SC SHENCHONG dostarcza jeden zestaw WDK 200 ton 3200 mm hybrydowa prasa krawędziowa serwo do Arabii Saudyjskiej.
Ze względu na panujące upały, klienci w Arabii Saudyjskiej zawsze chętnie wybierają nasze hybrydowe serwoprasy krawędziowe serii WDK. Zaletą tej serii jest to, że temperatura oleju w maszynie nie wzrasta w trakcie pracy, co zapewnia jej stabilną pracę.
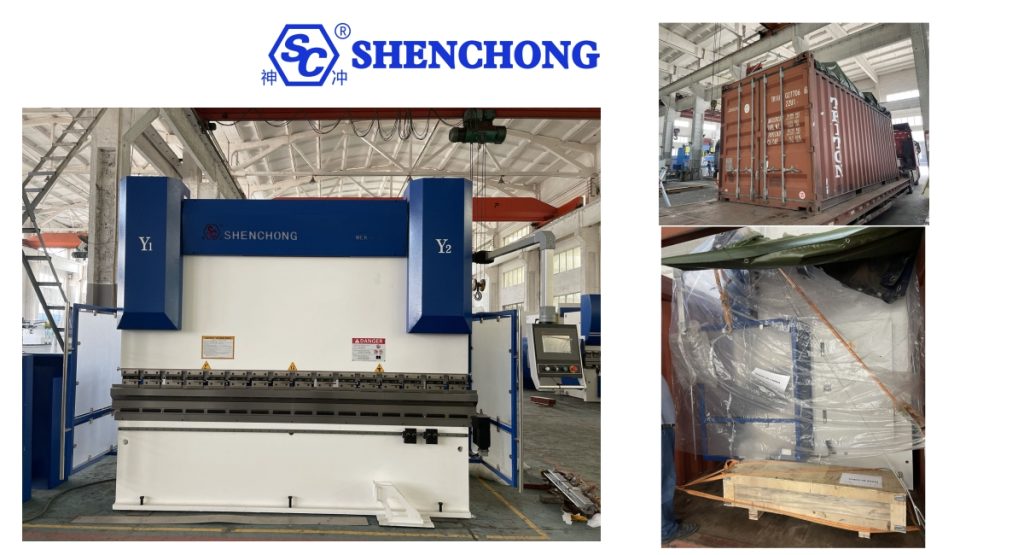
Szczegóły maszyny - hybrydowa prasa krawędziowa z serwomotorem do Arabii Saudyjskiej
TYP | WDK-200/3200(ESA S640) | ||
SR.NO. | PRZEDMIOT | JEDNOSTKA | SPECYFIKACJA |
1 | Ciśnienie nominalne | kN | 2000 |
2 | Długość tabeli | mm | 3200 |
3 | Odległość między obudowami | mm | 2660 |
4 | Głębokość gardła | mm | 400 |
5 | Udar | mm | 200 |
6 | Prędkość podejścia | mm/s | 180 |
7 | Prędkość powrotu | mm/s | 180 |
8 | Prędkość robocza | mm/s | 10 |
9 | Oś (6+1) |
| Y1, Y2, X, R, Z1, Z2+V |
10 | Tolerancja równoległości Y1, Y2 | mm | ±0,01 |
11 | Dowolna precyzja pozycjonowania osi X | mm | ±0,025 |
12 | Precyzja powtarzania pozycjonowania osi X | mm | ±0,015 |
13 | Prędkość osi X | mm/s | 0-500 |
14 | Odległość pozycjonowania osi X | mm | 5-1000 |
15 | Precyzja powtarzania pozycjonowania osi R | mm | ±0,02 |
16 | Prędkość osi R | mm/s | 0-500 |
17 | Odległość pozycjonowania osi R | mm | 200 |
18 | Precyzja powtarzalnego pozycjonowania osi Z1, Z2 | mm | ±0,05 |
19 | Prędkość osi Z1, Z2 | mm/s | 0-500 |
20 | Odległość ruchu osi Z1, Z2 | mm | 2000 |
21 | Wysokość otwarta | mm | 470 |
22 | Silnik serwo osi X | kw | 0.75 |
23 | Silnik serwo osi R, (Z1,Z2) | kw | 1, (0.4×2) |
24 | Silnik główny | kw | 8×2 |
25 | Pojemność zbiornika oleju | L | 80*2 |
26 | Wymiary całkowite (dł.*szer.*wys.) | mm | 3760x1880x2670 |
27 | Waga | T | 10.7 |
SR.NO. | PRZEDMIOT | KONFIGURACJA |
1 | System sterowania | ESA s640 (Włochy) |
2 | Układ sterowania hydraulicznego | REXROTH (Niemcy) |
3 | Okucie | EMB (Niemcy) |
4 | Pompa zębata wysokociśnieniowa | ECKERLE (Niemcy) |
5 | Magnetyczna linijka poręczowa | ELGO (Niemcy) |
6 | Pierścień uszczelniający | SKF (Szwecja) |
7 | Górny stempel i dolna matryca | SHENCHONG |
8 | System tylnego zderzaka | SHENCHONG |
9 | Cylinder olejowy | SHENCHONG |
10 | Prowadnica toczna do dużych obciążeń | SZANGHAJ |
11 | Silnik główny | Silnik serwo STARS |
12 | Pojedynczy/dwubiegunowy przełącznik powietrza | Schneider |
13 | Stycznik prądu przemiennego, przekaźnik termiczny | Schneider |
14 | Wyłącznik automatyczny, przycisk | Schneider |
15 | Przekaźnik miniaturowy | Schneider |
16 | Prowadnica liniowa, śruba kulowa | SHAC (Tajwan) |
17 | Silnik serwo tylnego zderzaka | DETAL (Tajwan) |
18 | Ochrona bezpieczeństwa (osłona boczna i tylna) | SHENCHONG |
Aby sprostać wymaganiom klientów w zakresie gięcia, firma SHENCHONG wprowadza na rynek hybrydową serwoprasę krawędziową CNC WDK Serie, która zapewnia jeszcze więcej korzyści pod względem szybkości gięcia, oszczędności energii i środowiska pracy.
