
Table des matières
Les machines de découpe laser de tubes, grâce à l'automatisation et à la technologie laser, permettent à une seule machine de réaliser l'ensemble des opérations de découpe, de perçage et de rainurage, améliorant ainsi l'efficacité et la précision d'usinage. Il en résulte une augmentation significative de la productivité, une réduction des coûts, une meilleure utilisation des matériaux, une production plus flexible et un renforcement global de la compétitivité de l'entreprise.
Vous trouverez ci-dessous un guide d'utilisation pour machines de découpe de tubes laserCe manuel comprend les procédures d'utilisation, les paramètres clés, la maintenance, les problèmes courants et les consignes de sécurité. Il convient à la formation, à l'exploitation sur site et à l'utilisation par le client.
1. Composition et principes de base des équipements de découpe laser de tubes
Une machine de découpe laser de tubes typique se compose des systèmes suivants :
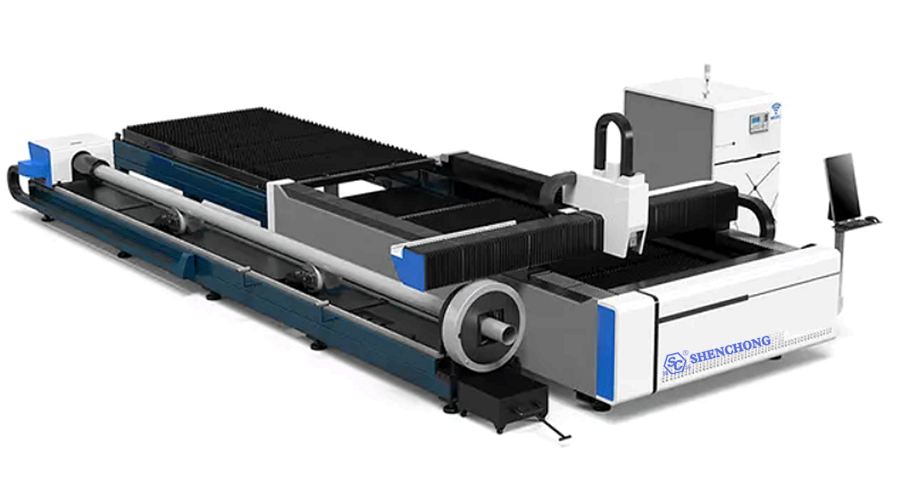
1) Système central
- Laser (principalement laser à fibre)
- Tête de coupe (mise au point automatique)
- Système CNC (par exemple, TubePro/FSCUT)
- Châssis de la machine
2) Système de mouvement et de serrage
- Mandrins avant et arrière (serrage automatique)
- Soutien de suivi (prévient l'affaissement du tube)
- Axe X/Y/Z + axe rotatif (permettant la découpe rotative du tube)
3) Systèmes auxiliaires
- Système d'eau de refroidissement
- système d'élimination de poussière
- Compresseur d'air / système de gaz (oxygène / azote / air)
- Système d'alimentation automatique (en option)
2. Les préparatifs les plus importants avant de couper des tuyaux
1) Confirmation précise des matériaux
Avant de couper les tuyaux, il convient de vérifier les points suivants :
- Matériaux : acier au carbone, acier inoxydable, alliage d'aluminium, cuivre, tuyau galvanisé, etc.
- Épaisseur de paroi : tuyau à paroi mince, tuyau à paroi standard, tuyau à paroi épaisse
- Spécifications : diamètre extérieur, diamètre intérieur, longueur, ovalité
- Types de tuyaux : tuyaux ronds, carrés, rectangulaires, elliptiques, profilés en U, tuyaux de formes spéciales
- État de surface : Présence d'huile, de rouille, de revêtement ou de film d'oxyde
Les exigences en matière de taux d'absorption laser, d'état de fusion et de projections varient selon les matériaux. Par exemple, pour l'acier inoxydable, la priorité est généralement donnée à la régularité de la coupe ; pour l'acier au carbone, l'efficacité et la maîtrise des scories sont privilégiées ; tandis que pour l'aluminium et le cuivre, la puissance, le gaz auxiliaire et la sécurité face aux réflexions sont plus déterminants.
