3) Выбор подходящей точки фокусировки
Выбор фокусной точки необходимо проводить комплексно, с учетом толщины пластины, типа материала, типа газа, мощности лазера и характеристик сопла.
Вообще говоря:
Для тонких пластин, как правило, предпочтительнее более высокое или слегка отрицательное фокусное расстояние. Для пластин средней толщины обычно используется подходящее отрицательное фокусное расстояние. Толстые пластины требуют точной настройки в зависимости от процессов перфорации и сегментированной резки.
В реальных условиях эксплуатации теоретические значения На это не следует полагаться в одиночку.. При проведении пробных срезов необходимо соблюдать следующие правила:
- Согласуются ли верхний и нижний пропилы.
- Уменьшается ли количество шлака на дне.
- Ровный и ровный срез.
- Перегреваются ли острые углы.
- Стабилен ли звук при резке.
5. Скорость резки не всегда лучше, чем быстрее резка.
Скорость — наиболее чувствительный параметр резки.
Слишком высокая скорость может показаться эффективной, но на самом деле она может привести к следующим последствиям:
- Неполная резка.
- Остатки шлака на дне.
- Слабый пропил.
- Недостаточное снижение скорости на поворотах.
- Увеличение отклонения в небольших отверстиях.
Слишком низкая скорость может привести к:
- Перегрев по краям.
- Широкий пропил.
- Увеличение зоны теплового воздействия.
- Деформация листа.
- Прилипание шлака.
Основные принципы регулировки скорости:
- При работе с толстостенными плитами приоритет следует отдавать полному удалению шлака и обеспечению его стабильного состояния.
- При работе с тонкими пластинами приоритет следует отдавать эффективности и качеству кромок.
- На крутых поворотах, узких пропилах и небольших отверстиях следует соответствующим образом снижать скорость.
- При резке сложных фигур регулируйте скорость по сегментам.
- Для разных частей можно использовать разные стратегии регулирования скорости, а не применять один и тот же параметр на протяжении всего процесса.
Особенно при пакетной обработке, многие детали имеют различную нагрузку на своих внешних контурах, внутренних отверстиях, острых углах и участках перемычек, поэтому их невозможно обрабатывать с одинаковой скоростью. В оптимальных процессах используется послойное управление скоростью в зависимости от траектории обработки.
6. Сверление: ключевая проблема при резке толстолистового металла.
При резке толстых стальных пластин сверление зачастую оказывается сложнее, чем сама резка.
Некачественное бурение делает бесполезными даже самые лучшие последующие параметры, поскольку вокруг отверстия легко образуются брызги, шлаковые отложения, накопление тепла и дефекты, препятствующие началу резания.
1) Распространенные проблемы при бурении
- Чрезмерное время бурения.
- Отскок шлака загрязняет защитную линзу.
- Чрезмерное расширение отверстия.
- Горение в начальной точке после бурения.
- Нестабильное сверление толстых пластин, приводящее к многократным проколам.
2) Методы повышения эффективности бурения
- Используйте сегментированное бурение, прогрессивное бурение или импульсное бурение с высокой пиковой нагрузкой.
- Соответственно повысьте давление бурового газа.
- Установите разумную высоту для бурения.
- При сверлении толстых пластин необходимо обеспечить концентрацию энергии перед началом резки.
- Чтобы избежать начала резки непосредственно на критически важных кромках, разместите соединительный провод или микроконнектор снаружи зоны резки.
При пробивке отверстий в более толстой углеродистой стали особое внимание следует уделять следующим моментам:
- Предотвратите обратный поток шлака.
- Не допускайте, чтобы первоначальное отверстие было слишком большим.
- Избегайте резки непосредственно после прокалывания без предварительной очистки остатков материала снизу, так как это может привести к неровным срезам.
7. Выбор и обслуживание форсунок имеют решающее значение.
Сопло является ключевым элементом интерфейса между лазером, газом и расплавленным телом.
