
Оглавление
Благодаря автоматизации и лазерным технологиям, станки для лазерной резки труб позволяют одному станку выполнять все процессы, такие как резка, сверление и нарезание канавок, повышая эффективность и точность обработки. Это значительно увеличивает производительность, снижает затраты, улучшает использование материалов, поддерживает гибкое производство и всесторонне повышает конкурентоспособность компании.
Ниже приведено руководство по эксплуатации. станки для лазерной резки трубВключает в себя рабочие процедуры, ключевые параметры, техническое обслуживание, распространенные проблемы и меры предосторожности. Подходит для обучения, работы на объекте и использования клиентами.
1. Состав и основные принципы работы оборудования для лазерной резки труб.
Типичный станок для лазерной резки труб состоит из следующих систем:
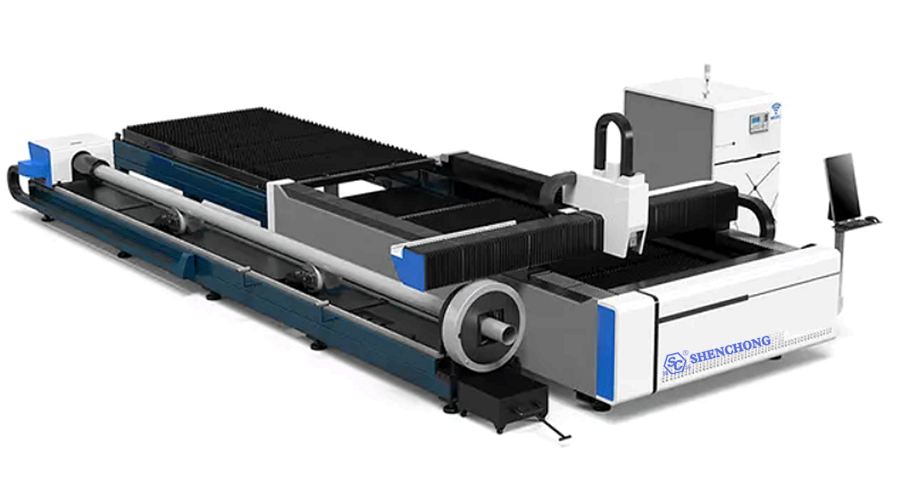
1) Основная система
- Лазер (преимущественно волоконный лазер)
- Режущая головка (автоматическая фокусировка)
- Система ЧПУ (например, TubePro/FSCUT)
- Рама машины
2) Система перемещения и зажима
- Передний и задний зажимные патроны (автоматическое зажимание)
- Дополнительная поддержка (предотвращает провисание трубки)
- Ось X/Y/Z + вращательная ось (обеспечивающая вращательную резку трубы)
3) Вспомогательные системы
- Система охлаждения
- Система удаления пыли
- Воздушный компрессор / газовая система (кислород / азот / воздух)
- Автоматическая система подачи (опционально)
2. Наиболее важные подготовительные работы перед резкой труб.
1) Точное подтверждение наличия материалов
Перед резкой труб необходимо убедиться в следующем:
- Материал: углеродистая сталь, нержавеющая сталь, алюминиевый сплав, медь, оцинкованные трубы и т. д.
- Толщина стенки: тонкостенная труба, стандартная толщина стенки, толстостенная труба.
- Технические характеристики: наружный диаметр, внутренний диаметр, длина, овальность.
- Типы труб: круглые трубы, квадратные трубы, прямоугольные трубы, эллиптические трубы, швеллеры, трубы нестандартной формы.
- Состояние поверхности: наличие масла, ржавчины, покрытия или оксидной пленки.
Для разных материалов предъявляются разные требования к степени поглощения лазерного излучения, состоянию плавления и разбрызгиванию. Например, для нержавеющей стали обычно приоритет отдается гладкости реза, для углеродистой стали больше внимания уделяется эффективности и контролю образования шлака, а для алюминия и меди большее значение имеют мощность, вспомогательный газ и безопасность отражения.
