
Obsah
Automatické ohýbací centrum panelů je špičkový CNC stroj používaný k tvarování hran plechů. Využívá primárně servopohon k řízení lemovacích válců, přítlačného zařízení a podávacího mechanismu pro automatické provádění procesů lemování, ohýbání a tvarování žeber na hranách plechů.
S rozvojem odvětví výroby plechů směrem k inteligenci, automatizaci a vysoké přesnosti tradiční ruční lemování nebo běžné hydraulické lemovací zařízení postupně nedokážou splňovat požadavky moderní výroby na efektivitu, přesnost a konzistenci. Plně automatická servo ohýbací centra s vysoce přesným servo řídicím systémem, automatizovaným podávacím systémem a inteligentní CNC technologií se široce používají v automobilovém průmyslu, výrobě kuchyňského nádobí, výtahů, ventilačních potrubí, domácích spotřebičů, elektrických skříní, nových energetických zařízeních, leteckém průmyslu a stavebních strojích.
Zejména v hromadné výrobě, plně automatické servo ohýbačky panelů může výrazně zlepšit efektivitu výroby, snížit náklady na pracovní sílu a zvýšit konzistenci výrobků, a proto se stává jedním z nezbytných zařízení v moderních dílnách na zpracování plechů.
1. Úvod do procesu ohýbání panelů
Automatické ohýbačky panelů jsou klíčovým typem automatizovaného zařízení v moderním tváření plechů, automobilovém průmyslu, výrobě kuchyňského nádobí a domácích spotřebičů, ventilačních potrubích, pláštích skříní a přesném zpracování kovových dílů. Jejich hlavní funkcí je lemování, lisování, tvarování nebo zpevňování hran lisovaných, řezaných, natahovaných nebo tvarovaných plechů, což vede k vyšší konstrukční pevnosti, lepší kvalitě vzhledu, stabilnější přesnosti montáže a bezpečnějšímu opracování hran.
Ve srovnání s tradičními ručními, poloautomatickými a hydraulickými lemovacími zařízeními nabízejí plně automatické servo lemovací stroje významná zlepšení v přesnosti řízení, stabilitě pohybu, efektivitě doby cyklu, flexibilní výrobě, konzistenci produktu a inteligenci. Není to jen stroj, který „ohýbá hrany“, ale kompletní systém přesného tváření integrující servopohon, CNC systém, automatické podávání, polohování a upínání, lemovací tváření, paměť parametrů, online detekci a bezpečnostní ochranu.
V dnešní stále rozšířenější vysokorychlostní, hromadné a standardizované výrobě se plně automatické servo lemovací stroje postupně transformovaly z „pomocného zařízení pro zlepšení efektivity“ na „klíčové zařízení, které určuje kvalitu výrobků a efektivitu výrobní linky“. Zejména v odvětvích, jako jsou panely karoserií automobilů, panely domácích spotřebičů, kovové kryty, pouzdra zdravotnických zařízení, kuchyňské náčiní, plechové dveřní panely a pouzdra svítidel, kvalita lemování přímo ovlivňuje následnou montáž, svařování, lemování, nýtování, těsnění a celkový vzhled; proto roste význam tohoto zařízení.
1) Co je to lemování?
Lemování je technika zpracování, která ohýbá okraj plechu nahoru nebo dolů pod určitým úhlem a vytváří tak přírubu.
Běžné tvary lemování:
– 90° lemování (nejběžnější proces)
Použití: Elektrické skříně, rozvodné skříně, rozvaděče, plechové skříně
– Zaoblené lemování (vytváří zaoblené hrany)
Použití: Panely karoserie automobilů, panely kuchyňského náčiní, lékařské vybavení
– Válcované lemování (okraje válcované do zaobleného tvaru)
Použití: Dveřní panely, skříně spotřebičů, výrobky z nerezové oceli
– Zesílené lemování (zlepšuje strukturální tuhost)
Použití: Vzduchovody, rozvody, skříně pro ukládání energie
2) Co je to plně automatické ohýbací centrum panelů se servopohonem?
Plně automatická ohýbačka plechů se servomotorem, jak název napovídá, je stroj na tváření hran plechů, který používá servomotor jako hlavní zdroj pohonu a pomocí CNC programování dosahuje automatického polohování, upínání, lemování a resetování.
