Spis treści
Cięcie laserem światłowodowym stało się jedną z najważniejszych i najczęściej stosowanych metod w nowoczesnej obróbce blach. Charakteryzuje się takimi zaletami jak wysoka prędkość, wysoka precyzja, dobra jakość cięcia, wysoki poziom automatyzacji i duża wszechstronność, co czyni je szczególnie przydatnymi do wydajnej obróbki blach ze stali węglowej, nierdzewnej i stopowej.
W miarę jak przemysł wytwórczy zmierza w kierunku wyższej precyzji, wyższej wydajności i inteligentnej produkcji, maszyny do cięcia laserem światłowodowym Stały się niezbędnym wyposażeniem produkcyjnym w takich branżach jak obróbka blachy, maszyny inżynieryjne, konstrukcje stalowe, produkcja samochodów, wind, stoczniowa, szafy elektryczne i maszyny rolnicze. Cięcie blach stalowych jest jednym z najważniejszych obszarów zastosowań cięcia laserem światłowodowym.
Wiele firm często napotyka problemy w trakcie produkcji, takie jak nierówne powierzchnie cięcia, silne nagromadzenie żużla, odchylenia wymiarowe, niepełne cięcia, przypalenia krawędzi, odkształcenia termiczne, uszkodzenia dysz i zanieczyszczenia soczewek ochronnych. Problemy te nie tylko wpływają na jakość produktu, ale także obniżają wydajność urządzeń i zwiększają koszty produkcji.
Jednak w rzeczywistej produkcji czynnikami, które rzeczywiście wpływają na jakość cięcia, nie jest nigdy tylko moc samego sprzętu, ale także cały szereg czynników systemowych, takich jak stan materiału, parametry procesu, dobór gazu, położenie punktu ogniskowego, metoda przebijania, operacje pomocnicze, konserwacja sprzętu i doświadczenie operatora. Wiele problemów z cięciem nie wynika z „wadliwych maszyn”, ale raczej z niewłaściwych parametrów, metod i dbałości o szczegóły.
Aby osiągnąć wysoką jakość i wydajność cięcia laserowego blach stalowych, niezbędna jest dogłębna znajomość właściwości materiałów, parametrów procesu, stanu urządzeń, gazów pomocniczych, technik obsługi i konserwacji.
W poniższej sekcji systematycznie przeanalizujemy środki ostrożności i techniki stosowane przy cięciu blach stalowych laserem światłowodowym w wielu wymiarach, w tym zasady, materiały, parametry, techniki przetwarzania, typowe problemy, poprawę jakości, konserwację sprzętu i przepisy bezpieczeństwa.
1. Istota cięcia laserowego włókien stalowych
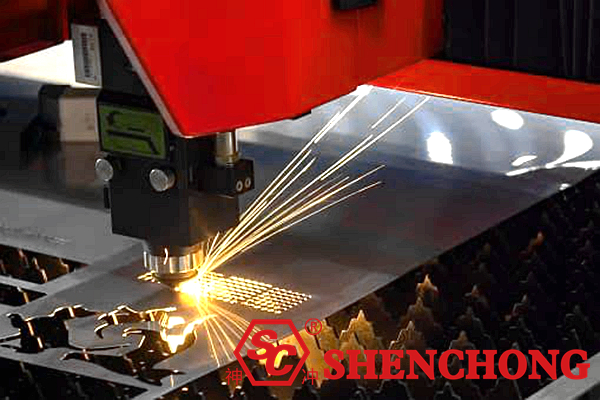
Istotą cięcia laserem światłowodowym jest użycie wiązki laserowej o wysokiej gęstości energii do napromieniowania blachy stalowej, co powoduje szybkie stopienie, odparowanie lub utlenienie materiału w określonym obszarze. Następnie gaz pomocniczy jest używany do zdmuchnięcia stopionego metalu, tworząc szczelinę.
Dlatego efekt cięcia zależy w rzeczywistości od 4 kluczowe salda:
1) Czy energia lasera jest wystarczająco skoncentrowana?
Zbyt słaba energia i nie przetnie. Zbyt silna energia i krawędzie się przegrzeją, powstanie żużel i płyta się odkształci.
2) Czy stopiony metal można usunąć na czas?
Niewłaściwe usuwanie żużla będzie skutkować gromadzeniem się żużla na dnie, nierównym cięciem i efektem spływania.
3) Czy strefa wpływu ciepła jest kontrolowana?
Nadmierne ciepło powoduje większą szczelinę, utlenianie krawędzi i odkształcenie płyty.