2) Сама труба должна быть достаточно "ровной".
Многие проблемы с резкой связаны не с оборудованием, а с самой трубой:
- Чрезмерная овальность круглых труб
- Большая погрешность в длине стороны квадратных труб
- Изгиб труб
- Неровные концы труб
- Явные сварочные выступы
- На поверхности видны сильные оксидные отложения или масляные пятна.
Это может привести к:
- Нестабильное зажимание
- Ошибка автоматического поиска ребра
- Смещение резки
- Патологическая перфорация
- Плохое динамическое равновесие во время вращения
3) Зажим и опора должны быть надежными.
При резке труб обычно требуется стабилизация трубы с помощью патрона, опоры для материала и дополнительной опоры.
Примечание:
- Зажим не должен быть слишком слабым, иначе это вызовет вибрацию, эксцентриситет и асинхронное вращение во время резки.
- Зажим не должен быть слишком тугим, иначе это повредит тонкостенные трубы или деформирует их. Длинные трубы должны иметь достаточную опору, чтобы предотвратить провисание в средней части.
- При обрезке до конца, если оставшийся материал слишком короткий, он склонен к раскачиванию и требует особого внимания.
4) Чертежи и планировка должны быть проверены в первую очередь.
Многие доработки пакетных файлов возникают из-за проблем, возникших на этапе первоначального программирования.
Перед тем как резать трубу, убедитесь в следующем:
- Указаны ли размеры на чертеже полностью?
- Правильны ли начальные позиции?
- Правильный ли угол скоса?
- Предусмотрены ли разумные зазоры в местах соединения проводов?
- Подходят ли отверстия для узлов, сварочные отверстия и позиционирующие отверстия для последующей сборки?
В случае труб, вырезанных лазером, «возможность резки» не означает «возможность сборки». Допуски при последующей сборке необходимо учитывать заранее.
3. Порядок работы с лазерным станком для резки труб (стандартные этапы)
1) Предпусковая проверка
- Проверьте давление газа (кислорода/азота/воздуха).
- Проверьте температуру воды в чиллере (обычно 20–25℃).
- Проверьте состояние смазки.
- Проверьте работоспособность патрона.
Важный:
Перед началом работы лазер необходимо включить, предварительно промыв его водой.
Убедитесь в отсутствии утечек воздуха и сигналов тревоги.
2) Последовательность запуска
- Включите основное питание
- Запуск чиллера
- Запуск воздушного компрессора/газовой системы
- Система управления запуском (ЧПУ)
- Включите лазер
Строго запрещено использовать неверную последовательность действий, в противном случае лазер будет поврежден.
3) Загрузка и размещение
- Вставьте трубу в патрон.
- Автоматическое/ручное зажимание
- Укажите тип трубы (круглая/квадратная/неправильная форма).
- Выполните выравнивание (центрирование).
Основные моменты:
Трубу не следует чрезмерно изгибать. Для длинных труб необходимо активировать дополнительную опору.
4) Импорт и компоновка программы
- Импорт чертежей (обычно CAD/Tekla/SolidWorks)
- Автоматическое создание траекторий резки
- Установите последовательность резки (уменьшите деформацию).
Рекомендация:
- В первую очередь следует вырезать небольшие отверстия. → Повторно вырезать контур.
- Избегайте непрерывной концентрации тепла.
5) Настройки параметров (основные)
Общие параметры:
- Мощность лазера
- Скорость резки
- Тип и давление газа
- Положение фокуса
Примеры параметров (справочная информация):
Материал | Толщина | Газ | Власть | Функции |
Углеродистая сталь | 3 мм | Кислород | Середина | Быстрая резка |
Нержавеющая сталь | 3 мм | Азот | Высокий | Не подвергается окислению |
Алюминий | 2 мм | Азот | Высокий | Антибликовое покрытие |
6) Начните резать
- Пробный запуск для проверки траектории.