Obvykle se používá k postupnému ohýbání okrajů plechu z plochého stavu do specifikovaného úhlu, zakřivení nebo hranatého tvaru, aby se splnily potřeby konstrukční výztuže, montážního uložení, zakrytí hran, předúpravy svařováním nebo tvarování vzhledu.
„Plně automatický“ klade důraz na minimalizaci manuálních zásahů v celém procesu od podávání, polohování, upínání, tváření, vykládání až po resetování. „Servo“ klade důraz na vysokou přesnost řízení pohybu, rychlou rychlost odezvy, silnou ovladatelnost polohy a vysokou opakovatelnost. „Olemování“ je jeho základní proces, který zahrnuje plastickou deformaci hrany obrobku.
Stručně řečeno, hodnota tohoto typu zařízení spočívá v získávání konzistentnějších přírubových produktů s menším počtem lidí, kratším časem a stabilnější metodou.
Z technologického hlediska není lemování pouhým procesem „ohýbání“.
Může zahrnovat následující metody zpracování:
- Rovné lemování hran: Vhodné pro rovné hrany, jako jsou skříňky, dveřní panely a rámy.
- Zakřivené lemování hran: Vhodné pro zakřivené díly, díly nepravidelného tvaru a kryty lamp.
- Částečné lemování: Používá se k vyztužení nebo obalení hran pouze v určitých oblastech.
- Zaoblování/válcování: Používá se k odstranění ostrých hran, ke zlepšení bezpečnosti a vzhledu.
- Lisování a tvarování hran: Používá se k opravě odchylek hran vzniklých v předchozích procesech.
- Složené lemování: Dokončuje tvarování více úhlů nebo sekcí v jedné operaci.
2. Základní princip fungování servo automatického ohýbacího centra panelů

Základním principem plně automatického ohýbacího centra se servopohonem je „přesné řízení síly a posunutí na okraji plechu, což umožňuje materiálu postupně nabývat tvaru v rámci řízené zóny plastické deformace.“
Obecně je pracovní postup zařízení následující:
1) Zatížení obrobku
Plech nebo předtvarované obrobky jsou do lemovací stanice přiváděny ručně, robotickým ramenem, robotem, dopravníkovou linkou nebo automatické načítání mechanismus. Špičková zařízení lze obvykle propojit s předřazenými lisovacími linkami, laserovými řezacími linkami, servo podávacími linkami a systémy nakládání/vykládání robotických ramen, aby se dosáhlo bezobslužné nepřetržité výroby.
2) Přesné polohování
Obrobek je přesně polohován pomocí polohovacích bloků, upínacích mechanismů, vizuálního rozpoznávání, detekce senzorů nebo mechanických polohovacích kolíků. Přesnost polohování přímo ovlivňuje konzistenci lemování; proto jsou moderní zařízení často velmi sofistikovaná ve své polohovací struktuře, což vyžaduje jak spolehlivost, tak snadnou a rychlou výměnu.
3) Automatické upínání
Po usazení obrobku upínací zařízení plech fixuje a zabraňuje jeho prokluzování, odsazení a deformaci během zpracování. Upínací metody mohou být pneumatické, servopohony, elektrické, hydraulické nebo jejich kombinace. Plně automatické servopohony obvykle kladou důraz na řiditelnou upínací sílu, synchronizované pohyby a ochranu povrchu obrobku před poškozením.
4) Tváření servopohonem
Servomotor pohání lemovací hlavu, přítlačné válce, tvářecí nástroj nebo mechanismus otočného ramene pro provádění lemování podle přednastavené trajektorie a rychlosti. Ve srovnání s tradičními hydraulickými lisy dokáží servosystémy přesněji řídit křivku rychlosti, polohu posuvu, změny tlaku a zpětný pohyb, čímž se proces tváření stává plynulejším a snižuje se vznik prasklin, vrásek, trhlin a pružnosti materiálu.
5) Řízení vícesegmentového tvarování
U silnějších plechů, tvrdých materiálů nebo vysoce přesných dílů zařízení neohýbá hranu do správné polohy najednou, ale používá vícesegmentové progresivní tváření. To výrazně snižuje lokální koncentraci napětí, zlepšuje kvalitu hran a je vhodnější pro zpracování složitých tvarů.