4) Czy prędkość cięcia jest dostosowana do ilości wprowadzanego ciepła?
Zbyt duża prędkość spowoduje ciągnienie drutu i niepełne cięcie. Zbyt mała prędkość spowoduje przypalenie krawędzi, zadziory i przetopienie.
Oznacza to, że cięcie blach stalowych nie polega wyłącznie na dążeniu do „maksymalnej mocy”, lecz raczej na dążeniu do „optymalnej kombinacji parametrów”.
2. Podstawowe warunki przed cięciem laserowym blach stalowych
1) Jakość materiału
Skuteczność cięcia blachy stalowej zależy przede wszystkim od jej jakości. Silna rdza, zgorzelina, plamy oleju, nierównomierna powłoka lub duże odchylenia grubości na powierzchni materiału bezpośrednio wpływają na stabilność cięcia.
Do typowych problemów należą:
- Silna rdza powierzchniowa powoduje lokalne zmiany w szybkości wchłaniania, co skutkuje niestabilnym cięciem.
- Niewłaściwa płaskość płyty powoduje wahania wysokości ogniskowej, co prowadzi do niepełnych lub falistych cięć.
- Nierównomierna grubość utrudnia standaryzację parametrów procesu.
- Płyty niskiej jakości zawierają wiele inkluzji, przez co łatwo powstają zadziory i nieciągłe cięcia.
Dlatego przed cięciem należy wykonać w miarę możliwości następujące czynności:
- Stosuj materiały o stałej grubości i dobrym stanie powierzchni.
- Wyczyść mocno zardzewiałe i zatłuszczone talerze.
- Kontrola próbek materiałów wsadowych potwierdza tolerancje grubości blach.
- Połóż płyty płasko, aby uniknąć ich zawieszenia i odkształcenia.
2) Prawidłowe mocowanie i podparcie płyty
Podczas cięcia blach stalowych nierówne podparcie może łatwo spowodować odkształcenie po podgrzaniu. Szczególnie podczas cięcia wielkoformatowego, jeśli blacha jest częściowo zawieszona, ścieżka cięcia będzie zaburzona przez zmiany wysokości, co doprowadzi do przesunięcia ostrości i gorszego nacięcia.
Środki ostrożności obejmują:
- Duże arkusze należy podeprzeć w sposób możliwie najbardziej równomierny.
- Unikaj nadmiernego zawieszenia krawędzi arkusza.
- Należy zwrócić uwagę na tendencję odkształceń cieplnych blachy podczas cięcia.
- W przypadku cienkich arkuszy należy rozważyć dodanie nacisku, ssania lub pomocniczych środków pozycjonujących.
- W przypadku małych części, które można łatwo obrócić po przycięciu, należy wcześniej zaprojektować mostki lub mikropołączenia.
3) Optymalizacja rysunków i układu
Cięcie laserowe to nie tylko problem obróbki, ale również układu. Niewłaściwy układ może prowadzić do marnowania materiału, zbyt długich ścieżek cięcia, dużego nagromadzenia ciepła, zbyt wielu ostrych krawędzi i deformacji części.
Dobry układ powinien spełniać następujące wymagania:
- Wykorzystaj w pełni materiał.
- Zmniejszyć bieg jałowy.
- Kontroluj obszary skupionego ciepła.
- Unikaj ciągłego przecinania sąsiadujących części przez dłuższy czas.
- Spróbuj pogrupować elementy o podobnej grubości i strukturze.
- Zarezerwuj niezbędne pozycje mostkowe, mikropołączenia i miejsce na upuszczone części.
3. Wybór gazu wspomagającego jest kluczowy
W przypadku cięcia blach laserem światłowodowym, gaz wspomagający odgrywa kluczową rolę, wpływając nie tylko na jakość szczeliny, ale także na szybkość cięcia, stopień utlenienia, koszt i trudność późniejszej obróbki.
1) Cięcie tlenowe: odpowiednie do grubszej stali węglowej
Zalety cięcia tlenowego:
Reakcja utleniania pomiędzy tlenem i stalą uwalnia dodatkowe ciepło, co poprawia zdolność cięcia, dzięki czemu jest ona szczególnie przydatna do cięcia stali węglowej o średniej grubości i grubszych blach stalowych.
Zalety:
- Duża zdolność cięcia grubej stali węglowej.
- Dobra penetracja.
- Stosunkowo niski koszt.
- Dobra adaptacja do urządzeń o dużej mocy.
Wady:
- Znaczne utlenienie przekroju.
- Powierzchnia cięcia jest zazwyczaj czarna.
