Mục lục
Máy cán tấm 4 con lăn là thiết bị được sử dụng rộng rãi để gia công cán uốn tấm kim loại. Nó có thể thực hiện uốn trước và cán định hình tấm, đặc biệt thích hợp cho các tấm vừa và dày và gia công cán có độ chính xác cao.
So sánh với máy cán tấm ba trụcMáy cán tấm bốn trục có ưu điểm là mức độ tự động hóa cao, vận hành đơn giản và lượng cạnh thẳng còn lại nhỏ.
1. Máy cán tấm 4 trục là gì?

Sự định nghĩa:
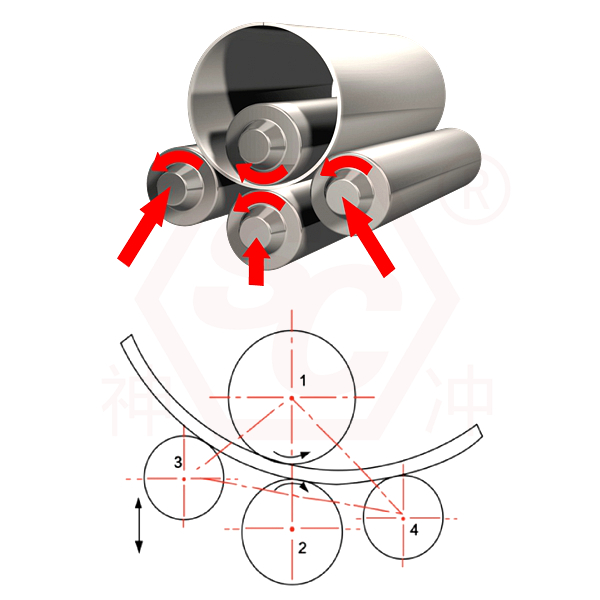
Máy uốn tấm bốn trục là thiết bị kẹp, uốn trước và cán tấm thông qua chuyển động phối hợp của bốn con lăn (1 con lăn trên, 1 con lăn dưới và 2 con lăn bên). Máy có thể hoàn thành việc uốn trước đối xứng và cán tròn toàn bộ tấm cùng một lúc.
Máy cán tấm 4 trục là thiết bị cơ khí dùng để cán tấm kim loại thành hình trụ, hình vòng cung hoặc các hình dạng khác. Được sử dụng rộng rãi trong bình chịu áp lực, năng lượng gió, đóng tàu, hóa dầu, sản xuất nồi hơi và các ngành công nghiệp khác.
Mô tả tóm tắt về nguyên lý hoạt động:
- Kẹp chặt tấm: Con lăn trên và con lăn dưới kẹp chặt tấm.
- Uốn cong trước: Bằng cách nâng con lăn bên ở một bên, một đầu của tấm được ép lên trên để uốn cong trước (giảm các cạnh thẳng).
- Lăn: Các con lăn chuyển động phối hợp, tấm trải qua quá trình biến dạng dẻo liên tục dưới sự hỗ trợ của ba điểm, và cuối cùng lăn theo độ cong cần thiết.
- Xả tải: Phôi đã tạo hình được xả tải thông qua thiết bị phụ trợ hoặc cơ cấu lật con lăn phía trên.
2. Cấu tạo của máy cán tôn bốn trục
Cấu trúc cơ bản của máy cán tấm 4 con lăn là cơ sở cho các chức năng uốn trước, cán và bo tròn tự động của nó. So với máy cán tấm 3 con lăn, máy uốn tấm 4 con lăn có thêm một con lăn phụ (con lăn bên thứ hai), giúp cải thiện đáng kể hiệu quả gia công và độ chính xác cán. Sau đây là các thành phần cấu trúc chính và mô tả chức năng của máy cán tấm 4 con lăn.
1) Con lăn trên (con lăn làm việc trên)
Chức vụ:
nằm ở phía trên cùng của trung tâm khung.
Chức năng:
Con lăn chủ động dẫn động tấm quay qua hệ thống truyền động.
Áp dụng lực uốn xuống chính vào tấm.
Đặc trưng:
Thường được điều khiển bằng điện, có đường kính lớn nhất và có thể nâng lên hạ xuống theo chiều thẳng đứng một cách thích hợp.
2) Con lăn dưới (con lăn làm việc dưới)
Chức vụ:
Nằm ở phía dưới, song song với con lăn phía trên.