6) Online inspekce a kompenzace
Špičkové plně automatické servo ohýbací centra pro panely jsou vybaveny senzory posunutí, monitorováním tlaku, zpětnou vazbou z enkodéru nebo systémy vizuální kontroly, které dokáží sledovat stav tváření během zpracování a automaticky kompenzovat podle programu, aby se minimalizovaly odchylky v dávkách.
7) Automatické vykládání a resetování
Po dokončení lemování zařízení automaticky uvolní svěrku a odlehčí materiál, čímž jej připraví pro další obrobek. Celý čas cyklu lze upravit podle velikosti obrobku a požadavků procesu.
3. Struktura ohýbačky panelů
1) Rámový systém
Přijímá:
Integrovaná svařovaná konstrukce, portálový rám
Vlastnosti:
Vysoká tuhost, odolnost proti deformaci, dlouhá životnost
Procesy:
Žíhání, vibrační stárnutí, úleva od pnutí.
2) Servopohonný systém
Základní komponenty:
Zahrnuje:
- Hlavní servomotor
- Servomotor pro podávání
- Polohovací servomotor
Vlastnosti:
- Rychlá rychlost odezvy
- Vysoká přesnost
- Úspora energie
Přesnost polohování: ±0,05 mm
Opakovatelnost: ±0,02 mm
3) Mechanismus pro tváření lemů
Toto je součást přímo zapojená do tváření, včetně lemovacích kol, tvářecí matrice, kyvného ramene, přítlačné hlavy, sestavy válců nebo kombinovaného mechanismu.
Mechanismus lemování je třeba optimalizovat podle tloušťky plechu, materiálu, úhlu lemování a tvaru obrobku.
4) Upínací zařízení
Upínací systém určuje stabilitu obrobku během zpracování. Obvykle zahrnuje chapadla, přítlačné desky, válce, servo upínací mechanismy a povrchové materiály odolné proti poškrábání. Různé produkty mohou používat různé metody upínání pro vyvážení účinnosti a ochrany povrchu.
5) Automatický systém podávání
Dosahuje: Automatického podávání, automatického polohování, automatického dopravování a zvýšené efektivity.
6) CNC řídicí systém
Hlavní funkce: Grafické programování, automatická kompenzace, ukládání dat, načítání parametrů
Podporuje: import CAD, síťovou komunikaci, integraci MES
7) Bezpečnostní ochranný systém
Zahrnuje světelné závory, tlačítka nouzového zastavení, blokovací dveře, koncové spínače, ochranu proti tlaku, ochranu proti přetížení a poruchové alarmy.
Protože samotný lemovací stroj zahrnuje upínací a tvářecí činnosti, je bezpečnost klíčovým aspektem.
8) Systém mazání a údržby
Dobré mazání snižuje tření, prodlužuje životnost a udržuje hladký provoz. Automatický mazací systém snižuje četnost ruční údržby a zlepšuje dlouhodobou stabilitu zařízení.
4. Hlavní technologické výhody plně automatických servo ohýbaček panelů
1) Vysoce přesné obrábění
Pro odvětví s vysokými požadavky na rozměry a vzhled hran, jako je automobilový průmysl, lékařství, výroba domácích spotřebičů a špičkové skříně, mohou servoobráběcí stroje na lemování lépe splňovat požadavky na přesnost.
- Tradiční chyba lemování: ±1 mm nebo více
- Servoobrubovací stroj: ±0,5 mm
- Zlepšení o více než desetinásobek.
Plynulé ovládání během procesu lemování snižuje škrábance, promáčkliny a deformace, což je obzvláště cenné u materiálů s vysokými požadavky na povrch, jako je nerezová ocel, lakované plechy, povlakované plechy a plechy z hliníkových slitin.
2) Vysoce efektivní výroba
- Ruční lemování: 20–50 kusů za hodinu
- Plně automatické lemování: 200–600 kusů za hodinu
3–10násobné zvýšení účinnosti
Díky vysoce efektivním automatickým akcím a možnostem propojení linek se výrazně zkracuje doba zpracování na kus, což je obzvláště vhodné pro velkoobjemové zakázky.
3) Extrémně vysoká konzistence
Největším problémem u přírubových výrobků je, že „jedna šarže je dobrá, další šarže má velké odchylky“. Servoobrubovací stroje díky přesnému řízení každého parametru pohybu zajišťují větší stabilitu úhlu obrubování, výšky hrany, poloměru hrany a délky tvarování, čímž zlepšují konzistenci celé šarže výrobků.