- Пробная резка с низкой мощностью
- Формальный крой
Основные параметры работы станка для лазерной резки труб:
- Отслеживайте состояние Spark в режиме реального времени.
- Проверьте, насколько Чак не расхлябан.
- Прислушивайтесь к необычным звукам.
7) Разгрузка
- Освободите патрон после резки
- Очистка от остаточных материалов
- Сортировка и укладка материалов
4. Основные методы лазерной резки труб
1) Правильный выбор фокусного расстояния
Фокусная точка напрямую влияет на ширину пропила, образование шлака, зону термического воздействия и перпендикулярность реза.
Вообще говоря:
Тонкостенные трубки: предпочтительнее использовать трубки с меньшим фокусным расстоянием и более высокими скоростями для снижения тепловыделения.
- Трубы с толстыми стенками: требуют более стабильной концентрации энергии для обеспечения проникновения и удаления шлака.
- Нержавеющая сталь: как правило, обеспечивает более гладкое поперечное сечение и меньшее окисление.
- Углеродистая сталь: Обычно используется резка с помощью кислорода для увеличения скорости, но требует контроля над окислением кромок.
Неправильная настройка фокусного расстояния обычно проявляется следующим образом:
- Большое верхнее отверстие, маленькое нижнее отверстие
- Сильное скопление шлака в нижнем отверстии.
- Почерневшая или пожелтевшая поверхность среза
- Чрезмерно длительное время пирсинга
- Заметное сужение в поперечном сечении.
Эмпирически установлено, что фокусное расстояние не является фиксированной величиной, а должно динамически корректироваться в зависимости от диаметра трубки, толщины стенки, материала и газовых условий.

2) Скорость резки должна соответствовать мощности.
Слишком медленно:
Чрезмерный подвод тепла, более широкий пропил, деформация трубы, сильная абляция поверхности, повышенное накопление шлака по нижнему краю.
Слишком быстро:
Неполный срез, прерывистый срез, образование нитей на кромке, остатки материала, увеличенное отклонение положения отверстия. Правильный подход заключается не в слепом стремлении к «более высокой скорости», а в поиске стабильного диапазона.
Особенно в:
Небольшие круглые трубы, тонкостенные трубы из нержавеющей стали, углы труб неправильной формы, сложные формы с отверстиями или канавками. В этих местах более подвержены локальному ухудшению качества из-за неподходящей скорости.
3) Помощь в выборе газа имеет решающее значение.
Вспомогательный газ влияет не только на удаление шлака, но и на окисление, цвет пропила и скорость резания.
- Кислород
Подходит для толстых листов/труб из углеродистой стали; экзотермическая реакция, высокая эффективность резки, но в пропиле происходит окисление, в результате чего кромка приобретает более темный цвет.
Преимущества:
- Высокоскоростной
- Подходит для более толстой углеродистой стали.
- Хорошее проникновение
Недостатки:
- Значительное окисление в месте среза.
- Большая зона теплового воздействия
- Последующие сварочные и покрасочные работы могут потребовать обработки оксидным слоем.
- Азот
Широко используется для обработки нержавеющей стали, алюминиевых сплавов и других материалов, требующих высокого качества резки.
Преимущества:
- Плавный срез
- Меньше окисления
- Хорошее качество поверхности
- Упрощенная последующая обработка
Недостатки:
- Высокие требования к давлению и чистоте газа.
- Относительно более высокая стоимость
- При резке толстостенных материалов скорость резания может снижаться.
- Воздух
Подходит для некоторых недорогих и простых в применении применений, а также для экономичной обработки тонких материалов.
Преимущества:
- Бюджетный
- Высокое удобство
Недостатки:
- Как правило, более низкое качество нарезки.
- Значительное окисление
- Не подходит для деталей с высокими требованиями.