Chức năng:
Là một con lăn dẫn động, nó có chức năng kẹp chặt tấm.
Có thể di chuyển lên xuống để điều chỉnh lực kẹp.
Đặc trưng:
Đôi khi nó cũng là một con lăn dẫn động. Được sử dụng để kẹp và điều chỉnh vị trí ban đầu của tấm bằng con lăn phía trên.
3) Con lăn trái và phải (con lăn bên)
Chức vụ:
Ở cả hai bên của con lăn trên và dưới, gần với con lăn dưới.
Chức năng:
Thực hiện chức năng uốn trước.
Kiểm soát quỹ đạo uốn và bán kính tạo hình của tấm.
Đặc trưng:
Có thể nâng hoặc xoay riêng lẻ, thường được điều khiển bằng hệ thống thủy lực.
Quỹ đạo chuyển động của chúng có thể được kiểm soát theo chương trình để tạo ra những hình dạng lăn khác nhau (hình trụ, hình nón, v.v.).
4) Thiết bị truyền động chính
- Thông thường là động cơ + bộ giảm tốc.
- Truyền động trực tiếp con lăn trên (hoặc các con lăn trên và dưới) để xoay và di chuyển tấm.
- Đảm bảo tốc độ tuyến tính không đổi giữa các con lăn để cải thiện độ chính xác khi lăn.
5) Hệ thống thủy lực
- Kiểm soát chuyển động nâng và chuyển động ngang của con lăn dưới và con lăn bên.
- Cung cấp khả năng kiểm soát áp suất trong quá trình lăn.
- Thông thường bao gồm xi lanh thủy lực, bơm thủy lực, nhóm van điều khiển, thùng dầu, v.v.
6) Khung máy
- Hỗ trợ toàn bộ cấu trúc thiết bị.
- Đảm bảo độ chính xác của vị trí con lăn và độ cứng tổng thể của thiết bị.
- Được làm bằng kết cấu thép hàn hoặc đúc chắc chắn để đảm bảo khả năng chịu tải cao.
7) Hệ thống điều khiển CNC
- Được sử dụng để vận hành chuyển động của các bộ phận khác nhau của máy cán tấm và cài đặt thông số.
- Thường được trang bị PLC, màn hình cảm ứng, giao diện người máy (HMI).
- Thực hiện điều khiển tự động và hỗ trợ hoạt động cán nhiều đoạn.
8) Thiết bị phụ trợ (tùy chọn)
- Thiết bị nạp liệu: như sàn tải thủy lực.
- Thiết bị xả: như khung đỡ, thiết bị quay lô.
- Thiết bị an toàn: nút dừng khẩn cấp, nắp bảo vệ, hệ thống phát hiện dịch chuyển, v.v.
3. Nguyên lý hoạt động của máy uốn tấm bốn trục

Máy cán tấm 4 con lăn là thiết bị tạo hình tấm tiên tiến. Nguyên lý hoạt động của nó là làm cho tấm tạo ra biến dạng dẻo dưới tác động của áp suất cơ học và thủy lực thông qua tác động phối hợp của bốn con lăn làm việc (con lăn trên, con lăn dưới, con lăn trái, con lăn phải), để đạt được uốn cong trước tự động và cán chính xác. Sau đây sẽ phân tích chi tiết nguyên lý hoạt động của nó từ các khía cạnh về cấu trúc, quy trình, lực, kiểm soát, v.v.
1) Nạp giấy
- Giấy được đưa vào từ bên cạnh hoặc phía trước thông qua bệ nạp giấy.
- Sau khi căn chỉnh tâm, nó được kẹp và định vị bằng các con lăn trên và dưới.
2) Kẹp tấm
- Con lăn phía dưới nâng lên và ép chặt tờ giấy vào bên dưới con lăn phía trên.
- Trạng thái kẹp ban đầu đã được hình thành và sẵn sàng để cán.
3) Uốn tấm trước (loại bỏ các cạnh thẳng còn sót lại)
- Nâng con lăn bên ở một bên (chẳng hạn như con lăn bên trái).
- Một đầu của tấm được nâng lên, tạo thành lực ba điểm với các con lăn trên và dưới, khiến tấm bị uốn cong một phần (uốn cong trước).
- Tấm thép xoay và lặp lại thao tác ở đầu kia để đạt được độ uốn cong trước ở cả hai đầu.