- Ruční zpracování je náchylné k: Nekonzistentní výšce; Chybám v úhlu.
- Automatizované zařízení: Dosahuje konzistentní dávkové výroby.
Mezi běžné problémy tradičního lemování patří praskání, vrásnění, promáčkliny, nerovnoměrné úhly, nadměrné pružné zpětné rázy a zvlnění hran. Servozařízení díky segmentovanému tváření a optimalizaci rychlosti tyto problémy účinně omezují a snižují míru zmetkovitosti.
4) Úspory práce
Vysoce automatizovaný stroj může nahradit ruční obsluhu na více pracovních stanicích, což z dlouhodobého hlediska výrazně snižuje náklady na pracovní sílu a snižuje závislost na kvalifikovaných pracovnících.
- Tradiční: Obsluha 3–5 osob.
- Automatizované lemování: 1 osoba pro správu více strojů.
Náklady na práci sníženy o více než 601 TP3T.
5) Úspora energie a ochrana životního prostředí
Ve srovnání s hydraulickým zařízením: Šetří elektřinu u modelů 30%-60%.
Žádné trvalé hydraulické ztráty způsobené přetečením.
5. Analýza vlastností zařízení
1) Vysoce přesné tváření
Servořízení umožňuje přesné řízení posunutí, úhlu a rychlosti, což vede ke stabilnějším rozměrům přírub a vyšší opakovatelnosti. To je obzvláště důležité pro výrobky vyžadující pevnou montáž, konzistentní hrany a standardizovaný vzhled.
2) Vysoký stupeň automatizace
Od nakládky až po vykládku je celý proces vysoce automatizovaný. Lidský zásah je omezen na monitorování, výměnu a kontrolu, což výrazně snižuje závislost na provozu.
3) Rychlý cyklus
Rychlá odezva servosystému v kombinaci s automatickým podáváním a rychlým upnutím výrazně zvyšuje rychlost zpracování jednotlivých kusů, což jej činí vhodným pro kontinuální i dávkovou výrobu.
4) Přizpůsobitelné různým materiálům
Dokáže zpracovávat různé materiály včetně uhlíkové oceli, nerezové oceli, hliníkového plechu, pozinkovaného plechu, měděného plechu a slitinového plechu. Díky úpravě parametrů se také přizpůsobí potřebám tváření materiálů s různými tloušťkami a stupni pevnosti.
5) Stabilní kvalita lemování
Automatizované řízení snižuje lidské chyby, což vede k vyšší konzistenci mezi šaržemi produktů a nižší míře přepracování a zmetkovitosti.
6) Snížená intenzita práce
Tradiční ruční lemování často vyžaduje značnou fyzickou sílu a zručné techniky, zatímco automatizované servopohony osvobozují pracovníky od vysoce intenzivní a opakující se práce.
7) Vhodné pro flexibilní výrobu
Modely produktů lze přepínat pomocí volání programu, což se přizpůsobí výrobním metodám zahrnujícím více variant, malé série a časté změny modelů.
8) Snadnější integrace s výrobními linkami
Může se připojit k lisovacím linkám, laserovým řezacím linkám, robotickým pracovním stanicím, svařovacím linkám, montážním linkám a systémům MES, čímž vytváří kompletní inteligentní uzavřenou výrobní smyčku.
6. Analýza hlavních oblastí použití
Použitelné zpracovatelské materiály
- Hliníkový plech: 0,5-3,5 mm
- Deska z uhlíkové oceli: 0,5-2 mm
- Nerezový plech: 0,5-1,5 mm
1) Automobilový průmysl
Součásti aplikace:
- Dveře auta
- Kapota motoru
- Víko šachty
- Krabice s bateriemi
Výhody: Zlepšená kvalita vzhledu.
2) Nový energetický průmysl
Aplikace:
- Skříně pro skladování energie
- Zásobníky baterií
- Bateriové boxy
Vlastnosti: Zajišťuje těsnicí výkon.
3) Průmysl výroby výtahů
Zpracování:
- Dveřní panely
- Dekorativní panely
Požadavky: Vysoká rovinnost.
