
สารบัญ
การปรับปรุงความแม่นยำในการตัดโลหะโดยพื้นฐานแล้วคือการเพิ่มประสิทธิภาพอย่างเป็นระบบของ “ความแม่นยำของอุปกรณ์ + พารามิเตอร์ของกระบวนการ + สภาพของวัสดุ + การควบคุมการทำงาน + ปัจจัยด้านสิ่งแวดล้อม”
1. การปรับปรุงความแม่นยำของอุปกรณ์ตัดโลหะ (รากฐานหลัก)
1) คุณภาพและสภาพของใบมีด
ปัจจัยสำคัญที่ส่งผลกระทบ: คุณภาพพื้นผิวการตัด, ความสูงของครีบ, ความแม่นยำของขนาด
- เลือกใช้วัสดุใบมีดคุณภาพสูง (เช่น Cr12MoV, SKD11)
- การควบคุมความแข็ง: HRC 58–62 (ต่ำเกินไปจะทำให้สึกหรอ สูงเกินไปจะทำให้บิ่น)
- ความตรงของขอบ ≤ 0.01 มม./ม.
- การลับคมเป็นประจำ (ปริมาณการลับคมที่แนะนำ 100,000 รอบ หรือปรับตามวัสดุ)
เป้าหมายหลักในการเพิ่มประสิทธิภาพความแม่นยำในการตัดโลหะ:
- ความขนานของใบมีดบนและล่าง
- ความคมของใบมีด (ใบมีดทื่อทำลายความแม่นยำ)
2) ระยะห่างระหว่างใบพัดกับตัวเครื่อง (หนึ่งในพารามิเตอร์ที่สำคัญที่สุด)
ระยะห่างมีผลโดยตรงต่อ: คุณภาพพื้นผิว + ความแม่นยำของขนาด + ครีบ
ค่าเชิงประจักษ์ที่แนะนำ (โดยพิจารณาจากอัตราส่วนความหนาของแผ่น):
- เหล็กกล้าคาร์บอนต่ำ: 5%–8% t
- เหล็กกล้าไร้สนิม: 6%–10% t
- แผ่นอลูมิเนียม: 3%–6% t
ตัวอย่าง:
- เหล็กกล้าคาร์บอน 2 มม. → ระยะห่างประมาณ 0.1–0.16 มม.
- ผลที่ตามมาจากการอนุมัติที่ไม่เหมาะสม:
- ใหญ่เกินไป → เกิดเสี้ยนขนาดใหญ่ ความคลาดเคลื่อนทางมิติ
- ขนาดไม่เพียงพอ → ใบมีดสึกหรอเร็ว มุมยุบ และเสียรูปทรง
ข้อแนะนำ :
- ใช้โครงสร้างปรับระยะห่างได้ (ระบบไฟฟ้าหรือ CNC)
- กำหนดค่าพารามิเตอร์ฐานข้อมูลสำหรับวัสดุต่างๆ
3) ความแข็งแรงของโครงสร้างและความแม่นยำของรางนำทาง
ผลกระทบ: การเกิด “การเฉือนแบบเสียรูป” ในระหว่างกระบวนการเฉือนหรือไม่
- การเชื่อมโครงสร้างต้องใช้กระบวนการอบอ่อนโดยรวม
- ปรับระยะห่างของรางนำทางให้เหมาะสม (หลีกเลี่ยงการแกว่งไปมา)
- ความตรงของการเคลื่อนที่ของตัวเลื่อน ≤ 0.02 มม.
โซลูชันระดับไฮเอนด์:
- โครงสร้างแบบปิด (ทนทานต่อการเสียรูปได้ดีกว่า)
- รางนำทางแบบลูกกลิ้งหรือรางนำทางแบบเลื่อนความแม่นยำสูง
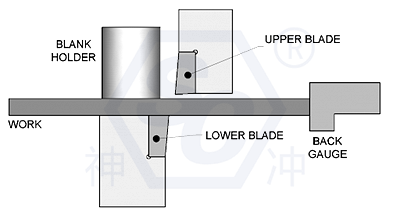
4) ความเสถียรของระบบแรงดัน
หน้าที่: ป้องกันไม่ให้แผ่นโลหะเคลื่อนที่ขณะทำการตัด
- แรงกดควรได้รับการกระจายอย่างสม่ำเสมอ
- ควรเว้นระยะห่างที่เหมาะสมระหว่างขาค้ำยัน (เพื่อป้องกันการบิดเบี้ยวเฉพาะจุด)
- มาพร้อมแผ่นกันรอยบุ๋ม (อะลูมิเนียม/สแตนเลส)
คำแนะนำในการอัปเกรด:
- ระบบแรงดันซิงโครนัสแบบอากาศ-ไฮดรอลิก
- แรงกดปรับได้
5) ความแม่นยำของระบบวัดระยะด้านหลัง
ระบบหลักที่กำหนดความแม่นยำของขนาดการตัดเฉือน
ความแม่นยำในการกำหนดตำแหน่ง: ±0.05 มม. (รุ่นท็อปสามารถทำได้ถึง ±0.02 มม.) (มม.) ความสามารถในการทำซ้ำมีความสำคัญมากกว่า