2) Le tuyau lui-même doit être suffisamment « régulier ».
De nombreux problèmes de coupe ne sont pas dus à des problèmes d'équipement, mais plutôt à des problèmes liés au tuyau lui-même :
- Ovalité excessive des tuyaux ronds
- Erreur importante de longueur de côté dans les tuyaux carrés
- Cintrage de tuyaux
- Extrémités de tuyau irrégulières
- Protubérances de soudure évidentes
- Taches importantes d'oxyde ou d'huile en surface
Cela peut entraîner :
- Serrage instable
- erreur de détection automatique des contours
- Décalage de coupe
- Perforation anormale
- Mauvais équilibre dynamique pendant la rotation
3) Le serrage et le support doivent être fiables
Lors de la découpe de tuyaux, il est généralement nécessaire de stabiliser le tuyau à l'aide d'un mandrin, d'un support de matériau et d'un support de suivi.
Note:
- Le serrage ne doit pas être trop lâche, sinon cela provoquera des vibrations, une excentricité et une rotation asynchrone pendant la coupe.
- Le serrage ne doit pas être excessif, au risque d'endommager les tuyaux à paroi mince ou de les déformer. Les tuyaux longs doivent être suffisamment soutenus pour éviter tout affaissement au milieu.
- Lorsqu'on coupe jusqu'au bout, si le matériau restant est trop court, il a tendance à trembler et nécessite une attention particulière.
4) Les dessins et l'agencement doivent être vérifiés en premier.
De nombreuses reprises de traitements par lots sont dues à des problèmes dans la programmation initiale.
Avant de couper le tuyau, vérifiez les points suivants :
- Les dimensions indiquées sur le dessin sont-elles complètes ?
- Les positions initiales sont-elles correctes ?
- L'angle de biseau est-il correct ?
- Des espaces raisonnables sont-ils prévus au niveau des joints de raccordement ?
- Les trous de fixation, les trous de soudage et les trous de positionnement sont-ils adaptés à un assemblage ultérieur ?
Pour les tubes découpés au laser, « pouvoir découper » ne signifie pas « pouvoir assembler ». Les tolérances d’assemblage ultérieures doivent être prises en compte au préalable.
3. Procédure de fonctionnement de la machine de découpe laser de tubes (étapes standard)
1) Inspection avant démarrage
- Vérifier la pression du gaz (oxygène/azote/air)
- Vérifier la température de l'eau du refroidisseur (généralement 20–25℃)
- Vérifier l'état de la lubrification
- Fonctionnalité du mandrin à vérifier
Important:
Le laser doit être alimenté en eau avant de fonctionner.
Vérifiez l'absence de fuites d'air et d'alarmes.
2) Séquence de démarrage
- Mettez le courant principal sous tension.
- Démarrer le refroidisseur
- Démarrage du compresseur d'air/système à gaz
- Système de commande de démarrage (CNC)
- Activer le laser
Toute séquence incorrecte est strictement interdite, sous peine d'endommager le laser.
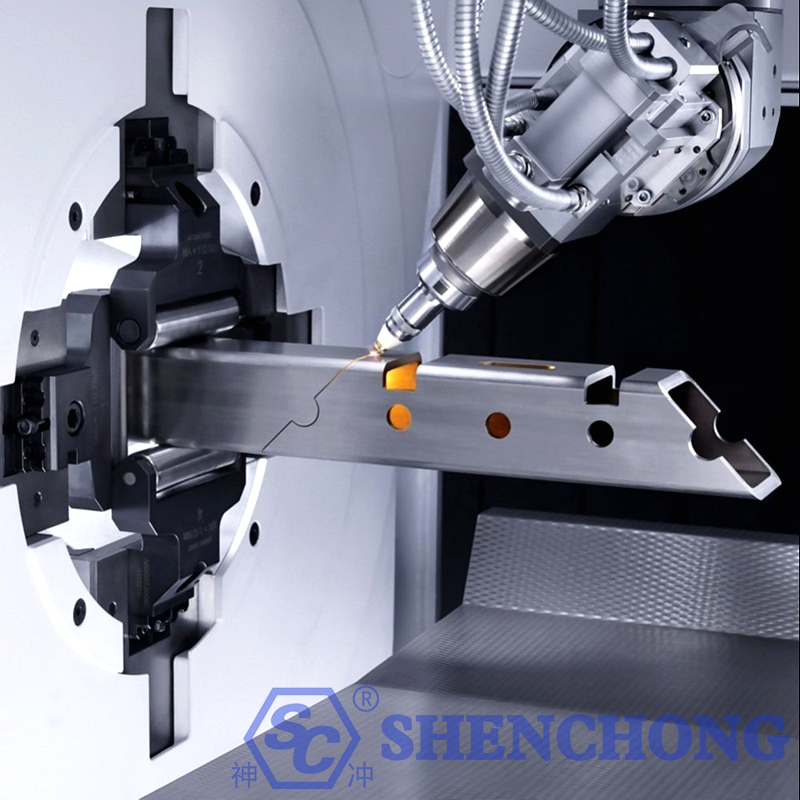
3) Chargement et positionnement
- Placez le tuyau dans le mandrin.