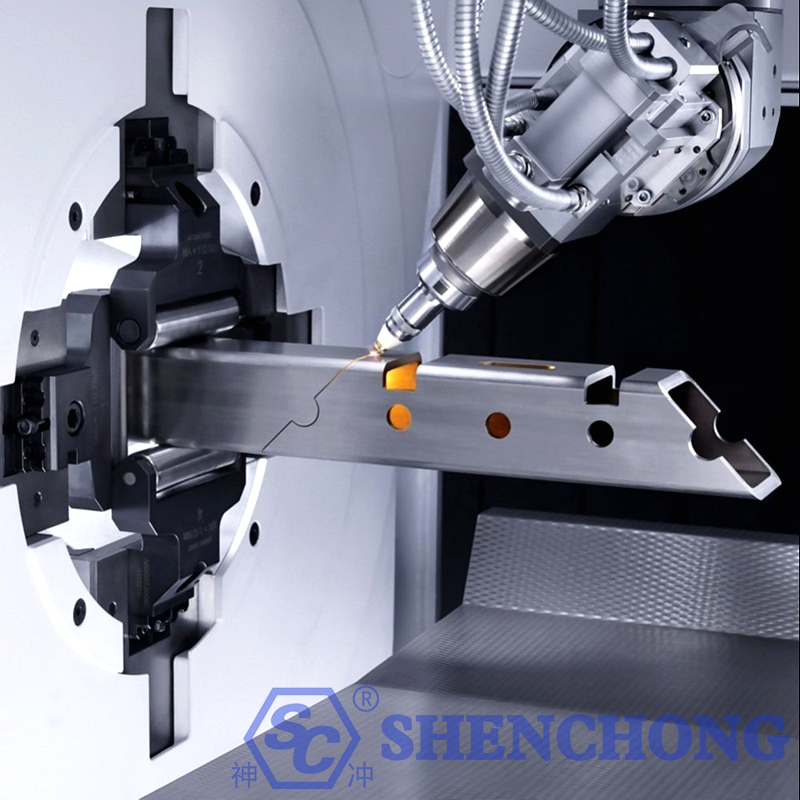
4) Метод сверления следует оптимизировать в зависимости от толщины стенки.
При резке труб сверление является важнейшим этапом. Некачественное сверление напрямую влияет на последующее качество резки.
Распространенные методы:
- Тонкостенные трубки следует прокалывать быстро, чтобы уменьшить накопление тепла.
- Прокалывать толстостенные трубы следует поэтапно, чтобы избежать разбрызгивания шлака.
- При проектировании сложных конструкций следует избегать проколов вдоль критически важных конструктивных кромок.
- При работе с материалами, обладающими высокой отражательной способностью, необходимо уделять особое внимание рискам отражения и подсветки.
Неустойчивый пирсинг может легко привести к следующим последствиям:
- Перегрев в начальной точке среза
- Обрушение по краю отверстия
- Брызги шлака загрязняют линзу.
- Пробел в начале разреза
5) Правильное планирование траектории прохода
Планирование траектории имеет решающее значение, особенно для сложных деталей с отверстиями, пазами, проемами, скосами и стыковочными концами.
Принципы планирования траектории:
- Сначала вырежьте внутренние элементы, затем внешний контур.
- Сначала вырежьте маленькие отверстия, затем большие.
- Сначала обработайте стабильные участки, затем легко деформируемые.
- Остаточный материал к концу пути становится все более нестабильным; при проектировании пути следует предусмотреть опору для оставшегося материала.
- Избегайте предварительной обрезки опор в слабых конструктивных точках.
При планировании траектории движения труб квадратной, прямоугольной и неправильной формы следует уделять особое внимание накоплению тепла в углах и замедлению движения в этих углах. В противном случае может произойти прогорание в углах или чрезмерное закругление углов.
6) Сбавляйте скорость на поворотах и в точках перегиба.
Углы — одна из самых проблемных зон при резке труб.
