Obsah
Ohýbání plechů (někdy označované jako lemování plechů) je jednou z nejdůležitějších a nejpoužívanějších technik při výrobě plechů.
Ohýbání plechů umožňuje výrobcům přeměnit rovný plechový díl na úhlový komponent, což je nákladově efektivnější než svařování nebo spojování dvou samostatných dílů dohromady.
Ohýbání plechu obvykle funguje tak, že na plech působí silou způsobem, který způsobuje trvalou deformaci. Existuje však mnoho různých metod ohýbání a ohýbacích strojů, které lze použít k dosažení nejlepších výsledků.
Tento článek slouží jako úvod do ohýbání plechů a seznamuje se základními znalostmi ohýbání, typickým ohýbacím zařízením, typy ohýbání plechů a technickými opatřeními, jako je přídavek na ohyb a odraz.
Co je ohýbání plechů?
Ohýbání plechů je technika zpracování kovů používaná k přeměně plochých plechových dílů do tvaru V, U nebo drážkovaných tvarů.
Jedná se o důležitý a pohodlný výrobní proces, protože ohýbání plochého kovového plechu do nového tvaru je mnohem levnější než zpracování tvarů V, U nebo kanálů z plných obrobků nebo jejich odlévání ve slévárně. Díly vyrobené ohýbáním jsou navíc robustnější než díly vyrobené svařováním dvou plochých kovových plechů do tvaru V.
Mnoho typů ohýbání plechů zahrnuje použití strojů zvaných brzdy, někdy označovaných jako ohýbačky nebo stroje na skládání plechů. Sílu lze aplikovat ručně nebo pomocí hydraulických zařízení.
Metody ohýbání plechů
Existuje několik metod ohýbání plechů, které mají podobnou funkci, ale liší se v provozu. Proto je znalost ideální metody prvním krokem, který musíte udělat pro úspěch ve vašem projektu tváření plechů. Existuje několik metod ohýbání plechů, které mají podobnou funkci, ale liší se v provozu. Proto je znalost ideální metody prvním krokem, který musíte udělat pro úspěch ve vašem projektu tváření plechů.
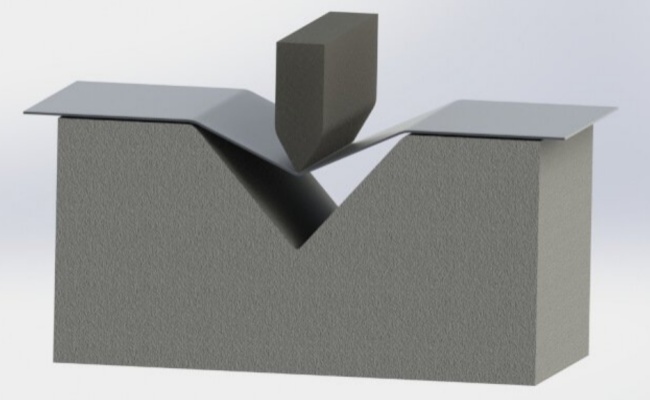
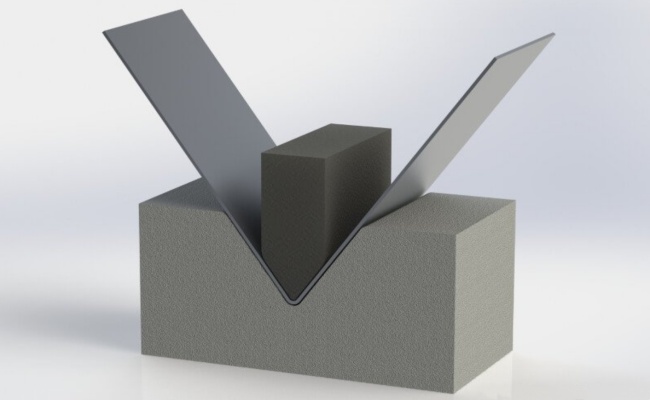
Ohýbání do V
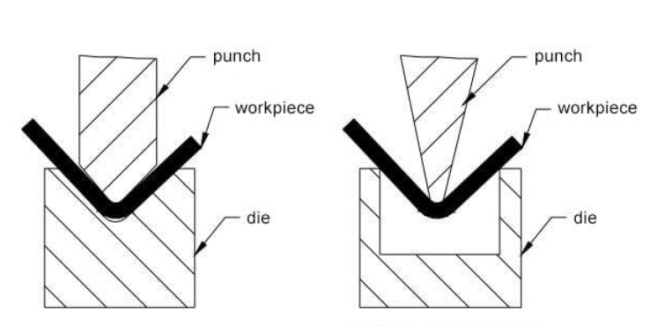
Ohýbání plechu do V je nejběžnější metoda ohýbání plechu. V tomto procesu se používá razník a matrice ve tvaru V. Razník ve tvaru V tlačí plechový obrobek do drážky ve tvaru V ve formě matrice, čímž se vytvářejí plechy s různými úhly ohybu. Obsluha může dosáhnout ostrých, tupých nebo 90° úhlů ohybu v závislosti na úhlu razníku a matrice.