- Serrage automatique/manuel
- Définir le type de tuyau (rond/carré/forme irrégulière)
- Effectuer l'alignement (centrage)
Points clés :
Le tuyau ne doit pas être excessivement courbé. Les tuyaux longs doivent être munis d'un support de suivi.
4) Importation et mise en page du programme
- Importer les dessins (généralement CAO/Tekla/SolidWorks)
- Générer automatiquement les trajectoires de découpe
- Définir la séquence de coupe (réduire la déformation)
Recommandation:
- Priorisez la découpe des petits trous. → Redessinez le contour.
- Évitez les concentrations de chaleur continues
5) Paramètres (Noyau)
Paramètres communs :
- Puissance laser
- Vitesse de coupe
- Type de gaz et pression
- Position de mise au point
Exemples de paramètres (Référence) :
Matériel | Épaisseur | Gaz | Pouvoir | Caractéristiques |
Acier au carbone | 3mm | Oxygène | Moyen | Découpe rapide |
Acier inoxydable | 3mm | Azote | Haut | Sans oxydation |
Aluminium | 2 mm | Azote | Haut | Antireflet |
6) Commencez à couper
- Répétition générale pour vérifier la trajectoire
- Essai de faible puissance
- Coupe formelle
Points clés du fonctionnement de la machine de découpe laser de tubes :
- Observer l'état de Spark en temps réel
- Vérifier le jeu du mandrin
- Soyez attentif aux sons anormaux
7) Déchargement
- Relâchez le mandrin après la coupe
- Nettoyage des matériaux résiduels
- Trier et empiler les matériaux
4. Techniques clés pour la découpe de tubes au laser
1) Sélection appropriée du point focal
Le point focal influe directement sur la largeur de la saignée, l'accumulation de scories, la zone affectée thermiquement et la perpendicularité de la coupe.
En général:
Tubes à parois minces : privilégier les points focaux plus petits et les vitesses plus élevées pour réduire l’apport de chaleur.
- Tubes à parois épaisses : nécessitent une concentration d’énergie plus stable pour assurer la pénétration et l’élimination des scories.
- Acier inoxydable : On vise souvent une section transversale plus lisse et une oxydation moindre.
- Acier au carbone : On utilise couramment la coupe assistée par oxygène pour augmenter la vitesse, mais cela nécessite un contrôle des bords oxydés.
Un réglage incorrect du point de mise au point se manifeste généralement par :
- Grande ouverture supérieure, petite ouverture inférieure
- Accumulation importante de scories à l'ouverture inférieure
- Surface de coupe noircie ou jaunie
- Durée de piercing excessivement longue
- Une conicité notable dans la section transversale
Empiriquement, le point focal n'est pas une valeur fixe mais doit être ajusté dynamiquement en fonction du diamètre du tube, de l'épaisseur de la paroi, du matériau et des conditions du gaz.

2) La vitesse de coupe doit correspondre à la puissance
Trop lent :
Apport de chaleur excessif, largeur de coupe accrue, déformation du tuyau, ablation superficielle importante, accumulation accrue de scories sur le bord inférieur.