Это происходит потому, что когда лазерная головка поворачивается:
- Изменения скорости
- Изменения в распределении энергии
- Изменения состояния расплавленного бассейна
- Изменения ускорения/замедления механической системы
Без контроля над поворотами часто возникают следующие проблемы:
- Перегрев в поворотах
- Избыточный радиус скругления
- Отклонения размеров
- Прекратите покачивание
- Накопление шлака в углах
Следовательно, соответствующие настройки следует производить в соответствии с чертежом:
- Замедление на повороте
- Компенсация мощности в точке перегиба
- Переход к небольшому филе
- Оптимизированный ввод/вывод инструмента
7) Специальная обработка остатков и отходов трубного трубопровода.
Многие несчастные случаи при резке труб происходят в заключительной части остаточного материала.
Причины следующие:
- Более короткие трубы приводят к снижению жесткости.
- Изменяется центр зажима.
- Оставшийся материал легче, что приводит к нестабильности момента инерции вращения.
- Он склонен к столкновению с патроном, опорой или режущей головкой.
Поэтому необходимо заранее спланировать следующее:
Длина оставшегося материала; метод извлечения оставшегося материала; скорость и стратегия зажима для последних нескольких разрезов; и требуется ли специальная программа для обработки оставшегося материала.
8) Высота поддерживающей опоры должна быть надлежащим образом отрегулирована.
Длинные, тяжелые и трубы большого диаметра особенно нуждаются в дополнительной опоре. Неправильная высота опоры приведет к следующим последствиям:
- Провисание трубы
- Отклонение при резке
- Вращательный выход
- Ошибка позиционирования отверстия
- Поверхностные царапины
Если опора слишком высокая, она может оказаться неустойчивой. Если она слишком низкая, это может привести к изгибу трубы. В идеале труба должна плавно перекатываться или вращаться во время резки, без значительного колебания или давления.
5. Ключевые моменты, которые следует учитывать при резке труб из различных материалов.
1) Круглые трубы
Круглые трубы — наиболее распространенный тип.
Основные соображения:
- Соосность вращения
- центрирование зажима для выравнивания
- Ошибка округлости
- Точность позиционирования при бурении скважин.
Распространенные проблемы с круглыми трубами:
- Отверстие смещено по окружности.
- Неперпендикулярность торцевой поверхности среза
- Нестабильная резка в сварных швах
- Деформация труб малого диаметра
2) Квадратные/прямоугольные трубы
Основные соображения:
- Накопление тепла в углах
- Точность размеров углов
- Плоскостность зажимной поверхности
- Разумность траектории движения режущей головки в углу
Углы квадратных труб часто более подвержены перегреву или образованию шлака, чем кромки, поскольку тепло более сконцентрировано в углах, а траектория резания более сложная.
3) Тонкостенные трубы
Ключ к успешной резке тонкостенных труб — «меньшее количество выделяемого тепла».
Примечания:
- Высокая, но стабильная скорость резки
- Более чувствителен к фокусному расстоянию и атмосферному давлению.
- Сила зажима не должна быть чрезмерной.
- Опора не должна повредить стенку трубы.
- Небольшие отверстия и узкие канавки подвержены деформации.
4) Толстостенные трубы
Ключевым моментом при резке толстостенных труб является «обеспечение глубокого проникновения и удаление шлака».
Примечание:
- Необходимы достаточная мощность и давление газа.
- Необходимо достаточное время для прокола.
- Не следует слепо завышать скорость.
- Защита объектива имеет первостепенное значение.
- Риск обратного потока шлака выше.
5) Трубки из высокоотражающего материала
Для таких материалов, как алюминий, медь и многие материалы с покрытием, обратите внимание:
- Риск отражения
- Узкое технологическое окно
- Высокие требования к защите линз и режущей головки.
- Необходимо более тщательно продумать параметры.
6. Техническое обслуживание (ключевые моменты)
Ежедневное техническое обслуживание:
- Очистите линзу режущей головки.
- Проверьте форсунку на наличие повреждений.
- Уберите мусор с рабочего стола.