Prasa krawędziowa serii WDK jest wyposażona w graficzny sterownik CNC z ekranem dotykowym i jest dostępna w wersji 6-osiowej z 4-osiowym zderzakiem tylnym. Seria WDK jest przeznaczona dla klientów poszukujących lepszego doświadczenia w obsłudze i celów produkcji ekologicznej.
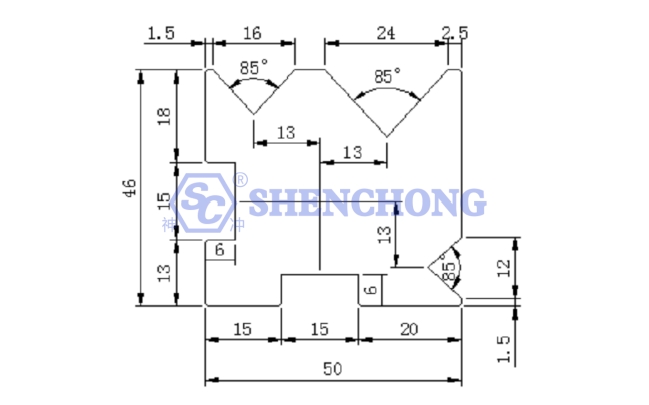
Propozycja klienta dotycząca gięcia elementów obrabianych
Klient z Arabii Saudyjskiej potrzebuje specjalnych elementów do gięcia, które należy wyginać na specjalnie zaprojektowanych prasach krawędziowych.
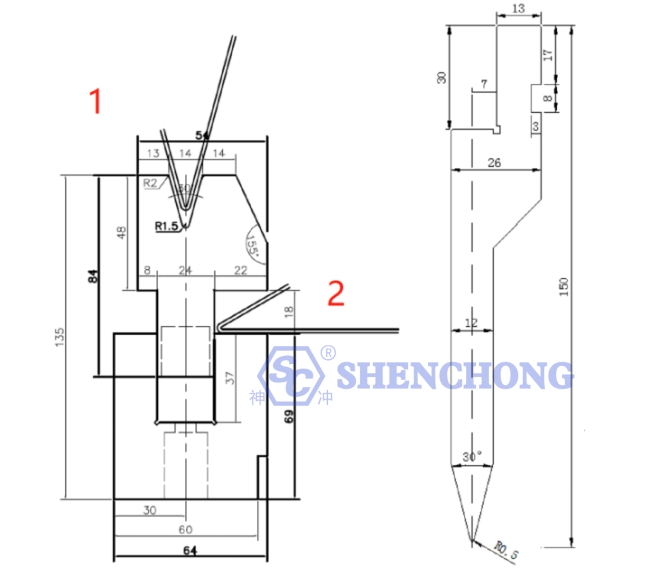
Obrabiarki - stempel górny i matryce dolne
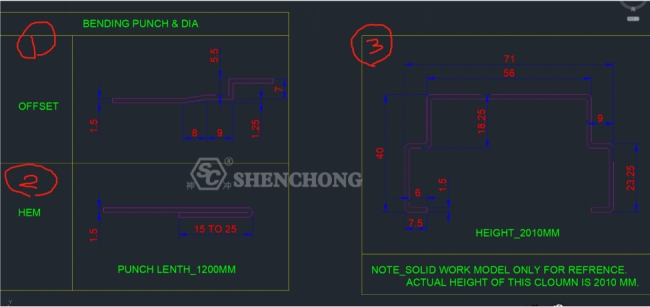
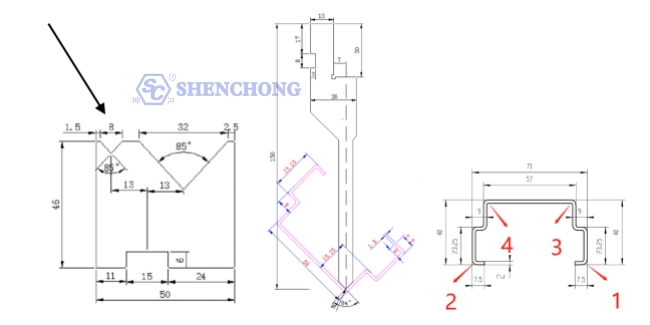
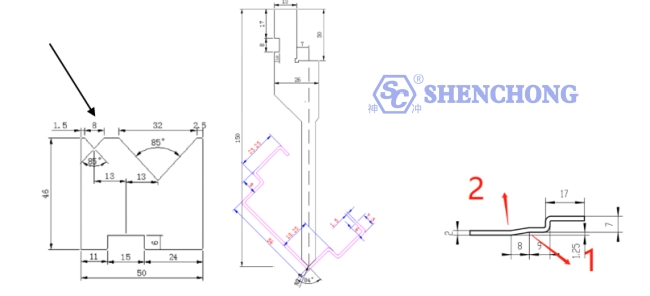
a) Aby wygiąć przedmiot obrabiany nr 2: wybierz górny stempel i dolną matrycę (1200 mm, 42CrMo). Narzędzia do prasy krawędziowej umożliwiają gięcie blach o grubości 1,2–2 mm. Krok 1: użyj rowka V14 do gięcia blachy, jak w punkcie „1”, a następnie zagnij kąt, jak w punkcie „2”.