- Duża strefa wpływu ciepła.
- W przypadku późniejszego spawania, natryskiwania lub powlekania galwanicznego wymagane jest dodatkowe przygotowanie.
Scenariusze zastosowania:
- Blachy ze stali węglowej o średniej grubości.
- Elementy konstrukcyjne o niskich wymaganiach dotyczących utleniania skrawaniem.
- Przetwarzanie wsadowe stawiające na wydajność.
2) Cięcie azotem: Nadaje się do cięcia wysokiej jakości beztlenowego
Cięcie azotem stosowane jest przede wszystkim do cięcia stali nierdzewnej, płyt aluminiowych i cienkich blach ze stali węglowej, w przypadku których wymagana jest wysoka jakość cięcia.
Rolą azotu jest zdmuchiwanie stopionego metalu, a nie wywoływanie reakcji utleniania, co zapewnia czystsze cięcie i jaśniejsze krawędzie.
Zalety:
- Czysta, błyszcząca powierzchnia cięcia.
- Łatwo usuwa warstwę tlenku.
- Nadaje się do późniejszego spawania i wykańczania.
- Dobra precyzja i spójność.
Wady:
- Wymaga wyższego ciśnienia gazu.
- Wysokie wymagania dotyczące uszczelnień urządzeń i systemów zasilania gazem.
- Wyższy koszt niż cięcie tlenem.
- Większe wymagania dotyczące mocy i procesu w przypadku grubszych płyt.
Scenariusze zastosowania:
- Części wykończeniowe ze stali nierdzewnej.
- Części precyzyjne.
- Przedmioty obrabiane wymagające minimalnego szlifowania lub nie wymagające szlifowania.
- Części wymagające wysokiej jakości spawania.
3) Cięcie powietrzne: ekonomiczne, ale wymagające więcej
Cięcie powietrzne jest jedną z najtańszych metod, ale stawia wysokie wymagania co do stanu sprzętu, jakości materiału arkusza i dopasowania procesu.
Powietrze zawiera tlen, który powoduje pewne utlenianie. Dlatego też efekt cięcia jest zwykle pomiędzy efektem tlenu i azotu.
Zalety:
- Niski koszt.
- Nadaje się do ogólnego przetwarzania.
- Ekonomiczne rozwiązanie do produkcji małoseryjnej i średnioseryjnej.
Wady:
- Stabilność krawędzi tnącej nie jest tak dobra, jak w przypadku gazów specjalistycznych.
- Trudniejsze jest zapobieganie utlenianiu krawędzi i powstawaniu zadziorów.
- Wysokie wymagania dotyczące czystości sprężonego powietrza.
- Zanieczyszczenia olejem i wodą mogą poważnie skrócić żywotność głowicy tnącej i soczewki.
4. Pozycja punktu centralnego: kluczowe czynniki wpływające na jakość cięcia
Wielu operatorów ma tendencję do pomijania punktu centralnego, ale w rzeczywistości jego położenie niemal całkowicie determinuje kształt szczeliny, żużel denny, szerokość szczeliny i wydajność cięcia.
1) Punkt ogniskowy jest zbyt wysoki
Gdy punkt ogniskowy znajduje się zbyt wysoko nad powierzchnią płyty, koncentracja energii jest słaba, co skutkuje szerszą szczeliną u góry i węższą u dołu. Dno może nie zostać przecięte, co łatwo prowadzi do spływu, gromadzenia się żużlu i pękania.
2) Punkt ogniskowy jest zbyt niski
Gdy punkt ogniskowy znajduje się zbyt nisko, energia jest zbyt duża na dole płyty, co może powodować przegrzanie u dołu, szerszą szczelinę, większe zadziory, a nawet odchylenie stożka.
3) Ocena odpowiedniego punktu centralnego
Punkt centralny należy ocenić kompleksowo, biorąc pod uwagę grubość blachy, rodzaj materiału, rodzaj gazu, moc lasera i specyfikacje dyszy.
Mówiąc ogólnie:
Cienkie blachy zazwyczaj preferują wyższy punkt ogniskowy lub lekko ujemne ognisko. Blachy o średniej grubości zazwyczaj wykorzystują odpowiedni ujemne ognisko. Grube blachy wymagają precyzyjnej regulacji w zależności od perforacji i procesów cięcia segmentowego.
W praktyce wartości teoretyczne nie należy polegać wyłącznie na. istotne jest przestrzeganie następujących zasad:
- Czy nacięcia górne i dolne są spójne.
- Czy żużel na dnie ulega redukcji.
- Czy cięcie jest gładkie i równe.