4) Průmysl elektrických skříní
Produkty:
- Rozvodné skříně
- Rozvaděče
- Rozvaděče
Požadavky: Přírubové hrany pro zlepšení celkové pevnosti.
5) Průmysl domácích spotřebičů
Aplikace:
- Ledničky
- Pračky
- Kryty klimatizací
Požadavky: Zlepšit kvalitu produktů.
6) Průmysl kuchyňského vybavení
Produkty:
- Pracovní stoly z nerezové oceli
- Dřezy
- Trouby
Požadavky: Dosáhnout designu bez ostrých hran.
7) Průmysl ventilačních zařízení
Aplikace:
- Vzduchové kanály
- Příruby
- Kryty ventilátorů
Požadavky: Zvýšení konstrukční pevnosti.
8) Letecký a kosmický průmysl
Používá se pro:
- Lehké konstrukční prvky
- Sestavy z hliníkových slitin
Požadavky: Extrémně vysoká přesnost.
7. Srovnání s tradičním zařízením pro ohýbání panelů
Srovnávací tabulka:
Projekt | Tradiční ohýbačka | Servo automatické ohýbací centrum panelů |
Účinnost | Nízký | Vysoký |
Automatizace | Nízký | Vysoký |
Spotřeba energie | Vysoký | Nízký |
Závislost na práci | Vysoký | Nízký |
Konzistence produktu | Obvykle | Vynikající |
Náklady na údržbu | Vysoký | Nízký |
8. Jaké by měly být klíčové aspekty při výběru ohýbaček panelů?
1) Zpracovatelské materiály a rozsah tloušťky
Nejprve ověřte, zda je zařízení vhodné pro běžně používané materiály, maximální tloušťku, minimální tloušťku a třídu pevnosti materiálu. Různé materiály mají různé požadavky na tvářecí sílu a metody řízení.
2) Rozsah velikostí obrobku
Ověřte, zda zařízení dokáže pokrýt maximální délku, maximální šířku, minimální vzdálenost od okraje a speciální nepravidelné obrysy produktu.
3) Požadavky na přesnost ohýbání panelů
Pokud má výrobek vysoké požadavky na úhel hrany, rovinnost, zaoblený přechod rohů a kvalitu povrchu, je třeba věnovat pozornost přesnosti polohování, opakovatelnosti a výkonu řídicího systému zařízení.
4) Automatizační rozhraní
Podporuje nakládání a vykládání robotů, dokování dopravníkových linek, komunikaci se systémem MES, rozpoznávání čárových kódů, automatickou výměnu formulářů atd.?
5) Efektivita změny formy
V produkčních scénářích s více druhy materiálu má snadná výměna formy, jednoduchost volání programu a rychlost nastavení přípravku přímý vliv na efektivitu výrobní linky.
6) Formy a spotřební materiál
Důležité je materiál formy, odolnost proti opotřebení, všestrannost, možnosti přizpůsobení a následné náklady. Dobře navržená forma je nezbytná pro dlouhodobé stabilní používání.
7) Tuhost a stabilita zařízení
Nedostatečná tuhost rámu vede ke snížené přesnosti lemování, zvýšeným vibracím zařízení a zkrácení životnosti formy. Stabilita zařízení má přímý vliv na dlouhodobou kvalitu.
8) Použitelnost řídicího systému
Přehledné uživatelské rozhraní, pohodlné nastavení parametrů, intuitivní informace o alarmech a flexibilní úložiště programů – to vše přímo ovlivňuje uživatelský komfort.
9) Poprodejní servis a technická podpora
Zařízení pro řezání přírub není jen nákup, ale dlouhodobá provozní nutnost. Klíčové jsou instalace a uvedení do provozu, školení, dodávky náhradních dílů, podpora procesů a možnosti vzdálené diagnostiky.

9. Návod k obsluze a použití
1) Předstartovní kontrola
Kontrola:
Napájení, přívod vzduchu, mazací systém, servosystém – jsou normální?
2) Nastavení parametrů
Vstup:
Tloušťka desky, typ materiálu, výška příruby, úhel příruby
3) Zkušební provoz
Nejprve zpracujte vzorek.
Potvrdit:
Rozměry, vzhled, přesnost – splňují požadavky.
4) Dávková výroba
Spusťte automatický režim.