Trop rapide :
Découpe incomplète, découpe intermittente, bavures sur les bords, résidus de coupe, écart important au niveau du trou. La bonne approche consiste à ne pas rechercher aveuglément la vitesse, mais à trouver un réglage stable.
Surtout dans :
Les petits tuyaux ronds, les tuyaux en acier inoxydable à paroi mince, les angles de tuyaux de forme irrégulière et les formes complexes comportant des trous ou des rainures sont plus susceptibles de subir une dégradation localisée de la qualité en raison d'une vitesse inadaptée.
3) Le choix du gaz d'assistance est crucial
Le gaz d'assistance influe non seulement sur l'élimination des scories, mais aussi sur l'oxydation, la couleur de la saignée et la vitesse de coupe.
- Oxygène
Convient aux plaques/tubes épais en acier au carbone ; réaction exothermique, efficacité de coupe élevée, mais la saignée s'oxydera, ce qui donnera une couleur de bord plus foncée.
Avantages :
- Grande vitesse
- Convient aux aciers au carbone plus épais
- Bonne pénétration
Inconvénients :
- Oxydation importante au niveau de la coupe
- grande zone affectée par la chaleur
- Les opérations de soudage et de peinture ultérieures peuvent nécessiter un traitement de la couche d'oxyde
- Azote
Couramment utilisé pour l'acier inoxydable, les alliages d'aluminium et d'autres applications exigeant une haute qualité de coupe.
Avantages :
- Coupe lisse
- Moins d'oxydation
- Bonne qualité de surface
- Traitement ultérieur simplifié
Inconvénients :
- Exigences élevées en matière de pression et de pureté du gaz
- Coût relativement plus élevé
- La vitesse de coupe peut diminuer pour les matériaux à parois épaisses.
- Air
Convient à certaines applications peu coûteuses et peu exigeantes, ou au traitement économique de matériaux minces.
Avantages :
- Faible coût
- Grande commodité
Inconvénients :
- qualité de coupe généralement inférieure
- Oxydation importante
- Peu adapté aux pièces exigeantes
4) La méthode de perçage doit être optimisée en fonction de l'épaisseur de la paroi.
Lors de la découpe de tubes, le perçage est une étape cruciale. Un perçage de mauvaise qualité affecte directement la qualité de la découpe ultérieure.
Techniques courantes :
- Les tubes à parois minces doivent être percés rapidement afin de réduire l'accumulation de chaleur.
- Les tubes à parois épaisses doivent être percés par étapes afin d'éviter les projections de scories.
- Il convient d'éviter de percer les arêtes structurelles critiques des formes complexes.
- Les matériaux hautement réfléchissants nécessitent une attention particulière aux risques de réflexion et de rétroéclairage.
Un piercing instable peut facilement entraîner :
- Surchauffe au point de coupe initial
- Effondrement au bord du trou
- Éclaboussures de scories contaminant l'objectif
- Écart au début de la coupe
5) Planification adéquate du parcours de coupe
La planification des trajectoires est cruciale, notamment pour les pièces complexes comportant des trous, des fentes, des ouvertures, des biseaux et des extrémités assemblées.
Principes de la planification de trajectoire :
- Commencez par découper les éléments internes, puis le contour extérieur.
- Commencez par percer de petits trous, puis de grands trous.
- Découpez d'abord les zones stables, puis les zones facilement déformables.
- Les matériaux résiduels deviennent de plus en plus instables vers la fin ; le tracé doit prévoir le support des matériaux restants.
- Évitez de couper les supports en premier lieu aux points structurels faibles.
Pour les tubes carrés, rectangulaires et de forme irrégulière, il convient d'accorder une attention particulière à l'accumulation de chaleur et à la décélération aux angles lors de la planification de la trajectoire. À défaut, des perforations ou des angles excessivement arrondis peuvent se produire.
6) Ralentissez dans les virages et aux points d'inflexion
Les angles constituent l'une des zones les plus problématiques lors de la découpe de tuyaux.