- Czy ostre narożniki nie są przegrzane.
- Czy dźwięk cięcia jest stabilny.
5. Prędkość cięcia nie zawsze jest większa, im szybciej
Prędkość jest najbardziej wrażliwym parametrem cięcia.
Zbyt wysoka prędkość może wydawać się efektywna, ale w rzeczywistości może prowadzić do:
- Cięcie niekompletne.
- Pozostałości żużla na dnie.
- Słaba szczelina.
- Niewystarczająca redukcja prędkości na zakrętach.
- Zwiększone odchylenie w małych otworach.
Zbyt niska prędkość może prowadzić do:
- Przegrzanie na krawędziach.
- Szeroka szczelina.
- Powiększona strefa wpływu ciepła.
- Deformacja blachy.
- Przyczepność żużla.
Podstawowe zasady regulacji prędkości:
- W przypadku grubych płyt priorytetem powinno być całkowite cięcie i stabilne usunięcie żużla.
- W przypadku cienkich płyt priorytetem jest wydajność i jakość krawędzi.
- Należy odpowiednio zmniejszyć prędkość na ostrych zakrętach, wąskich szczelinach i małych otworach.
- Podczas wycinania skomplikowanych kształtów należy kontrolować prędkość segmentami.
- Zamiast stosować jeden parametr we wszystkich częściach, można stosować różne strategie określania prędkości.
Zwłaszcza w przetwarzaniu wsadowym, wiele części ma różne obciążenia na konturach zewnętrznych, otworach wewnętrznych, ostrych narożnikach i obszarach mostków, przez co nie wszystkie mogą być cięte z tą samą prędkością. Doskonałe procesy wykorzystują warstwową kontrolę prędkości w oparciu o obszar ścieżki.
6. Wiercenie: główne wyzwanie w cięciu grubych blach
Podczas cięcia grubych blach stalowych wiercenie jest często trudniejsze niż samo cięcie.
Niewłaściwe wiercenie sprawia, że nawet najlepsze późniejsze parametry stają się bezużyteczne, ponieważ wokół otworu łatwo tworzą się odpryski, nagromadzenie żużla, akumulacja ciepła i wady początkowe cięcia.
1) Typowe problemy z wierceniem
- Nadmierny czas wiercenia.
- Żużel odbijający się zanieczyszcza soczewkę ochronną.
- Nadmierne powiększenie otworu.
- Wypalanie w punkcie początkowym po wierceniu.
- Niestabilne wiercenie grubych płyt, skutkujące wielokrotnymi penetracjami.
2) Metody poprawy wyników wiercenia
- Stosuj wiercenie segmentowe, wiercenie progresywne lub wiercenie impulsowe o wysokiej wartości szczytowej.
- Odpowiednio zwiększyć ciśnienie gazu wiertniczego.
- Ustaw rozsądną wysokość wiercenia.
- Podczas wiercenia grubych płyt należy zapewnić koncentrację energii przed cięciem.
- Umieść przewód lub mikrozłącze na zewnątrz cięcia, aby uniknąć rozpoczęcia cięcia bezpośrednio przy krytycznych krawędziach.
W przypadku grubszej stali węglowej podczas przekłuwania należy zwrócić szczególną uwagę na następujące kwestie:
- Zapobiega cofaniu się żużla.
- Nie dopuść, aby początkowy otwór był zbyt duży.
- Unikaj cięcia bezpośrednio po przekłuciu bez oczyszczenia pozostałości na dnie, ponieważ może to spowodować nieciągłe cięcia.
7. Wybór i konserwacja dyszy są kluczowe
Dysza stanowi kluczowy interfejs między laserem, gazem i stopionym materiałem.
Niewłaściwy dobór dyszy, jej zanieczyszczenie, odkształcenie lub słaba koncentryczność mają bezpośredni wpływ na jakość cięcia.
1) Zasady doboru dysz
Średnica dyszy musi być dobrana do grubości płyty, mocy i gazu:
- Cienkie płytki: Ogólnie rzecz biorąc, mniejsza średnica dyszy jest korzystna dla skoncentrowanego przepływu powietrza.
- Płyty średniej grubości: Aby zapewnić odpowiednią wydajność usuwania żużlu, potrzebna jest większa średnica.
- Grube płyty: Dysza musi zapewniać równowagę między prędkością przepływu powietrza a stabilnością.
2) Co się stanie, jeśli dysza ulegnie awarii?
- Większa ilość zadziorów na cięciu.
- Faliste linie na powierzchni cięcia.