Ohýbání vzduchu
Ohýbání vzduchem je velmi podobné metodě ohýbání do V: k ohýbání plechů se spoléhá na razník a matricu ve tvaru V. Tato metoda není tak přesná jako jiné metody, ale je velmi flexibilní: lze ji použít k vytváření ohybů ve tvaru V, U a dalších tvarech. Na rozdíl od konvenčního procesu ohýbání do V však razník u metody ohýbání vzduchem netlačí plech do dna dutiny. Místo toho ponechává pod plechem prostor (nebo vzduch), což umožňuje větší kontrolu úhlu ohybu než konvenční ohýbání do V.
Ohýbání dole
Ohýbání do dna (neboli spodní ohýbání) je typ ohýbání do V, které také řeší problém s pružným zpětným rázem. Zahrnuje deformaci plechu v oblasti ohybu působením dodatečné síly špičkou razníku po dokončení ohýbání. Během procesu ohýbání do dna razník zcela vtlačí kovový plech do formy a vytvoří ohyb, který odpovídá geometrickému tvaru uvnitř formy.
Stejně jako metoda ohýbání vzduchem nabízí i ohýbání dole přesné ovládání úhlu ohybu. Ohýbání vzduchem však vyžaduje vyšší lisovací sílu než ohýbání dole.
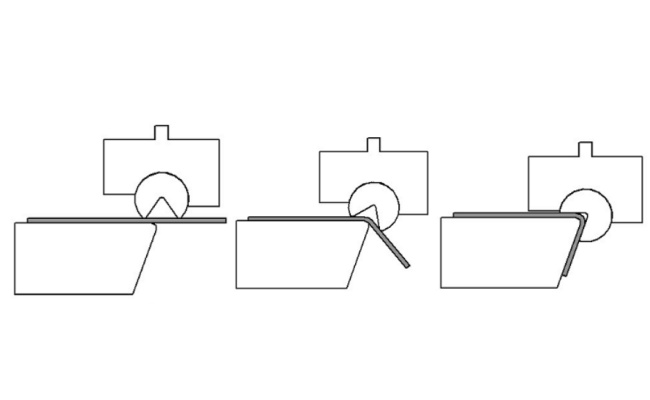
Ohýbání hran
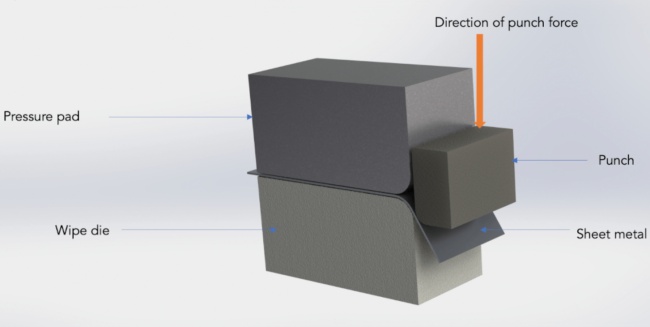
Tato metoda se používá v ohyb paneluehm a zahrnuje použití horní a dolní formy, které se při ohýbání pohybují nahoru a dolů. Obvykle se používá pro kratší plechy, aby se snížila ostrost a zabránilo se poškození ohýbané hrany.