ประเด็นสำคัญ:
- สกรูนำ (นิยมใช้สกรูบอล)
- ความแม่นยำของรางนำเชิงเส้น
- การตอบสนองของระบบเซอร์โว
ข้อแนะนำ :
- ใช้เซอร์โวไดรฟ์ (แทนสเต็ปเปอร์มอเตอร์)
- เพิ่มการป้อนกลับของไม้บรรทัดตะแกรง (การควบคุมแบบวงปิด)
2. การปรับพารามิเตอร์กระบวนการให้เหมาะสม (กำหนดผลลัพธ์สุดท้าย)
1) มุมเฉือน
ผลกระทบ: แรงเฉือนและการเสียรูปของแผ่นโลหะ
- มุมเล็ก → ความแม่นยำสูง แต่รับน้ำหนักได้มาก
- มุมขนาดใหญ่ → รับน้ำหนักได้น้อย แต่มีแนวโน้มที่จะเสียรูปได้ง่าย
คำแนะนำ:
- การตัดเฉือนแบบแม่นยำ → มุมเล็ก (0.5°–1°)
- แผ่นหนา → มุมที่กว้างขึ้นเล็กน้อย (1°–3°)
2) ความเร็วในการเฉือน
- ความเร็วสูงเกินไป → การสั่นสะเทือนเพิ่มขึ้น → ความแม่นยำลดลง
- ความเร็วช้าเกินไป → ประสิทธิภาพต่ำ
การเพิ่มประสิทธิภาพ:
- ความเร็วสูงสำหรับแผ่นบาง
- ความเร็วต่ำเพื่อการตัดแผ่นโลหะหนาอย่างมีเสถียรภาพ
3) การควบคุมตำแหน่งการตัด
- จุดสัมผัสเริ่มต้นของใบมีดที่มั่นคง
- หลีกเลี่ยงการเฉือนกระแทก
รุ่นระดับไฮเอนด์:
ใช้ลิ้นปรับสัดส่วนเพื่อควบคุมความเร็วในการตัด
3. การควบคุมปัจจัยด้านวัสดุ (มักถูกมองข้าม)
1) ความเค้นภายในของวัสดุ
ปัญหา:
การเสียรูปหลังการเฉือน ความไม่เสถียรของมิติ
โซลูชั่น:
เลือกวัสดุแผ่นที่ช่วยลดความเครียด
หรือทำการเตรียมพื้นผิวก่อน (ปรับระดับ)
2) ความเรียบของแผ่นกระดาษ
ความไม่สม่ำเสมอ → ข้อผิดพลาดในการกำหนดตำแหน่ง
ขอบหยัก → ขนาดไม่แม่นยำ
สนับสนุน:
เครื่องปรับระดับความแม่นยำสูง (แนะนำเป็นอย่างยิ่ง)
3) ความแตกต่างของความแข็งของวัสดุ
วัสดุต่างชนิดกัน แม้จะมีคุณสมบัติเหมือนกัน กลับให้ผลลัพธ์ที่แตกต่างกันอย่างมาก
คำแนะนำ:
สร้างฐานข้อมูลวัสดุ (วัสดุ-ความหนา-ช่องว่าง-มุม)
4. การจัดการการดำเนินงานและกระบวนการ
1) การเพิ่มประสิทธิภาพวิธีการกำหนดตำแหน่ง
เกจวัดด้านหน้าเทียบกับเกจวัดด้านหลัง
วัสดุแผ่นขนาดใหญ่จำเป็นต้องมีตัวรองรับเสริม
คำแนะนำ:
ใช้ระบบรองรับการป้อนด้านหน้า
ป้องกันการหย่อนตัวของแผ่นวัสดุ
2) ความสอดคล้องในการดำเนินงาน
ความผิดพลาดของมนุษย์เป็นสาเหตุหลักที่ทำให้ความแม่นยำผันผวน
สารละลาย:
ขั้นตอนการปฏิบัติงานมาตรฐาน (SOPs)
ระบบกำหนดตำแหน่งอัตโนมัติ
3) กลยุทธ์การตัดเฉือนแบบหลายใบมีด
สำหรับความต้องการความแม่นยำสูง:
การเฉือนหยาบ + การเฉือนละเอียด
5. ระบบอัตโนมัติและการอัปเกรดอัจฉริยะ (โซลูชันระดับสูง)
- การเพิ่มประสิทธิภาพระบบ CNC: การเรียกคืนฐานข้อมูลพารามิเตอร์อัตโนมัติ; ระบบการจดจำวัสดุ (ระดับสูง)
- ระบบปรับช่องว่างอัตโนมัติ: ปรับอัตโนมัติตามความหนาของแผ่น
- การตรวจสอบด้วยระบบวิชั่น/เซนเซอร์: การตรวจสอบขนาดการตัดแบบเรียลไทม์