- Phương pháp này làm giảm đáng kể các cạnh thẳng còn sót lại và cải thiện chất lượng tạo hình.
4) Cán tấm
- Các con lăn bên được nâng lên dần dần (điều khiển độ cong có thể lập trình).
- Tấm thép liên tục được cán thành hình vòng cung hoặc hình trụ ở chế độ uốn ba điểm.
- Con lăn liên tục đẩy tấm giấy về phía trước để tạo thành mặt cắt tròn hoàn chỉnh.
5) Tháo tờ giấy
- Sau khi hoàn tất quá trình cán, con lăn phía trên có thể được lật hoặc di chuyển sang một bên.
- Phôi đã tạo hình được dỡ ra bằng cơ cấu phụ trợ thủy lực hoặc cơ học.
- Có thể trực tiếp tiến hành quá trình hàn hoặc bo tròn tiếp theo.
4. Phân tích lực cán tấm bốn con lăn
Phân tích lực của máy cán tấm bốn con lăn là phần cốt lõi để hiểu cơ chế cán của nó, kiểm soát độ chính xác và tối ưu hóa quá trình tạo hình. Ưu điểm của cấu trúc bốn con lăn về mặt lực là nó có thể tạo thành hệ thống uốn ba điểm lý tưởng hơn, kiểm soát hiệu quả quá trình biến dạng của tấm và cải thiện chất lượng uốn trước và cán.
1) Điểm ứng suất chính của máy cán tấm 4 con lăn
Trong quá trình cán, tấm chủ yếu chịu tác động của các lực sau:
- Áp lực con lăn phía trên: tác dụng lực uốn chính vào tấm để làm cho tấm uốn dẻo.
- Lực đỡ con lăn dưới: kẹp chặt tấm bằng con lăn trên, đồng thời cung cấp lực đỡ và truyền động.
- Áp suất trên của con lăn bên: kiểm soát độ cong và độ chính xác của hình dạng trong quá trình uốn trước và cán.
- Ma sát: xuất phát từ lực ma sát giữa con lăn trên/dưới và tấm, dùng để dẫn động tấm di chuyển.
- Lực phục hồi của tấm: lực phục hồi đàn hồi của tấm sau khi uốn, đây là yếu tố quan trọng ảnh hưởng đến độ chính xác.
2) Phân tích giai đoạn quá trình lực
Giai đoạn kẹp ban đầu:
- Tấm này được đặt giữa các con lăn trên và dưới.
- Con lăn phía dưới nâng lên và tạo áp lực, tạo thành lực kẹp với con lăn phía trên, tạo ra áp suất bình thường.
- Lực ma sát giữa các con lăn trên/dưới kiểm soát chuyển động của tấm.
Giai đoạn uốn trước:
- Một con lăn bên nâng lên, tạo thành lực ba điểm với các con lăn trên và dưới.
- Đầu của tấm bị uốn cong và vùng biến dạng dẻo được hình thành cục bộ.
- Mômen uốn được tạo ra bên dưới trục giữa của độ dày tấm, tạo thành sự phân bố ứng suất không đối xứng.
Giai đoạn lăn:
- Tấm chịu lực tác dụng giữa ba điểm tựa (con lăn trên + hai con lăn bên).
- Nó bị ép và uốn cong trong khi liên tục di chuyển về phía trước, tạo thành một đường cong liên tục.
- Bán kính uốn cong được xác định bởi vị trí của các con lăn bên và sự phân bổ áp lực phải đồng đều.
Trong quá trình uốn, trạng thái ứng suất bên trong tấm là:
- Bề mặt trên có khả năng chịu kéo và ứng suất dương.
- Bề mặt dưới bị nén và ứng suất là âm.
- Ứng suất tại trục trung hòa bằng 0, và xảy ra uốn cong nhưng không có hiện tượng giãn dài.