Při metodě ohýbání hran je plech přidržován k raznici pomocí přítlačné podložky. Razník poté tlačí na okraj plechu, který přesahuje raznici a přítlačnou podložku, čímž se plech ohne přes konec raznice.
Tato metoda nabízí dobrou mechanickou výhodu, což znamená, že umožňuje vynaložit menší sílu k vytvoření požadovaných ohybů (a úhlů ohybu).
Ohýbání válcem
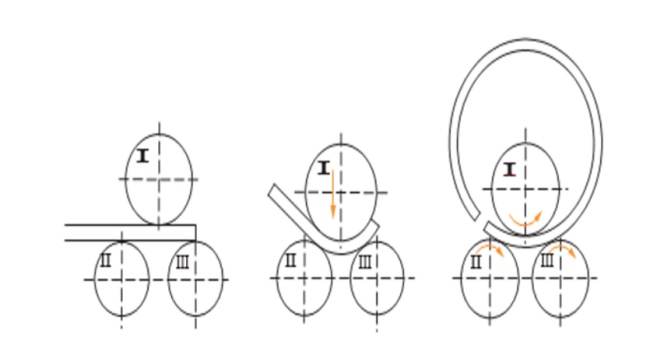
Metoda ohýbání válcem umožňuje ohýbat plechy do rolí, trubek, kuželů nebo zakřivených tvarů. Tento unikátní proces tváření plechů využívá sady válců, které podávají (a ohýbají) kovový materiál do požadovaného zakřivení.
Tento proces se používá pro ohýbání obrobků s velkými zvlněními a zahrnuje použití tří válců poháněných hydraulickým systémem k ohýbání plechu.
Metoda ohýbání válcem může být zpracována pomocí čtyřválcového nebo tříválcového ohýbacího stroje.
Rotační ohýbání
Rotační ohýbání umožňuje ohýbat plech o úhel větší než 90 stupňů. Výsledný profil je podobný ohybu ve tvaru V, ale povrch profilu je hladší. Při rotačním ohýbání je plech upnut do rotující matrice a tažen kolem ní, čímž se vytvoří geometrie, jejíž poloměr odpovídá požadovanému poloměru ohybu. Tato metoda často využívá vnitřní podpůrný trn, aby se zabránilo zvrásnění stěny ohýbaného plechu.
Ohýbačky plechů

Hydraulický ohraňovací lis je jedním z nejdůležitějších zařízení pro ohýbání a tváření obrobků v plechovém průmyslu. Jeho funkcí je ohýbat ocelové plechy do různých tvarů dílů dle požadavků procesu.
Ohýbací lis je typ ohýbačky plechů, která používá pohyblivý horní razník a odpovídající spodní matricu. Během ohýbání se kovový plech umístí na spodní matricu a razník se násilím zatlačí do kovu, čímž ho vtlačí do zářezu spodní matrice. V závislosti na tvaru spodní matrice lze ohýbací lis použít k výrobě ohybů ve tvaru V, ohybů ve tvaru U a dalších tvarů. Hydraulický ohýbací lis dokáže splnit potřeby různých obrobků tím, že nahradí nástroje ohýbacího lisu.
Hydraulické ohraňovací stroje lze podle metod synchronizace rozdělit na synchronizační torzní osy a elektrohydraulické synchronizační. Nejmodernějším ohraňovacím lisem, který je v současnosti na trhu, je servohybridní ohraňovací lis.
Ohýbačka plechů je stroj používaný ve výrobním a zpracovatelském průmyslu k ohýbání nebo tvarování kovových plechů do specifických tvarů. Princip fungování obvykle spočívá v upnutí a polohování kovového plechu a následném použití mechanického nebo hydraulického systému k ohýbání kovu podél předem určené osy. Ohýbací centra hrají klíčovou roli v odvětvích, která vyžadují přesné a efektivní tvarování kovových plechů, čímž se snižuje potřeba ruční práce a zlepšuje celková kvalita hotových výrobků.