- Nagromadzenie żużla na dolnej krawędzi.
- Nieprawidłowy kierunek iskry podczas cięcia.
- Zwiększone ryzyko uderzenia głowicy tnącej w płytę.
- Przyspieszone zanieczyszczenie soczewki.
3) Kluczowe punkty dotyczące stosowania dysz
- Utrzymuj dyszę w czystości.
- Sprawdź okrągłość i współśrodkowość dyszy.
- W przypadku stwierdzenia kolizji należy natychmiast wymienić dyszę.
- Do różnych materiałów i grubości należy używać odpowiednich dysz.
- Przed cięciem należy wykonać test przepływu powietrza, aby upewnić się, że dysza działa prawidłowo.
8. Techniki cięcia różnią się znacząco w przypadku różnych materiałów blach stalowych
1) Techniki cięcia stali węglowej
Stal węglowa jest najczęściej stosowanym materiałem do cięcia blach stalowych.
Materiał ten nadaje się do cięcia tlenowego, a w pewnym zakresie grubości można go również ciąć azotem lub powietrzem.
Kluczowe punkty:
- W przypadku stali węglowej o średniej grubości priorytet należy nadać reakcji utleniania i usuwaniu żużla.
- W przypadku grubszej stali węglowej należy kontrolować temperaturę przebijania.
- Jeśli wymagane jest utlenianie krawędzi, można zastosować azot.
- Po cięciu na powierzchni cięcia może utworzyć się warstwa tlenku. Decyzja o jej oczyszczeniu zależy od dalszych procesów.
2) Techniki cięcia laserem światłowodowym stali nierdzewnej
Stal nierdzewna jest bardziej odpowiednia do cięcia azotem, ponieważ ma wysokie wymagania dotyczące jakości powierzchni i nie ulega znacznemu utlenianiu.
Kluczowe punkty:
- Wymagana jest wysoka czystość azotu.
- Pozycja punktu centralnego musi być bardziej precyzyjna.
- Niska prędkość może powodować żółknięcie lub niebieszczenie, co wpływa na wygląd.
- W przypadku cienkiej stali nierdzewnej należy zwrócić szczególną uwagę na zapobieganie odkształceniom cieplnym i powstawaniu zadziorów na dnie.
3) Techniki cięcia stali o wysokiej wytrzymałości i stali stopowej
Stal o wysokiej wytrzymałości jest bardziej wrażliwa na ciepło. Nieprawidłowe cięcie może łatwo doprowadzić do stwardnienia krawędzi, pęknięć lub odkształceń po cięciu.
Najważniejsze punkty do zapamiętania:
- Kontroluj strefę wpływu ciepła.
- Unikać długotrwałego, miejscowego działania wysokiej temperatury.
- W razie konieczności po cięciu należy wykonać ocenę naprężeń.
- Zwróć szczególną uwagę na jakość krawędzi w miejscach, w których będą wykonywane kolejne spawania.
9. Kilka typowych wad wpływających na jakość cięcia i ich rozwiązania
1) Żużel denny
Jednym z najczęstszych problemów jest żużel denny.
Do najczęstszych przyczyn należą: zbyt mała prędkość, niewystarczające ciśnienie powietrza, nieprawidłowa pozycja ogniskowania, niedopasowanie dyszy, zanieczyszczenie powierzchni blachy oraz niedopasowanie mocy do jej grubości.
Rozwiązania:
- Odpowiednio zwiększ prędkość.
- Dostosuj ostrość.
- Zwiększ ciśnienie gazu pomocniczego.
- Sprawdź koncentryczność dyszy.
- Sprawdź, czy przyczyną jest rdza, czy powłoka na powierzchni blachy.
3) Niekompletne cięcie
Możliwe przyczyny:
- Niewystarczająca moc.
- Zbyt duża prędkość.
- Odchylenie ostrości.
- Blacha jest za gruba.
- Zablokowanie dyszy.
- Niewystarczająca perforacja.
Rozwiązania:
- Zmniejsz prędkość.
- Dostosuj ostrość do odpowiedniej pozycji.
- Wymień dyszę i sprawdź przepływ powietrza.
- Ulepszenie procesu perforacji.
- W przypadku grubszych płyt należy rozważyć zastosowanie większej mocy lub segmentowej strategii cięcia.
4) Żółknięcie, czernienie i silne utlenianie krawędzi cięcia
Powszechne w przypadku stali nierdzewnej i części wymagających wykończenia powierzchni.
Zazwyczaj przyczyną jest niewłaściwy dobór gazu, nieodpowiednia prędkość lub zbyt duże nagrzewanie.