Monitor:
Stav podávání, kvalita příruby, stav zařízení
5) Vypnutí
Vypínání v pořadí:
CNC systém, servosystém, hlavní napájecí zdroj
10. Průvodce údržbou
1) Denní údržba
Kontrolovat:
- Vodicí lišty
- Vodicí šroub
- Přírubové kolo
Očistěte kovové třísky.
2) Týdenní údržba
Kontrolovat:
- Servomotor
- Převodovka
- Senzory
Provozní stav.
3) Měsíční údržba
Kontrolovat:
- Elektrické rozvody
- Konektory
- Hydraulický systém
Zkontrolujte abnormality.
4) Pololetní údržba
Provést:
- Přesná kalibrace
- Aktualizace softwaru
- Testování systému
11. Trendy budoucího vývoje
Budoucí servo automatická ohýbačka tabulí se bude vyvíjet v následujících směrech:
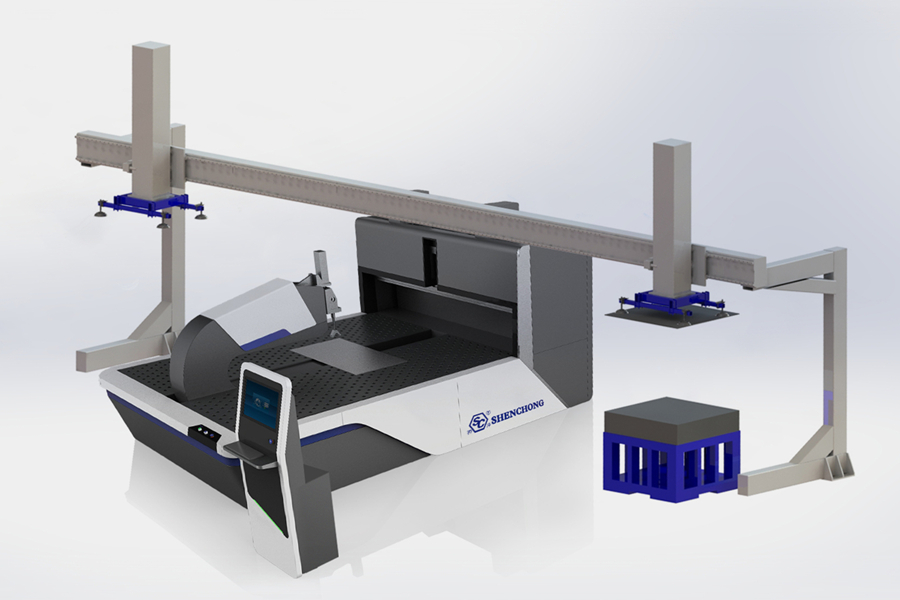
1) Vyšší automatizace
V kombinaci s: Roboty a logistickými vozidly AGV pro vytvoření bezobslužných výrobních linek.
2) Vyšší inteligence
Umělá inteligence automaticky identifikuje obrobky a automaticky generuje programy pro lemování.
3) Vyšší přesnost
Přesnost zpracování se zlepšila na úroveň ±0,02 mm.
4) Digitální továrna
Dosažení: Správa cloudu, vzdálený provoz a údržba, analýza velkých dat a plná integrace s inteligentním výrobním systémem.
12. Shrnutí
Plně automatické servo ohýbačky panelů jsou důležitým tvářecím zařízením v moderní výrobě plechů, které kombinuje vysokou přesnost, vysokou účinnost, vysokou automatizaci, nízkou spotřebu energie a flexibilní výrobu.
Ve srovnání s tradiční hydraulickou ohraňovací lis Ohýbací zařízení mají značné výhody v přesnosti zpracování, efektivitě výroby, konzistenci produktů a inteligenci. Zejména v oblastech vozidel s novými energetickými zdroji, elektrických skříní, kuchyňského vybavení, výroby výtahů, ventilační techniky a výroby špičkových zařízení se staly klíčovými zařízeními pro zvýšení konkurenceschopnosti podniků a dosažení inteligentní modernizace výroby.
Pro podniky usilující o vysokou kvalitu, hromadnou výrobu a inteligentní konstrukci továren není CNC automatické ohýbací centrum panelů jen obráběcím zařízením, ale také důležitým základním vybavením pro snižování nákladů a zvyšování efektivity, zvyšování přidané hodnoty produktu a přechod na Průmysl 4.0.