Ohýbačka panelů dokáže automaticky vytvářet více ohybů pro každou stranu, včetně ohybů nahoru/dolů, plochých nebo zakřivených ohybů. Inteligentní servosystém flexibilního ohýbacího centra využívá čistě elektrický servosystém s plně uzavřenou smyčkou, který dokáže na horní hranici systému podporovat 16osé souběžné propojení. V reálném provozu se používá 9 os (11 os), což znamená, že v praxi je 9 os (11 os) souběžných propojení. Ohýbací proces je plynulý a koordinace mechanické operace je vysoká. Dokáže úspěšně dokončit různé složité kombinace akcí a celková pracovní efektivita stroje je velmi vysoká.
Inteligentní ohýbačka flexibilních panelů využívá univerzální ohýbací formu, která dosahuje ohýbání různých tvarů pomocí víceosého paralelního spojení a plného servořízení a umožňuje ohýbat různé složité tvary. Složité tvary lze ohýbat do různých kombinací, jako jsou pravé úhly, jiné než pravé úhly, oblouky, horní a spodní ohyby.
Ohýbačka panelů se zaměřuje na řešení různých složitých problémů s ohýbáním tenkých plechů. Může být široce používána v oblasti ocelových skříní (kartotéky, skříňky na nářadí, vnější kryty, elektrické skříně, komunikační skříně, plynové skříně, skříňky na vodoměry atd.), v oblasti kuchyňského nádobí (ledničky, klimatizace, sporáky atd.), nábytku, ventilace, chlazení, čištění, dveřního průmyslu, dekorací, výtahů a dalších souvisejících oborů tváření kovů, je vhodná pro ohýbání různých typů obrobků.

Válcovačka plechů je zařízení, které používá pracovní válce k ohýbání a tvarování plechů a může vytvářet různé tvary dílů, jako jsou válcové a kuželové díly. Je to velmi důležité procesní zařízení. Princip činnosti ohýbačky plechů spočívá ve využití vnějších sil, jako je hydraulický tlak a mechanická síla, k pohybu pracovních válců, čímž se plech ohýbá nebo tvaruje. Na základě rotačního pohybu a změn polohy pracovních válců různých tvarů lze zpracovávat eliptické, obloukové, válcové a další díly.
Typy válcovacích strojů se liší v závislosti na oblasti použití. Podle počtu válců se dělí na tříválcové válcovací stroje a čtyřválcové válcovací stroje. Tříválcové válcovací stroje se dělí na symetrické tříválcové válcovací stroje, horizontální tříválcové válcovací stroje s nastavením dolů, zakřivené tříválcové válcovací stroje s nastavením dolů, univerzální tříválcové válcovací stroje s horním válcem a hydraulické CNC válcovací stroje. Z hlediska převodu se dělí na mechanické a hydraulické.

Lisovací stroj označuje tvářecí stroj používaný pro tváření průmyslových výrobků tlakem, obvykle pomocí hydraulických válců, proto je také známý jako hydraulické lisy. Lis je hlavním zařízením pro kompresní vstřikování a tváření plechů, které se podle tvaru rámové konstrukce dělí na rámovou a sloupovou konstrukci. Podle polohy hlavního tlakového olejového válce lze lis rozdělit na typy s vzestupným a sestupným tlakem. Pro lisování velkých plastových laminátů lze použít lis s vzestupným tlakem s olejovým válcem dole, zatímco lis s vzestupným tlakem se často používá pro lisování běžných plastových dílů. Podle typu pracovní kapaliny lze lis také rozdělit na hydraulické lisy poháněné hydraulickým olejem a hydraulické lisy poháněné emulzemi olej-voda.