- กระบวนการผลิตแบบอินไลน์ (แนะนำ): การตัดด้วยเลเซอร์ → การปรับระดับ → การตัดเฉือน → การดัดงอ
6. ปัจจัยด้านสิ่งแวดล้อมและปัจจัยภายนอก
– อิทธิพลของอุณหภูมิ: การขยายตัวและการหดตัวเนื่องจากความร้อนส่งผลต่อการเปลี่ยนแปลง การตัดโลหะ ความแม่นยำ (โดยเฉพาะสำหรับแผ่นโลหะยาว)
คำแนะนำ:
ห้องปฏิบัติการควบคุมอุณหภูมิคงที่ (สถานการณ์ที่มีความแม่นยำสูง)
– การสั่นสะเทือน: ฐานรากไม่มั่นคง → ความแม่นยำลดลง
คำแนะนำ: ควรติดตั้งฐานรากอิสระและแผ่นรองรับแรงสั่นสะเทือน
7. ลำดับความสำคัญในการปรับปรุงความแม่นยำในการตัดโลหะ (คำแนะนำเชิงปฏิบัติ)
หากคุณต้องการเพิ่มความแม่นยำอย่างรวดเร็ว (ลงทุนน้อยที่สุด → ผลลัพธ์สูงสุด):
ลำดับความสำคัญอันดับแรก (ผลลัพธ์ทันที):
- ปรับระยะห่างของใบมีด
- เปลี่ยน/ลับคมใบมีดใหม่
- ปรับเทียบเกจวัดระยะด้านหลัง
ลำดับความสำคัญที่สอง (การปรับปรุงที่คงที่):
- ปรับระบบจับยึดให้เหมาะสมที่สุด
- ปรับมุมเฉือน
- การปรับระดับวัสดุ
ลำดับความสำคัญที่สาม (การอัปเกรดระดับสูง):
- ระบบวัดระยะเซอร์โว
- การควบคุมช่องว่างอัตโนมัติ
- ฐานข้อมูลอัจฉริยะ
ในการผลิตระดับสูง การตัดเฉือนไม่ได้เป็นเพียงกระบวนการพื้นฐานของการ "ตัดวัสดุ" อีกต่อไป แต่เป็นด่านสำคัญด่านแรกที่กำหนดความแม่นยำในการดัด การคุณภาพการเชื่อม และความสม่ำเสมอในการประกอบในขั้นตอนต่อไป
8. สรุป
เพื่อปรับปรุง โลหะ ความแม่นยำในการตัด ให้เน้นที่ 5 ประเด็นสำคัญนี้:
- ระยะห่างระหว่างใบมีด (สำคัญที่สุด)
- ความแม่นยำของเกจวัดด้านหลัง (การรับรองขนาด)
- ความแข็งแรงของอุปกรณ์ (ฐานรากที่มั่นคง)
- พารามิเตอร์การกดและการตัด (การควบคุมกระบวนการ)
- เงื่อนไขวัสดุแผ่น (การควบคุมแหล่งที่มา)
การตัดขนแกะแบบดั้งเดิมประสบปัญหาดังต่อไปนี้:
- ข้อผิดพลาดเชิงมิติที่ไม่สอดคล้องกัน
- มีเสี้ยนขนาดใหญ่และคุณภาพหน้าตัดไม่ดี
- การเสียรูปของแผ่นโลหะ ส่งผลกระทบต่อกระบวนการในขั้นตอนต่อไป
- การพึ่งพาแรงงานคนสูง ส่งผลให้คุณภาพสินค้าไม่สม่ำเสมอ
SHENCHONG กำหนดนิยามใหม่ของมาตรฐานการตัดขนแกะ: ไม่ใช่แค่ "การตัด" แต่เป็นการตัดที่แม่นยำ สม่ำเสมอ และควบคุมได้
จากระดับ “พอใช้ได้” ไปจนถึง “ระดับไฮเอนด์” ความแตกต่างอยู่ที่เครื่องตัดที่มีความแม่นยำสูง
✔ ความแม่นยำของขนาดที่เสถียรและควบคุมได้
✔ หน้าตัดที่เรียบเนียน ลดรอยขรุขระ
✔ ปรับปรุงความแม่นยำในการดัดงอครั้งต่อๆ ไปอย่างเห็นได้ชัด
✔ ปรับปรุงความสม่ำเสมอในการผลิตแต่ละชุดได้อย่างมีนัยสำคัญ
✔ ลดการพึ่งพาแรงงานคน เพิ่มประสิทธิภาพ
เครื่องตัดแผ่นโลหะ CNC ความแม่นยำสูง SC วนิยมใช้ใน:
- การแปรรูปโลหะแผ่นที่มีความแม่นยำ
- การผลิตตู้ไฟฟ้า
- ผลิตภัณฑ์สแตนเลส
- ชิ้นส่วนยานยนต์
- การผลิตอุปกรณ์ระดับไฮเอนด์