b) Do gięcia przedmiotu obrabianego nr 1 i nr 3 (grubość od 1,2 mm do 1,5 mm), należy wybrać poniżej górny stempel i dolną matrycę (2500 mm, 42CrMo), zastosować rowek V8.
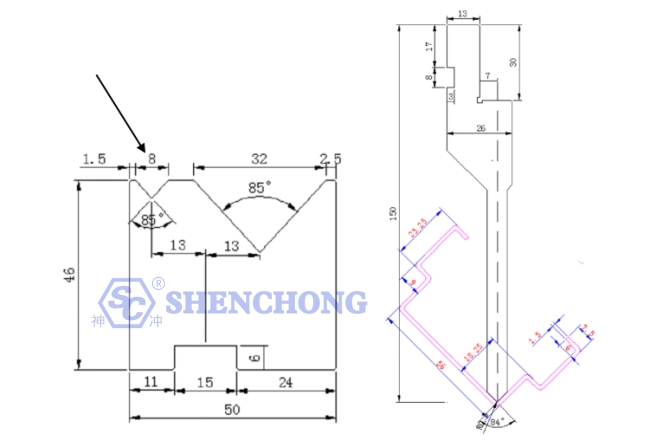
c) Aby wygiąć przedmiot obrabiany nr 3 (grubość 2 mm), krok 1. Wybierz poniższe narzędzie formujące (2200 mm, 55SiCr), aby wygiąć część, jak pokazano poniżej:

Krok 2: zmień narzędzie prasy krawędziowej b), użyj rowka V8 do gięcia pod innymi kątami.
d) Aby wygiąć obrabiany przedmiot nr 1 o grubość 2 mm, w kroku 1 wybierz poniższe narzędzie formujące (1200 mm, 55SiCr), aby wygiąć część tak, jak pokazuję:
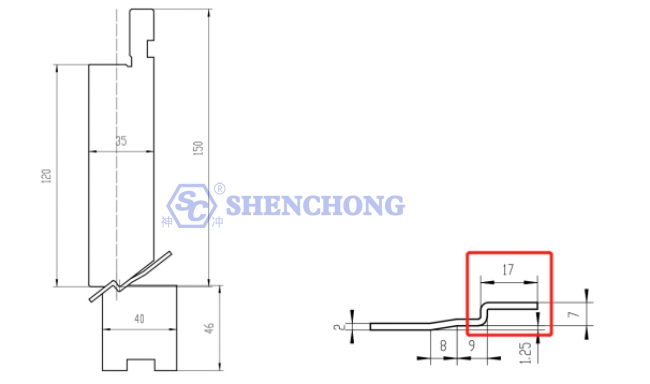
Krok 2:
Zmiana b) narzędzia prasy krawędziowej, aby zgiąć inne części:
e) Do gięcia blach o normalnym kształcie i grubości 1,5 mm, 2 mm, 3 mm można wykorzystać dolną matrycę i górny stempel pokazane w punkcie b) (3200 mm, 42CrMo).
f) Wszystkie powyższe dolne matryce muszą zostać ustawione na dolnym wsporniku matrycy poniżej, patrz poniższy schemat.