Неправильный выбор сопла, а также его загрязнение, деформация или плохая соосность напрямую влияют на качество резки.
1) Принципы выбора сопла
Диаметр сопла должен соответствовать толщине пластины, мощности и типу газа:
- Тонкие пластины: как правило, меньший диаметр сопла благоприятен для концентрированного воздушного потока.
- Пластины средней толщины: для обеспечения достаточной эффективности удаления шлака необходим больший диаметр.
- Толстые пластины: Сопло должно обеспечивать баланс между скоростью и стабильностью воздушного потока.
2) Что произойдет, если форсунка выйдет из строя?
- Увеличение количества заусенцев на режущей кромке.
- Волнистые линии на срезе.
- На нижнем крае скопление шлака.
- Ненормальное направление искры во время резки.
- Повышенный риск удара режущей головки о пластину.
- Ускоренное загрязнение линз.
3) Ключевые моменты использования насадки
- Держите сопло в чистоте.
- Проверьте округлость и соосность сопла.
- В случае обнаружения заедания, немедленно замените форсунку.
- Используйте подходящие насадки для разных материалов и толщин.
- Перед началом резки проведите проверку воздушного потока, чтобы убедиться в исправности сопла.
8. Методы резки значительно различаются для разных типов стальных листов.
1) Методы резки углеродистой стали
Углеродистая сталь — наиболее распространенный материал для резки стальных листов.
Он подходит для кислородной резки, а также может быть разрезан азотом или воздухом в определенном диапазоне толщин.
Основные моменты:
- Для углеродистой стали средней толщины приоритет следует отдавать реакции окисления и удалению шлака.
- При работе с более толстой углеродистой сталью следует контролировать температуру пробивки.
- Когда требуется высокая степень окисления краев трещин, вместо азота можно использовать азот.
- После резки на поверхности среза склонно образовываться оксидный слой. Необходимость его очистки зависит от последующих процессов.
2) Технологии лазерной резки нержавеющей стали с использованием волоконного лазера
Нержавеющая сталь больше подходит для резки азотом, поскольку к качеству поверхности предъявляются высокие требования, и она не подвергается значительному окислению.
Основные моменты:
- Требуется высокая чистота азота.
- Положение фокусной точки должно быть более точным.
- Низкая скорость печати может привести к пожелтению или посинению, что повлияет на внешний вид.
- При обработке тонкой нержавеющей стали особое внимание следует уделять предотвращению термической деформации и образования заусенцев на дне.
3) Технологии резки высокопрочной стали и легированной стали
Высокопрочная сталь более чувствительна к воздействию тепла. Неправильная резка может легко привести к закалке кромки, растрескиванию или деформации после резки.
Важные моменты, на которые следует обратить внимание:
- Контролируйте зону термического воздействия.
- Избегайте длительного воздействия высокой температуры в одном месте.
- При необходимости после резки проведите оценку уровня стресса.
- Особое внимание следует уделить качеству кромок в зонах последующей сварки.
9. Несколько типичных дефектов, влияющих на качество резки, и способы их устранения.
1) Нижний шлак
Образование донных отложений — одна из наиболее распространенных проблем.
К распространённым причинам относятся: слишком низкая скорость, недостаточное давление воздуха, неправильное положение фокуса, несоответствие сопла, загрязнение поверхности листового металла и несовместимость мощности с толщиной.
Решения:
- Увеличьте скорость соответствующим образом.
- Отрегулируйте фокус.
- Увеличьте давление вспомогательного газа.
- Проверьте соосность сопла.
- Проверьте, вызвано ли это ржавчиной или покрытием на поверхности листового металла.
3) Неполная резка
Возможные причины:
- Недостаточная мощность.
- Слишком высокая скорость.
- Отклонение фокуса.
- Листовой металл слишком толстый.
- Засорение форсунки.
- Недостаточная перфорация.
Решения:
- Снизьте скорость.