Rozwiązania:
- Zwiększ prędkość cięcia.
- Przejdź na azot.
- Zmniejsza gromadzenie się ciepła.
- Zoptymalizuj skupienie cięcia.
- Zapewnij czystość gazu.
5) Duży stożek krawędzi
Oznacza to, że krój jest węższy u góry i szerszy u dołu, i odwrotnie.
Możliwe przyczyny to:
- Nieprawidłowe ustawienie ostrości.
- Niedopasowanie grubości płyty do mocy.
- Nierównomierne usuwanie gazu.
- Niestabilna kontrola wysokości głowicy tnącej.
- Nierówny materiał płyty.
6) Przegrzanie narożnika
Na małych, zaokrąglonych narożnikach, ostrych narożnikach i ostrych zakrętach, w wyniku hamowania w maszynie często dochodzi do miejscowego gromadzenia się ciepła.
Rozwiązania obejmują:
- Włączanie redukcji mocy narożnej.
- Ustawianie parametrów charakterystycznych dla narożników.
- Optymalizacja ścieżki cięcia w celu zmniejszenia liczby niepotrzebnych ostrych narożników.
- Wykonanie kompensacji procesu z wyprzedzeniem.
10. Ścieżka cięcia i techniki projektowania graficznego
Wiele osób koncentruje się wyłącznie na parametrach sprzętu, pomijając wpływ projektu rysunku na rezultaty cięcia. W rzeczywistości, rozsądny projekt konstrukcyjny może znacząco poprawić jakość i wydajność cięcia.
1) Unikaj nadmiernie ostrych narożników i bardzo delikatnych struktur
Ostre rogi mogą powodować miejscowe nagromadzenie ciepła, co może łatwo doprowadzić do przypalenia krawędzi.
Bardzo drobne struktury są podatne na wstrząsy, odkształcenia lub utratę części podczas cięcia.
2) Zachowaj rozsądny stosunek średnicy otworu do grubości płyty
Otwory zbyt małe trudno jest stabilnie wyciąć w grubych płytach, co łatwo może skutkować powstaniem otworów niecentralnych, stożkowych lub zdeformowanych.
Projektując średnicę otworu należy wziąć pod uwagę grubość płyty i możliwości procesu. Nie zaleca się bezmyślnego dążenia do wykonania małych otworów.
3) Prawidłowe podłączenie przewodów
Przewody doprowadzające stanowią część przejściową w punkcie początkowym cięcia. Właściwe ustawienie może zredukować powstawanie śladów na początku cięcia i miejscowych oparzeń.
Zbyt krótkie przewody spowodują powstanie zbyt widocznych śladów początkowych. Zbyt długie przewody powodują stratę czasu i materiałów.
4) Przygotuj mikropołączenia dla małych części
W przypadku małych części, które po przecięciu mogą spaść, przewrócić się lub zaciąć, najlepiej zaprojektować mikropołączenia, aby zapobiec spadaniu części i uderzaniu ich w głowicę tnącą lub wpływaniu na kolejne ścieżki cięcia.
11. Strategie cięcia różnią się w zależności od grubości blachy
1) Cięcie cienkich blach
Kluczem do cięcia cienkich blach nie jest „przecinanie na wylot”, lecz raczej „szybkie, czyste i bez deformacji cięcie”.
Porady:
- Odpowiednio zwiększ prędkość.
- Ustaw ostrość bardziej precyzyjnie.
- Zmniejsz ilość dostarczanego ciepła.
- Utrzymuje stabilność płyty.
- Zapobiega odkształcaniu się i odrywaniu się cienkich części.
2) Cięcie płyt o średniej grubości
Cięcie blach średniej grubości wymaga najbardziej wszechstronnych możliwości procesowych.
Porady:
- Zrównoważyć moc, prędkość i gaz.
- Nacisk na jakość perforacji.
- Kontrola tworzenia się żużlu dennego.
- Podczas cięcia należy zwracać uwagę na gromadzenie się ciepła.
- Zoptymalizuj narożniki i nieregularne kształty.
3) Cięcie grubych płyt
Największym wyzwaniem przy cięciu grubych blach jest uzyskanie stabilnej penetracji cięcia i wydajne usuwanie żużla.
Porady:
- Perforacja musi być stabilna.
- Wystarczające ciśnienie powietrza.
- Precyzyjna ostrość i dysza.
- Prędkość cięcia nie powinna być ślepo za duża.
- Wymaga sprzętu o większej mocy i bardziej dojrzałego doświadczenia procesowego.