3) Ưu điểm về sức mạnh của cấu trúc bốn con lăn
Các mục so sánh | Máy cán tấm ba trục | Máy cán tấm bốn trục (thuận lợi) |
Điểm hỗ trợ | 2 mặt + 1 trung tâm | Cấu trúc hình thành ba điểm thực sự |
Độ ổn định của tấm | Tấm dễ trượt | Cố định và kẹp tấm ổn định |
Độ chính xác lăn | Tổng quan | Cao (điều chỉnh mô men uốn có thể kiểm soát) |
Khả năng uốn cong trước | Yếu đuối | Mạnh mẽ (cấu trúc hỗ trợ uốn cong trước dương và âm) |
Kiểm soát sự phục hồi | Khó kiểm soát chính xác | Bù trừ có thể lập trình + điều chỉnh động |
5. Phương pháp điều khiển lăn
Với sự phát triển của công nghệ, máy cán tấm đã dần chuyển từ hoạt động điều khiển thủ công/thủy lực truyền thống sang hệ thống điều khiển số điện tử (NC) và điều khiển số máy tính (CNC), đạt được trình độ sản xuất thông minh cao hơn. Phương pháp điều khiển cán của máy cán tấm 4 con lăn quyết định độ chính xác tạo hình, hiệu quả vận hành và mức độ tự động hóa của nó.
1) Kiểm soát vị trí con lăn (kiểm soát dịch chuyển)
- Kiểm soát độ dịch chuyển nâng hạ của con lăn trên, con lăn dưới, con lăn bên trái và bên phải
- Xác định bán kính uốn và diện tích chịu áp lực của tấm trong quá trình tạo hình
- Thông thường, điều khiển vòng kín được hoàn thành bởi van tỷ lệ thủy lực + cảm biến dịch chuyển
2) Kiểm soát quỹ đạo lăn
- Kiểm soát quỹ đạo di chuyển của con lăn bên (đường xiên, đường cong)
- Đạt được các hình dạng phức tạp (như hình trụ hình nón) hoặc cán vòng cung nhiều đoạn
- Quỹ đạo thường được lập trình sẵn bởi hệ thống CNC
3) Kiểm soát kẹp
- Kiểm soát áp lực kẹp của con lăn trên và dưới trên tấm
- Đảm bảo rằng tấm không bị trượt trong quá trình quay
- Tương ứng với các vật liệu khác nhau Điều chỉnh động chất lượng và độ dày
4) Kiểm soát ổ đĩa (điều chỉnh tốc độ)
- Kiểm soát tốc độ quay của con lăn để đạt được sự nạp liệu trơn tru
- Hệ thống điều khiển tiên tiến có thể điều chỉnh gia tốc và giảm tốc trong quá trình lăn
- Quan trọng để ngăn ngừa vật liệu bị rách, áp suất quá mức hoặc hư hỏng bề mặt
5) Điều khiển theo chương trình (logic tự động)
Nhiều bước lăn được cài đặt sẵn trong hệ thống điều khiển:
- Vị trí tấm
- Kẹp tự động
- Uốn cong đầu tiên trước
- Quay đĩa
- Uốn cong đầu thứ hai trước
- Lăn tròn toàn bộ
- Dỡ hàng, v.v.
Người dùng chỉ cần nhập các thông số như độ dày tấm, vật liệu và đường kính trục lăn, hệ thống sẽ tự động điều chỉnh vị trí và chuyển động của từng trục lăn.
6. Phân tích ưu điểm của máy cán tôn bốn trục
Máy cán tấm 4 trục được sử dụng rộng rãi trong sản xuất tạo hình tấm kim loại hiện đại, chủ yếu là do cấu trúc và hệ thống điều khiển của nó mang lại nhiều ưu điểm. So với các thiết bị truyền thống như máy cán tấm ba trục và máy cán tấm đối xứng, máy cán tấm 4 trục có ưu điểm rõ ràng về độ chính xác, hiệu quả, khả năng vận hành, v.v.
1) Ưu điểm về cấu trúc của máy cán tôn 4 trục
- Thiết kế kết cấu bốn con lăn: con lăn trên chủ động + kẹp con lăn dưới + điều chỉnh con lăn hai bên, kết cấu ổn định hơn. Hỗ trợ cán đối xứng và uốn trước không đối xứng
- Tấm cố định con lăn dưới: tấm luôn nằm trên con lăn cố định, không dễ trượt, dễ định vị và kiểm soát độ chính xác.
- Không cần lật tấm: Không giống như máy ba trục, tấm luôn được xử lý ở cùng một mặt trong toàn bộ quá trình cán mà không cần lật ngược lại.
2) Ưu điểm về quy trình và vận hành
- Tạo hình một lần: có thể hoàn thành quá trình uốn trước + cán trong cùng một chu kỳ quy trình, giúp giảm lỗi thủ công và lỗi định vị.