- Отрегулируйте фокус до нужного положения.
- Замените форсунку и проверьте поток воздуха.
- Улучшить процесс перфорации.
- Для резки более толстых пластин следует рассмотреть возможность использования более высокой мощности или сегментированной стратегии резки.
4) Пожелтение, почернение и сильное окисление срезанного края.
Часто используется в изделиях из нержавеющей стали и деталях, требующих качественной обработки поверхности.
Как правило, это вызвано неправильным выбором газа, неоправданно высокой скоростью или чрезмерным подводом тепла.
Решения:
- Увеличьте скорость резки.
- Переключитесь на азот.
- Снизьте накопление тепла.
- Оптимизируйте фокусировку резки.
- Обеспечьте чистоту газа.
5) Большой конус заточки кромки
То есть, срез уже сверху и шире снизу, или наоборот.
Возможные причины включают:
- Неправильная настройка фокусировки.
- Несоответствие между толщиной пластины и мощностью.
- Неравномерная продувка газом.
- Нестабильная регулировка высоты режущей головки.
- Неравномерный материал пластины.
6) Перегрев углов
На небольших закругленных углах, острых углах и крутых поворотах машина часто испытывает локальное накопление тепла из-за замедления.
В число решений входят:
- Включение функции снижения мощности на поворотах.
- Настройка параметров, специфичных для каждого угла.
- Оптимизация траектории резки для уменьшения количества ненужных острых углов.
- Предварительно произведите компенсацию процесса.
10. Методы создания контурных переходов и графического дизайна.
Многие сосредотачиваются только на параметрах оборудования, пренебрегая влиянием проектной документации на результаты резки. На самом деле, грамотная конструкция может значительно улучшить качество и эффективность резки.
1) Избегайте чрезмерно острых углов и очень тонких конструкций.
Острые углы могут приводить к локальной концентрации тепла, что легко может вызвать пригорание кромки.
Чрезвычайно тонкие структуры подвержены вибрации, деформации или отрыву частей во время резки.
2) Поддерживайте разумное соотношение между диаметром отверстия и толщиной пластины.
Слишком маленькие отверстия трудно стабильно вырезать на толстых пластинах, что легко приводит к смещению отверстий от центра, образованию конических отверстий или деформаций.
При проектировании диаметра отверстия, как правило, следует учитывать толщину пластины и технологические возможности. Нецелесообразно слепо стремиться к получению отверстий малого диаметра.
3) Правильно подключите соединительные провода.
Провода являются переходным участком в начальной точке резки. Правильная настройка может уменьшить количество следов от начала резки и локальных пригоревших участков.
Слишком короткие провода приведут к слишком заметным начальным меткам. Слишком длинные провода — это пустая трата времени и материалов.
4) Настройте микросоединения для мелких деталей.
Для мелких деталей, которые склонны к падению, переворачиванию или застреванию после резки, лучше всего использовать микросоединения, чтобы предотвратить падение деталей и их удар о режущую головку, а также повлиять на последующие траектории резки.
11. Стратегии резки различаются для листов разной толщины.
1) Резка тонких пластин
Ключ к успешной резке тонких листов заключается не в «прорезании насквозь», а в «быстрой, чистой резке без деформации».
Советы:
- Увеличьте скорость соответствующим образом.
- Более точная настройка фокуса.
- Снизьте тепловыделение.
- Обеспечьте устойчивость пластины.
- Предотвращает деформацию и отрыв тонких деталей.
2) Резка пластин средней толщины
Резка листового металла средней толщины требует самых комплексных технологических возможностей.
Советы:
- Сбалансируйте мощность, скорость и расход топлива.
- Особое внимание уделяется качеству перфорации.
- Контролируйте накопление шлака на дне.
- Обратите внимание на накопление тепла во время резки.
- Оптимизируйте углы и неправильные формы.
3) Резка толстостенных листов
Наибольшая сложность при резке толстых листов заключается в обеспечении стабильного глубины резания и эффективного удаления шлака.