Cela s'explique par le fait que lorsque la tête laser tourne :
- Changements de vitesse
- changements dans la distribution de l'énergie
- changements d'état du bain de fusion
- changements d'accélération/décélération du système mécanique
En l'absence de contrôle en virage, les problèmes courants incluent :
- Surchauffe dans les virages
- Rayon de congé excessif
- Écarts dimensionnels
- Couper en tremblant
- Accumulation de scories dans les coins
Par conséquent, des réglages appropriés doivent être effectués en fonction du dessin :
- Ralentissement en virage
- Compensation de puissance au point d'inflexion
- transition du petit filet
- Entrée/sortie d'outil optimisée
7) Traitement spécial des résidus de bout de tuyau et des matériaux de queue
De nombreux accidents de découpe de canalisations surviennent dans la dernière section de matériaux résiduels.
Les raisons sont les suivantes :
- Des tuyaux plus courts entraînent une diminution de la rigidité.
- Le centre de serrage change.
- Le matériau restant est plus léger, ce qui entraîne une inertie de rotation instable.
- Il est susceptible d'entrer en collision avec le mandrin, le support ou la tête de coupe.
Il est donc nécessaire de prévoir à l'avance :
La longueur du matériau restant ; la méthode de récupération du matériau restant ; la vitesse et la stratégie de serrage pour les dernières coupes ; et si un programme spécial pour le matériau restant est nécessaire.
8) La hauteur du support de suivi doit être correctement ajustée.
Les tuyaux longs, les tuyaux lourds et les tuyaux de grand diamètre nécessitent tout particulièrement des supports de renfort. Une hauteur de support incorrecte entraînera :
- affaissement des tuyaux
- Écart de coupe
- Faux-rond de rotation
- erreur de position du trou
- Rayures superficielles
Si le support est trop haut, il risque d'être instable. S'il est trop bas, il risque de tordre le tuyau. Idéalement, le tuyau devrait rouler ou tourner librement pendant la découpe, sans suspension ni pression importante.
5. Considérations clés pour la découpe de différents matériaux de tuyaux
1) Tuyaux ronds
Les tuyaux ronds sont les plus courants.
Points clés à prendre en compte :
- Coaxialité de rotation
- Alignement du serrage central
- Erreur d'arrondi
- Précision du positionnement lors du forage
Problèmes courants liés aux tuyaux ronds :
- Trou décalé sur la circonférence
- Non-perpendicularité de la face d'extrémité coupée
- Découpe instable au niveau des cordons de soudure
- Déformation des tuyaux de petit diamètre
2) Tuyaux carrés/rectangulaires
Points clés à prendre en compte :
- Accumulation de chaleur dans les coins
- Précision dimensionnelle des coins
- Planéité de la surface de serrage
- Pertinence de la trajectoire d'angle de la tête de coupe
Les angles des tuyaux carrés sont souvent plus sujets à la surchauffe ou à l'accumulation de scories que les bords, car la chaleur est plus concentrée aux angles et la trajectoire de coupe est plus complexe.
3) Tuyaux à parois minces
La clé pour découper des tuyaux à parois minces est « un apport de chaleur moindre ».
Remarques :
- vitesse de coupe rapide mais stable
- Plus sensible au point focal et à la pression atmosphérique
- La force de serrage ne doit pas être excessive.
- Le support ne doit pas endommager la paroi du tuyau.
- Les petits trous et les rainures étroites sont sujets à la déformation.
4) Tuyaux à parois épaisses
La clé pour découper des tuyaux à parois épaisses est de « garantir la pénétration et l'élimination des scories ».
Note:
- Une puissance et une pression de gaz suffisantes sont nécessaires.
- Un temps de perçage suffisant est nécessaire.
- La vitesse ne doit pas être aveuglément excessive.
- La protection des lentilles est primordiale.
- Le risque de reflux de scories est plus élevé.
5) Tubes en matériau hautement réfléchissant
Pour des matériaux tels que l'aluminium, le cuivre et de nombreux matériaux revêtus, veuillez noter :
- Risque de réflexion
- fenêtre de processus étroite
- Exigences élevées en matière de protection des lentilles et des têtes de coupe
- Les paramètres doivent être examinés plus attentivement.
6. Maintenance (Points clés)
Maintenance quotidienne :
- Nettoyer la lentille de la tête de coupe
- Vérifiez si la buse est endommagée.