- Khả năng uốn cong trước mạnh mẽ ở cả hai đầu: các con lăn bên trái và bên phải có thể được nâng lên và hạ xuống tương ứng, và có thể tự động uốn cong trước chính xác ở cả hai đầu (gần như không có cạnh thẳng).
- Thích ứng với quá trình lăn hình nón: quỹ đạo con lăn bên có thể được điều chỉnh theo chương trình, phù hợp với các cấu trúc không tròn như hình trụ hình nón và hình elip.
- Dễ vận hành: Hầu hết các máy cán tấm bốn trục đều được trang bị hệ thống CNC (NC/CNC) và người dùng chỉ cần nhập thông số để vận hành.
- Thích ứng với nhiều loại độ dày tấm: có thể cán nhiều loại tấm kim loại có độ dày từ 1mm đến hơn 100mm (tùy theo mẫu).
- Yêu cầu về người vận hành thấp hơn: So với máy cán tấm ba trục, máy này ít phụ thuộc vào công nghệ, người mới bắt đầu dễ dàng sử dụng và an toàn hơn.
3) Ưu điểm về chất lượng hình thành
- Độ tròn cao hơn: Độ chính xác kiểm soát lực đa điểm cao, độ tròn và hình trụ của quá trình cán định hình tốt hơn so với ba con lăn.
- Kiểm soát độ nảy tốt: Lực con lăn bên có thể kiểm soát liên tục, có thể giảm độ nảy đàn hồi và cải thiện độ chính xác của con lăn.
- Chất lượng bề mặt tốt: Tấm không dễ trượt, không cần lật, tránh trầy xước, nhăn và các khuyết tật khác.
- Ghép cạnh chính xác hơn: Cạnh thẳng nhỏ, thuận lợi cho việc hàn tự động, ghép đường may và các thao tác chính xác khác sau này.
4) Lợi thế về hiệu quả sản xuất và tự động hóa
- Hệ thống điều khiển hoàn toàn tự động: hỗ trợ lập trình NC/CNC, có chức năng lưu trữ bộ nhớ, phù hợp với sản xuất hàng loạt.
- Giảm thời gian xử lý: Tất cả các bước được hoàn thành tại một vị trí, rút ngắn tổng thời gian xử lý xuống 30%–50%.
- Phù hợp với dây chuyền sản xuất tự động: Có thể liên kết hệ thống nạp liệu, robot, trạm hàn và các thiết bị khác.
- Hỗ trợ giám sát/chẩn đoán từ xa: Một số thiết bị cao cấp có thể được kết nối với Internet để đạt được quyền truy cập Internet vạn vật công nghiệp (IIoT).
5) So sánh ưu điểm điển hình của máy cán tôn ba trục
Các mục so sánh | Máy cán tấm ba trục | Máy cán tấm bốn trục (thuận lợi) |
Chức năng uốn trước | Yêu cầu lật nhiều lần, cạnh thẳng lớn | Tự động uốn cong trước, cạnh thẳng cực ngắn (≤1,5 lần độ dày của tấm) |
Căn giữa và định vị | Dựa vào kinh nghiệm thủ công để định vị | Tấm được cố định trên con lăn dưới và tự động căn giữa |
Hiệu suất lăn | Nhiều quy trình, hiệu quả thấp | Tất cả các quá trình cán được hoàn thành trong một lần |
Khả năng cán hình nón | Những hạn chế về mặt cấu trúc làm cho việc đạt được trở nên khó khăn | Quỹ đạo con lăn có thể điều chỉnh, kiểm soát tự do góc hình nón |
Khó khăn về mặt kỹ thuật vận hành | Cao, đòi hỏi công nhân có tay nghề cao | Giao diện CNC thân thiện, thấp, dễ đào tạo |
7. Làm thế nào để chọn máy cán tấm bốn trục?
Mua máy cán tôn 4 trục là quyết định đầu tư thiết bị quan trọng, liên quan trực tiếp đến hiệu quả sản xuất, độ chính xác gia công và khả năng phát triển lâu dài của doanh nghiệp. Sau đây là “Gợi ý và hướng dẫn mua máy cán tôn 4 trục” có hệ thống và thực tế, giúp bạn lựa chọn khoa học theo nhu cầu thực tế, tránh lãng phí không cần thiết và nguy hiểm tiềm ẩn.