Obráběcí stroj je obráběcí stroj, který integruje více funkcí, jako je řezání kovů, děrování, stříhání, ohýbání atd. Jeho výhodou je snadná obsluha, nízká spotřeba energie a nízké náklady na údržbu. Je to preferované zařízení pro zpracování kovů v moderních výrobních odvětvích (jako je hutnictví, mosty, komunikace, energetika, armáda atd.). Obráběcí stroje se dělí na dva typy: hydraulické obráběcí stroje a mechanické obráběcí stroje.
Problémy při ohýbání plechů
Pružení
Když se plech ohýbá do nového tvaru, po odstranění ohybové síly se přirozeně do určité míry odpruží. Tomu se říká „odpružení“.
Vzhledem k pevnosti ohýbaných kovových desek v tlaku může dojít k pružnému zpětnému rázu. Během ohýbání plechu je jedna strana vystavena tahu, zatímco druhá strana je vystavena tlaku. Vzhledem k vyšší pevnosti v tlaku než pevnosti v tahu materiálu však stlačená strana úspěšně odolává deformaci a po odstranění síly se sama uvolní.
Pružení není hlavním problémem, ale znamená to, že výrobci musí kompenzovat očekávaný odraz nadměrným ohnutím kovové desky. Pokud se kov úmyslně mírně ohne, malé množství přirozeného odrazu povede ke správnému úhlu.
Výpočet pružnosti samozřejmě není zdaleka jednoduchý a existuje několik proměnných, které mohou ovlivnit intenzitu pružnosti plechu, včetně typu a specifikací materiálu. Kromě toho větší vnitřní poloměr povede k větší pružnosti.
Pružnost kovového plechu je úměrná mezi kluzu materiálu a nepřímo úměrná jeho modulu pružnosti. Nízkouhlíková ocel má menší pružnost a je ideální pro vysoce přesné obrobky, zatímco vysoce uhlíková ocel a nerezová ocel mají výraznou pružnost. Čím větší je poloměr ohybu, tím větší je pružnost. Menší poloměry ohybu vedou k vyšší přesnosti.
Přídavek na ohyb
Při ohýbání kovového plechu se vnější strana plechu prodlouží, což má za následek změnu jeho délky. To například znamená, že celková délka obou stran ohnutých do tvaru V bude delší než původní délka plechu.
Takže, pokud se změní velikost, jak můžeme přesně navrhnout díl, aby pasoval k ostatním součástem? Jak určíme, jak dlouhý musí být plech? Abychom kompenzovali odchylku velikosti, musíme zohlednit přídavek na ohyb: rozdíl mezi délkou neohnutého plechu a součtem délek obou stran hotového ohýbaného plechu.
Výpočet přídavku na ohyb bude zohledňovat faktory, jako je tloušťka plechu, poloměr ohybu a úhel ohybu. Pro výpočet požadovaného součinitele ohybu pro plechové díly lze použít kalkulačku součinitele ohybu.
Nejlepší materiál a tloušťka pro ohýbání plechů
Některé plechové materiály jsou pro ohýbání vhodnější než jiné. Obecně řečeno, nejlepším ohýbacím materiálem je tvárný než křehký.
Mezi běžně používané materiály pro ohýbání plechů patří:
- Nízkouhlíková ocel: lze ohýbat při jakékoli teplotě.
- Pružinová ocel: po žíhání se může ohýbat.
- Legovaná ocel 4140: ohýbatelná po žíhání.
- Hliník 5052: Ve srovnání s jinými hliníkovými slitinami má vysoký stupeň ohýbatelnosti.
- Měď: Vysoce ohebná.
Mezi materiály, které se obtížněji ohýbají (i když ne nemožně), patří hliník 6061, titan, mosaz a bronz.
Závěr
Tento článek představuje základní znalosti o ohýbání plechů. Ohýbání plechů lze provádět pomocí různých strojů, včetně ohraňovacích lisů, hydraulických lisů, ohýbaček panelů a obráběcích strojů. SC Machinery je předním poskytovatelem služeb tváření plechů v Asii. Nabízíme vysoce kvalitní ohýbací služby společnostem působícím v široké škále odvětví.