12. Stan sprzętu i codzienna konserwacja decydują o długoterminowej stabilności
Maszyna, która dobrze tnie dzisiaj, jutro może nie działać tak samo. Stabilność cięcia laserem światłowodowym zależy od długoterminowej konserwacji.
1) Ścieżka optyczna i konserwacja obiektywu
Zanieczyszczenie wewnętrznych soczewek głowicy tnącej zmniejszy przenoszenie mocy i wydajność ustawiania ostrości.
Należy regularnie sprawdzać soczewki ochronne, soczewki kolimatorowe i soczewki skupiające, a w przypadku stwierdzenia zanieczyszczenia, przegrzania lub zarysowania należy je natychmiast wymienić.
2) Konserwacja ścieżki gazowej
Czystość gazu, uszczelnienie rurociągów, urządzenia filtrujące i systemy suszenia mają kluczowe znaczenie.
Sprężone powietrze zawierające olej, wodę lub pył może spowodować zatkanie dyszy, zanieczyszczenie soczewki i niestabilne cięcie.
3) Konserwacja szyny prowadzącej, zębatki i śruby pociągowej
Precyzja przekładni mechanicznej ma bezpośredni wpływ na trajektorię cięcia.
Kurz na prowadnicach, zużyte zębatki i niewystarczające smarowanie mogą powodować drgania podczas ruchu, błędy pozycjonowania i nierównomierne nacięcie.
4) Konserwacja układu chłodzenia
Laser i głowica tnąca wymagają stabilnego chłodzenia.
Niedostateczne chłodzenie może powodować wahania napięcia, zmiany temperatury podzespołów, niestabilne cięcie, a w poważnych przypadkach uszkodzenie sprzętu.
5) Łóżko tnące i system usuwania pyłu
Duże nagromadzenie żużla w obszarze cięcia będzie miało wpływ na podparcie blachy i wysokość powierzchni cięcia. Niedostateczne usuwanie pyłu zwiększy zanieczyszczenie dymem i pyłem, co wpłynie negatywnie na żywotność soczewek i środowisko pracy.
13. Doświadczenie operatora jest kluczowe
Doświadczenie operatora jest często ważniejsze niż pojedynczy parametr. Ta sama maszyna i ta sama blacha mogą dawać zupełnie różne rezultaty, w zależności od operatora. Dzieje się tak, ponieważ doświadczenie odzwierciedla się w wielu szczegółach.
Dobrzy operatorzy zazwyczaj zwracają uwagę na następujące kwestie:
- Potrafią ocenić stan cięcia na podstawie wzoru iskier.
- Potrafią ocenić, czy dźwięk cięcia jest stabilny.
- Potrafią ocenić odchylenia parametrów na podstawie koloru cięcia i żużla.
- Mogą precyzyjnie dostroić parametry w zależności od zmian w partii materiału.
- Potrafią przewidzieć ryzyko odkształcenia i utraty części.
- Mogą korygować problemy już na początkowym etapie niekorzystnych trendów, zamiast czekać, aż cała partia zostanie wyrzucona.
Krótko mówiąc, cięcie laserowe włókien stalowych nie polega na „naciśnięciu przycisku”, lecz na ciągłym procesie „obserwacji – oceny – korekty”.
14. Praktyczne techniki poprawy wydajności i jakości cięcia
1) Utwórz bibliotekę procesów standardowych
Utwórz standardową bibliotekę parametrów procesu dla różnych materiałów, grubości blach, gazów i mocy urządzeń. Skróci to czas cięcia próbnego i poprawi stabilność partii.
2) Upewnij się, że masz potwierdzenie pierwszego elementu
Przed każdą wymianą płyty, partii, materiału, dyszy lub gazu należy przeprowadzić kontrolę pierwszego egzemplarza.
Produkcja masowa powinna się odbywać dopiero po pozytywnym przejściu kontroli pierwszego egzemplarza, co znacznie zmniejsza ryzyko powstania złomu.
3) Zarządzanie procesami warstwowymi
Zarządzaj oddzielnie przedmiotami o różnej grubości, materiale i wymaganiach dotyczących wyglądu. Nie używaj jednego zestawu parametrów.
4) Zoptymalizuj sekwencję cięcia
To, czy najpierw wycinamy otwory wewnętrzne, czy kontury zewnętrzne, czy najpierw mniejsze, czy większe części, wpływa na stabilność płyty i jakość końcową. Rozsądna kolejność zmniejsza odkształcenia termiczne i straty części.