- Проверьте атмосферное давление и температуру воды.
Еженедельное обслуживание:
- Проверьте смазку направляющей.
- Проверьте точность зажима патрона.
- Очистите пылесборник.
Ежемесячное обслуживание:
- Откалибруйте оптический путь.
- Проверьте состояние лазера.
- Замените фильтры (газовые/водяные).
Список уязвимых частей:
- Сопло
- Защитная линза
- Уплотнительное кольцо
- Фильтрующий элемент
Рекомендуется вести учет запасных частей.
7. Лазерная резка труб: распространенные проблемы и решения.
1) Неполная резка
Причины:
- Недостаточная мощность
- Неправильная фокусировка
- Недостаточное давление воздуха
Решения:
- Увеличение мощности / Снижение скорости
- Переориентация
2) Сильные заусенцы
Причины:
- Превышение скорости
- Низкая чистота газа
- Поврежденная насадка
Решения:
- Настройте параметры
- Замените газовый баллон/форсунку.
3) Вороненая заточка (нержавеющая сталь)
Причины:
- Использование кислорода
- Недостаточное давление азота
Решения:
- Используйте азот под высоким давлением.
4) Вибрация труб
Причины:
- Недостаточная поддержка
- Свободный кусок
Решения:
- Обеспечить последующую поддержку
- Проверьте усилие зажима.
8. Меры предосторожности
Лазерная резка труб — это высокомощное, высокоскоростное устройство с высокой интенсивностью света и мощным воздушным потоком; безопасность имеет первостепенное значение.
1) Необходимо использовать защитные очки и установить защитные двери.
Не следует наблюдать за лазером напрямую; необходимо принимать защитные меры в соответствии с требованиями к оборудованию.
2) Будьте внимательны к рискам, связанным с рефлексией.
Особенно при резке материалов с высокой отражательной способностью, таких как алюминий, медь и латунь, отраженный свет может повредить оборудование.
3) Строгие меры противопожарной безопасности
В процессе резки труб будут возникать искры, расплавленный шлак и брызги горячей воды.
На месте необходимо иметь при себе следующее:
- Уберите легковоспламеняющиеся материалы
- Оборудовать средствами пожаротушения
- Контроль за образованием шлака на режущем конце.
- Предотвратить накопление масла
4) Риск механического защемления
Патрон, опора и механизм подачи представляют опасность защемления. При регулировке станка и смене материалов необходимо строго отключать электропитание или выполнять операции в соответствии с правилами.
5) Безопасность при работе с газом высокого давления
Газовые баллоны, трубопроводы и редукционные клапаны необходимо регулярно осматривать, чтобы предотвратить утечки и неконтролируемое повышение давления.
9. Резюме
В традиционной обработке труб многие процессы, такие как распиловка, пробивка и сверление, выполняются отдельно, что приводит к низкой эффективности, непостоянной точности и сильной зависимости от ручного труда.
В условиях современных требований к высокой точности, быстрой доставке и гибкости производства традиционное оборудование больше не может поддерживать крупномасштабное и стандартизированное развитие предприятий.
Станки для лазерной резки труб объединяют высокопроизводительную волоконно-лазерную технологию с интеллектуальными системами ЧПУ, обеспечивая комплексную автоматизированную обработку от загрузки, позиционирования и резки до выгрузки.
Станок для лазерной резки труб Порядок выполнения работ:
Проверка → Запуск → Зажим → Настройка параметров → Пробная резка → Прямая резка → Остановка
Лазерная резка труб Основные моменты использования:
- Охладите лазер перед использованием (для защиты лазера).
- Зажим патрона + концентрическая центровка (обеспечение точности)
- Подберите параметры в соответствии с материалами (мощность/скорость/газ)
- Пробная резка обязательна (чтобы избежать брака партии).
- Не оставляйте оператора без присмотра во время резки (во избежание несчастных случаев).
- Соблюдайте правильную последовательность остановок (для продления срока службы оборудования).