Советы:
- Перфорация должна быть стабильной.
- Достаточное давление воздуха.
- Точная фокусировка и сопло.
- Скорость резки не должна быть чрезмерно высокой.
- Требуется более мощное оборудование и более отработанный технологический процесс.
12. Состояние оборудования и ежедневное техническое обслуживание определяют долгосрочную стабильность.
Станок, который сегодня хорошо режет, завтра может работать совсем иначе. Стабильность работы волоконно-лазерной резки зависит от долговременного технического обслуживания.
1) Обслуживание оптического тракта и линз
Загрязнение внутренних линз режущей головки снизит мощность передачи и эффективность фокусировки.
Регулярно осматривайте защитные линзы, коллимационные линзы и фокусирующие линзы и немедленно заменяйте их при обнаружении загрязнений, перегрева или царапин.
2) Техническое обслуживание газового тракта
Чистота газа, герметизация трубопроводов, фильтрующие устройства и системы осушения — все это имеет решающее значение.
Сжатый воздух, содержащий масло, воду или пыль, может вызвать засорение сопла, загрязнение линзы и нестабильную резку.
3) Техническое обслуживание направляющих рельсов, зубчатых реек и ходовых винтов.
Точность механической передачи напрямую влияет на траекторию резания.
Пыль на направляющих, изношенные зубчатые рейки и недостаточная смазка приведут к вибрации при движении, ошибкам позиционирования и неравномерному пропилу.
4) Техническое обслуживание системы охлаждения
Лазер и режущая головка нуждаются в стабильном охлаждении.
Недостаточное охлаждение приведет к колебаниям напряжения, перегреву компонентов, нестабильной резке, а в тяжелых случаях — к повреждению оборудования.
5) Режущая платформа и система пылеудаления
Сильное накопление шлака в режущей кромке повлияет на устойчивость листового металла и высоту режущей поверхности. Плохое пылеудаление увеличит загрязнение дымом и пылью, что повлияет на срок службы линз и рабочую среду.
13. Опыт оператора имеет решающее значение.
Опыт оператора зачастую важнее, чем какой-либо отдельный параметр. Одна и та же машина и один и тот же листовой металл могут давать совершенно разные результаты в зависимости от оператора. Это происходит потому, что опыт отражается во многих деталях.
Опытные операторы, как правило, обращают внимание на следующее:
- Они могут судить о состоянии резки по характеру искрообразования.
- Они могут определить, является ли звук резки стабильным.
- Они могут оценивать отклонения параметров на основе цвета среза и шлака.
- Они могут точно настраивать параметры в зависимости от изменений в партии материала.
- Они могут предвидеть риск деформации и потери деталей.
- Они могут исправлять проблемы на начальной стадии негативных тенденций, а не ждать, пока вся партия будет списана.
Короче говоря, лазерная резка стального волокна — это не «нажатие кнопки», а непрерывный процесс «наблюдения — оценки — корректировки».
14. Практические методы повышения эффективности и качества резки
1) Создать библиотеку стандартных процессов.
Создайте стандартную библиотеку параметров процесса для различных материалов, толщин листов, газов и мощности оборудования. Это сократит время пробной резки и повысит стабильность партии.
2) Обеспечьте подтверждение первой партии товара.
Перед каждой заменой пластины, партии, материала, форсунки или газа проводите первичную проверку изделия.
Серийное производство следует начинать только после того, как первая деталь пройдет проверку качества, что значительно снизит риск брака.
3) Многоуровневое управление процессами
Обрабатывайте заготовки различной толщины, материала и с разными требованиями к внешнему виду отдельно. Не используйте единый набор параметров.
4) Оптимизация последовательности резки
Выбор способа обработки — сначала вырезание внутренних отверстий или внешних контуров, а также деталей меньшего или большего размера — влияет на стабильность листа и его конечное качество. Разумная последовательность действий снижает термическую деформацию и потери деталей.