5) Utrzymuj długoterminową stabilność sprzętu
Konserwację sprzętu należy wykonywać nie tylko wtedy, gdy pojawią się problemy. Należy również regularnie przeprowadzać przeglądy, czyszczenie, kalibrację i prowadzić dokumentację.
Im bardziej stabilny sprzęt, tym łatwiej jest standaryzować proces.
15. Nigdy nie wolno ignorować środków ostrożności
Cięcie laserowe jest niezwykle wydajne, ale jednocześnie zużywa dużo energii, więc bezpieczeństwo jest zawsze priorytetem.
1) Bezpieczeństwo laserowe
Laser jest niebezpieczny dla oczu i skóry. Bezpośrednie patrzenie na wiązkę lasera lub światło odbite jest surowo zabronione. Podczas pracy należy stosować odpowiednie środki ochrony.
2) Opary i iskry
Cięcie blach stalowych generuje dużą ilość oparów i iskier. Upewnij się, że system odpylania działa prawidłowo i trzymaj miejsce pracy z dala od materiałów łatwopalnych.
3) Bezpieczeństwo gazowe
Butle z tlenem, azotem i innymi gazami lub rurociągi muszą być odpowiednio zarządzane, aby zapobiec wyciekom, wybuchom i nieprawidłowemu działaniu. W szczególności należy regularnie sprawdzać szczelność i ciśnienie w systemach gazowych wysokiego ciśnienia.
4) Bezpieczeństwo ruchu mechanicznego
Platforma tnąca, stół wymienny i konstrukcja bramy poruszają się z dużą prędkością. Operatorzy muszą unikać wchodzenia do stref niebezpiecznych.
Podczas konserwacji, wymiany płyt i czyszczenia należy przestrzegać procedur bezpieczeństwa, takich jak wyłączenie zasilania, odcięcie gazu i zablokowanie.
16. Od „umiejętności cięcia” do „dobrego cięcia”
Wiele firm, na wczesnym etapie wprowadzania cięcia laserowego, dążyło jedynie do „rozcinania blachy”. Jednak wraz ze wzrostem mocy produkcyjnych, prawdziwym czynnikiem decydującym o konkurencyjności nie jest zdolność do cięcia, lecz zdolność do konsekwentnej produkcji wysokiej jakości części przy jednoczesnym obniżaniu kosztów ogólnych.
Naprawdę zaawansowane cięcie blach stalowych laserem światłowodowym zapewnia:
- Mniej zadziorów.
- Niższe utlenianie.
- Lepsza prostopadłość.
- Mniejsze odkształcenia.
- Większe wykorzystanie materiałów.
- Szybsza dostawa.
- Bardziej stabilna konsystencja partii.
- Niższe koszty postprodukcji.
Innymi słowy, proces cięcia ostatecznie służy nie „parametrom maszyny”, lecz „wynikom produkcji”.
17. Podsumowanie
Kluczem do cięcia blach stalowych laserem światłowodowym jest zawsze wydajność systemu. Chociaż cięcie blach stalowych laserem światłowodowym może wydawać się pojedynczym procesem, w rzeczywistości jest to złożony projekt inżynierii systemowej, obejmujący wiele sprzężonych czynników.
Moc sprzętu to tylko podstawa. To, co naprawdę decyduje o efekcie, to łączny wynik stanu materiału, doboru gazu, położenia punktu ogniskowego, dopasowania dyszy, kontroli prędkości, strategii przebijania, optymalizacji układu, konserwacji sprzętu i doświadczenia personelu.
Aby dobrze ciąć blachy stalowe, należy pamiętać o następujących podstawowych zasadach:
- Najpierw należy zapewnić stabilność warunków materiałowych i sprzętowych, a następnie zastanowić się nad optymalizacją parametrów.
- Gaz, skupienie i prędkość muszą być regulowane równolegle, a nie indywidualnie.
- Jakość perforacji wyznacza górną granicę cięcia grubych blach.
- Jakość cięcia zależy nie tylko od penetracji, ale także od krawędzi, stożkowatości, przylegania żużla i obróbki końcowej.
- Optymalizacja procesów nie jest wydarzeniem jednorazowym, lecz ciągłym, iteracyjnym procesem.
- Długoterminowa stabilność zależy od konserwacji sprzętu i doświadczenia personelu.
Gdy firmy naprawdę opanują te szczegóły, cięcie blach laserem światłowodowym nie będzie już tylko metodą obróbki, ale stanie się kluczową przewagą konkurencyjną, umożliwiającą zwiększenie efektywności, kontrolę kosztów, poprawę jakości i wzmocnienie możliwości dostaw.