1) Làm rõ yêu cầu ứng dụng của bạn
Trước khi chọn mẫu, bạn phải hiểu rõ đặc điểm phôi và phương pháp sản xuất của mình:
Các thông số chính | Những cân nhắc |
Độ dày tấm | Phạm vi độ dày tấm xử lý tối đa/tối thiểu (ảnh hưởng đến đường kính con lăn trên và hệ thống thủy lực) |
Chiều rộng tờ | Chiều rộng xử lý tối đa, xác định chiều rộng thân máy và yêu cầu về độ cứng |
Loại vật liệu | Thép cacbon thông thường, thép không gỉ, hợp kim nhôm, thép chống mài mòn, v.v., ảnh hưởng đến áp suất và bán kính tạo hình |
Đường kính cuộn tối thiểu | Đường kính bên trong tối thiểu bắt buộc? Bao gồm khả năng uốn và sắp xếp con lăn |
Loại phôi | Hình trụ, hình nón, hình elip, các bộ phận không chuẩn? Ảnh hưởng đến hệ thống điều khiển và thiết kế quỹ đạo con lăn bên |
Kích thước lô hàng | Tùy chỉnh từng mảnh hay lô lớn? Xác định xem có nên trang bị thiết bị nạp và dỡ hàng CNC hay tự động không |
2) Khuyến nghị lựa chọn các thông số kỹ thuật chính
- Đường kính con lăn trên: phải đủ lớn để chịu được lực uốn tối đa và tránh bị biến dạng; bị ảnh hưởng bởi độ dày của tấm cán.
- Đường kính con lăn dưới và con lăn bên: ảnh hưởng đến hiệu ứng kẹp và uốn ổn định, cấu trúc đối xứng tốt hơn.
- Áp suất hệ thống thủy lực: áp suất càng cao thì khả năng xử lý càng mạnh, nhưng chi phí cũng tăng theo.
- Công suất động cơ: quyết định trực tiếp khả năng di chuyển tấm và tốc độ xử lý.
- Bước con lăn và cách sắp xếp con lăn: xác định chất lượng tạo hình và đường kính con lăn tối thiểu. Con lăn lệch tâm phù hợp để cán hình nón.
- Chế độ điều khiển: NC phù hợp với các ứng dụng thông thường, CNC phù hợp với các tình huống phức tạp và có độ chính xác cao.
- Vật liệu kết cấu máy: thép đúc cường độ cao hoặc kết cấu hàn để đảm bảo khả năng chống biến dạng lâu dài.
3) Khuyến nghị về thương hiệu và sau bán hàng
Lựa chọn nhà sản xuất đáng tin cậy và dịch vụ hỗ trợ sau bán hàng hoàn hảo là chìa khóa.
- Ưu tiên các thương hiệu hoặc nhà sản xuất nổi tiếng có uy tín trong ngành: chất lượng thiết bị được đảm bảo và các linh kiện chính có tuổi thọ cao.
- Kiểm tra nơi lắp ráp và máy thử nghiệm của nhà sản xuất: xem hiệu ứng lăn thực tế và hiểu khả năng vận hành của hệ thống điều khiển.
- Đảm bảo nhà cung cấp cung cấp dịch vụ lắp đặt, vận hành và đào tạo: rút ngắn chu kỳ máy móc và nâng cao hiệu quả sản xuất.
- Hiểu thời gian phản hồi sau bán hàng và hỗ trợ phụ tùng: Bảo trì kịp thời là vô cùng quan trọng khi thiết bị hỏng hóc.
4) Tóm tắt ý tưởng lựa chọn máy cán tôn 4 trục
Bạn có thể sử dụng bảng sau để sắp xếp nhu cầu của mình và trao đổi với nhà sản xuất:
Mục | Mô tả dữ liệu hoặc yêu cầu |
Độ dày tấm tối đa | Ví dụ, thép Q345 20mm |
Phạm vi chiều rộng tấm | 2000mm |
Đường kính bên trong tối thiểu | 400mm |
Loại phôi | Hình trụ + hình nón |
Vật liệu chế biến | Thép không gỉ và thép cacbon hỗn hợp |
Phương pháp kiểm soát | NC hoặc CNC |
Có hàng loạt hay không | Có, nên cấu hình thiết bị cho ăn |
Hạn chế vị trí lắp đặt | Yêu cầu về tải trọng chiều rộng/chiều cao/nền móng, v.v. |