5) Обеспечение долгосрочной стабильности оборудования
Не ограничивайтесь техническим обслуживанием оборудования только при возникновении проблем. Проводите регулярные осмотры, чистку, калибровку и ведите учет.
Чем стабильнее оборудование, тем проще стандартизировать процесс.
15. Меры предосторожности ни в коем случае нельзя игнорировать.
Несмотря на высокую эффективность, лазерная резка — это также высокоэнергетическое устройство, поэтому безопасность всегда является первостепенной задачей.
1) Лазерная безопасность
Лазер опасен для глаз и кожи. Строго запрещено смотреть прямо на лазерный луч или отраженный свет. Во время работы необходимо использовать надлежащие средства защиты.
2) Дым и искры
При резке стальных листов образуется большое количество дыма и искр. Убедитесь, что система пылеудаления работает исправно, и держите рабочую зону подальше от легковоспламеняющихся материалов.
3) Газовая безопасность
Кислородные, азотные и другие газовые баллоны или трубопроводы должны надлежащим образом обслуживаться для предотвращения утечек, взрывов и неправильной эксплуатации. В частности, системы подачи газа под высоким давлением необходимо регулярно проверять на герметичность и давление.
4) Безопасность механических перемещений
Режущая платформа, сменный стол и портальная конструкция перемещаются с высокой скоростью. Операторам необходимо избегать входа в опасные зоны.
Во время технического обслуживания, замены пластин и очистки необходимо соблюдать правила техники безопасности, такие как отключение питания, перекрытие подачи газа и блокировка.
16. От «умения резать» к «умению хорошо резать»
На начальных этапах внедрения лазерной резки многие компании ставили перед собой цель лишь «разрезать лист». Однако с увеличением производственных мощностей реальным определяющим фактором конкурентоспособности становится не умение резать, а способность стабильно производить высококачественные детали при одновременном снижении общих затрат.
Высокоточная лазерная резка стальных пластин волоконным лазером позволяет достичь следующих целей:
- Меньше заусенцев.
- Снижена степень окисления.
- Лучшая перпендикулярность.
- Меньше деформаций.
- Более эффективное использование материалов.
- Более высокая скорость доставки.
- Более стабильная однородность партии.
- Меньше затрат на постобработку.
Иными словами, процесс резки в конечном итоге служит не «параметрам станка», а «результатам производства».
17. Резюме
Ключ к успешной лазерной резке стальных листов волоконным лазером всегда заключается в возможностях системы. Хотя лазерная резка стальных листов волоконным лазером может показаться простым процессом, на самом деле это сложный инженерный проект, включающий множество взаимосвязанных факторов.
Мощность оборудования — это лишь основа. Реальный эффект определяется совокупностью факторов: состоянием материалов, выбором газа, положением фокусной точки, подбором сопла, регулированием скорости, стратегией прокола, оптимизацией компоновки, техническим обслуживанием оборудования и опытом персонала.
Для качественной резки стальных листов необходимо помнить о следующих основных принципах:
- Сначала необходимо обеспечить стабильность материальных и технических условий, а затем рассмотреть оптимизацию параметров.
- Регулировать подачу газа, фокусировку и скорость необходимо одновременно, а не по отдельности.
- Качество перфорации определяет верхний предел резки толстолистового металла.
- Качество резки зависит не только от глубины проникновения, но и от качества кромок, конусности, адгезии шлака и последующей обработки.
- Оптимизация процесса — это не разовое событие, а непрерывный итеративный процесс.
- Техническое обслуживание оборудования и опыт персонала определяют долгосрочную стабильность.
Когда компании действительно освоят эти детали, лазерная резка листового металла с помощью стального волокна перестанет быть просто методом обработки, а станет ключевым конкурентным преимуществом, позволяющим повысить эффективность, контролировать затраты, улучшить качество и укрепить возможности доставки.