- Nettoyer les débris de la table de travail
- Vérifier la pression de l'air et la température de l'eau
Entretien hebdomadaire :
- Vérifier la lubrification du rail de guidage
- Vérifier la précision du serrage du mandrin
- Nettoyer le dépoussiéreur
Entretien mensuel :
- Calibrer le chemin optique
- Vérifier l'état du laser
- Remplacer les filtres (gaz/eau)
Liste des pièces vulnérables :
- Buse
- lentilles de protection
- Bague d'étanchéité
- Élément de filtre
Il est recommandé de maintenir un stock de pièces de rechange.
7. Découpe laser de tubes : problèmes courants et solutions
1) Découpe incomplète
Causes :
- Puissance insuffisante
- Mise au point incorrecte
- Pression d'air insuffisante
Solutions:
- Augmenter la puissance / Diminuer la vitesse
- Se recentrer
2) Bavures importantes
Causes :
- vitesse excessive
- faible pureté du gaz
- Buse endommagée
Solutions:
- Ajuster les paramètres
- Remplacer le gaz / embout
3) Coupe noircie (acier inoxydable)
Causes :
- Utilisation de l'oxygène
- Pression d'azote insuffisante
Solutions:
- Utiliser de l'azote à haute pression
4) Vibrations des tubes
Causes :
- Soutien insuffisant
- mandrin lâche
Solutions:
- Activer le suivi
- Vérifier la force de serrage
8. Précautions de sécurité
La découpe de tubes au laser est un appareil utilisant une lumière de haute puissance, à grande vitesse, à haute intensité et à haut débit d'air ; la sécurité est primordiale.
1) Des lunettes de protection et des portes de sécurité doivent être installées.
Le laser ne doit pas être observé directement ; des mesures de protection doivent être prises conformément aux exigences de l'équipement.
2) Soyez conscient des risques de réflexion
En particulier lors de la découpe de matériaux hautement réfléchissants tels que l'aluminium, le cuivre et le laiton, la lumière réfléchie peut endommager l'équipement.
3) Prévention stricte des incendies
Des étincelles, des scories en fusion et des projections chaudes se produiront lors de la découpe des tubes.
Les éléments suivants doivent être pris sur place :
- Nettoyer les matériaux inflammables
- Équiper le matériel d'extinction d'incendie
- Surveiller l'accumulation de scories à l'extrémité de coupe
- Prévenir l'accumulation d'huile
4) Risque de pincement mécanique
Le mandrin, le support et le mécanisme d'alimentation présentent tous un risque de pincement. L'alimentation électrique doit être impérativement coupée ou les opérations effectuées conformément à la réglementation lors du réglage de la machine et du changement de matériaux.
5) Sécurité des gaz à haute pression
Les bouteilles de gaz, les canalisations et les vannes de réduction de pression doivent être inspectées régulièrement afin de prévenir les fuites et les emballements de pression.
9. Résumé
Dans le traitement traditionnel des tubes, de multiples opérations telles que le sciage, le poinçonnage et le perçage sont effectuées séparément, ce qui entraîne une faible efficacité, une précision inconstante et une forte dépendance à l'égard de l'expérience manuelle.
Face aux exigences actuelles de production en matière de haute précision, de rapidité de livraison et de flexibilité, les équipements traditionnels ne peuvent plus soutenir le développement à grande échelle et standardisé des entreprises.
Les machines de découpe laser de tubes intègrent une technologie laser à fibre haute performance à des systèmes CNC intelligents, permettant un traitement automatisé intégré du chargement, du positionnement, de la découpe au déchargement.
Machine de découpe de tuyaux au laser Procédure opérationnelle :
Inspection → Démarrage → Serrage → Réglage des paramètres → Essai de coupe → Coupe directe → Arrêt
Découpe laser de tubes Points clés d'utilisation :
- Refroidir avant le laser (protéger le laser)
- Serrage du mandrin + alignement concentrique (garantir la précision)
- Adapter les paramètres aux matériaux (puissance/vitesse/gaz)
- Un essai de découpe est obligatoire (pour éviter les rebuts de lot).
- Ne laissez pas l'opérateur sans surveillance pendant la découpe (prévention des accidents).
- Respectez la procédure d'arrêt correcte (prolongez la durée de vie de la machine).




