
Spis treści
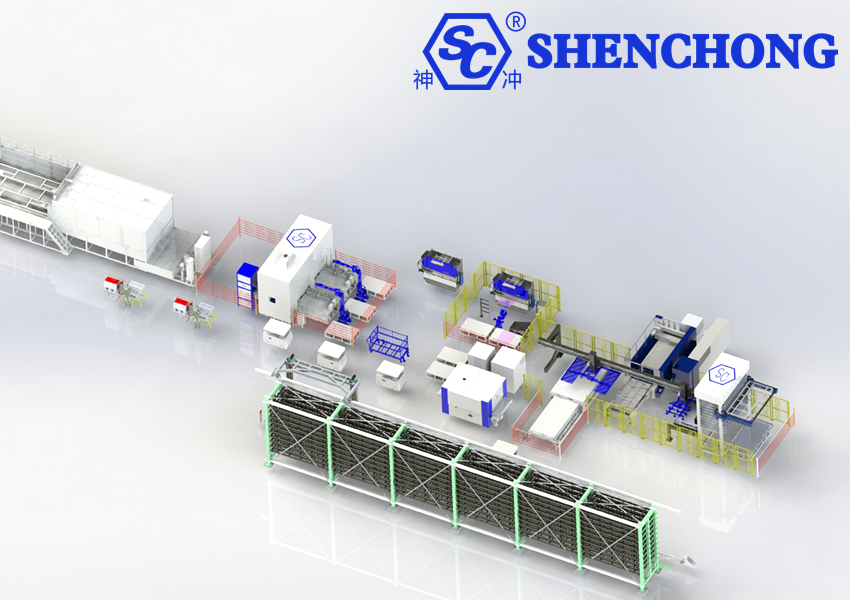
Automatyczny, łączony system składowania blachy w rzędach łączy równolegle wiele zestawów (rzędów) trójwymiarowych regałów na blachę. Dzięki ujednoliconemu, zautomatyzowanemu systemowi obsługi i sterowania, umożliwia scentralizowane i wydajne składowanie i pobieranie blachy. W porównaniu z systemami jednorzędowymi, jest on bardziej odpowiedni dla fabryk blach o szerokiej gamie produktów, częstym zużyciu materiałów i wielu liniach produkcyjnych.
1. Definicja zautomatyzowanego systemu magazynowania blachy w rzędach łączonych
System składowania blach w układzie rzędowym to zautomatyzowane rozwiązanie magazynowe wykorzystujące dwa lub więcej rzędów trójwymiarowych regałów na blachę, ustawionych obok siebie (tandem), zarządzanych przez jeden zautomatyzowany system obsługi i sterowania. System ten umożliwia scentralizowane, gęste składowanie blachy, zautomatyzowany załadunek i rozładunek oraz szybką wysyłkę do urządzeń przetwórczych.
Jego główne cechy obejmują:
- Wiele rzędów regałów korzysta ze wspólnych przejść i urządzeń
- Ujednolicone zarządzanie informacjami i harmonogramowanie
- Możliwość jednoczesnego zasilania wielu linii produkcyjnych.
2. Elementy automatycznego systemu magazynowania blachy w rzędach łączonych
System składowania blachy w rzędach łączonych można podzielić na cztery główne moduły: konstrukcję magazynową, system obsługi, system sterowania i zabezpieczenia. Każdy moduł zawiera kilka kluczowych komponentów:
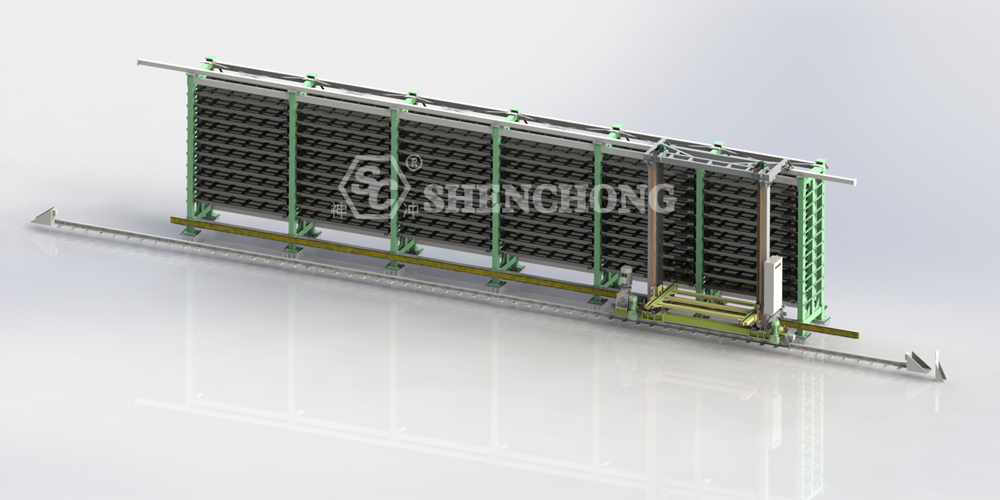
1) Struktura pamięci masowej
Półka wielorzędowa:
- Ułożone w dwóch lub więcej rzędach, w konfiguracji prostej lub tyłem do siebie.
- Wielowarstwowe półki, na których można składować całe pakiety blachy (np. 3000 x 1500 mm, 4000 x 2000 mm).
- Konstrukcja stalowa o wysokiej wytrzymałości, odporna na duże obciążenia i odkształcenia.
Jednostka paletowa:
- Specjalistyczne stalowe palety do transportu blachy, przeznaczone do zautomatyzowanego transportu i składowania.
- Kompatybilny z blachami o różnej grubości i wykonanymi z różnych materiałów.
Przejścia i konstrukcja wsporcza:
- Pomiędzy rzędami znajdują się korytarze transportowe lub korytarze centralne przeznaczone do zautomatyzowanego sprzętu do obsługi ładunków.
2) Zautomatyzowany system obsługi
Wózek transportowy/bramowy:
- Pracuje między regałami zbiornikowymi lub przed nimi, podnosząc i umieszczając palety.
- Wspomaga ruchy boczne, podłużne i pionowe.
Urządzenie podnoszące:
- Umożliwia załadunek i rozładunek arkuszy pomiędzy półkami.
Ramię teleskopowe/Przyssawka próżniowa:
- Sięganie do półek w celu podniesienia lub umieszczenia palet.
- Przyssawki nadają się do ochrony powierzchni arkuszy przed zarysowaniami.
Jednostka transportowo-dokująca:
- Dostarcza arkusze na platformę załadowczą urządzeń, takich jak przecinarki laserowe i prasy krawędziowe.
3) System kontroli i zarządzania informacją
Szafa sterownicza PLC:
- Steruje ruchem urządzeń przeładunkowych, mechanizmów podnoszących i urządzeń transportowych.
System zarządzania magazynem WMS:
- Zarządza zapasami, rejestruje informacje przychodzące i wychodzące oraz generuje instrukcje dotyczące zadań.
Interfejs MES/ERP:
- Współpracuje z systemem zarządzania produkcją, umożliwiając automatyczną obsługę materiałów zgodnie z planami produkcyjnymi.
Terminal operacyjny HMI:
- Interfejs człowiek-maszyna umożliwiający operatorom ręczne lub automatyczne wykonywanie zadań przychodzących i wychodzących.
4) System bezpieczeństwa i kontroli
- Czujnik fotoelektryczny: wykrywa obecność palet na półkach, zapobiegając ich nieprawidłowej obsłudze.
- Wykrywanie ciężaru: Zapobiega pracy przeciążonego sprzętu.
- Urządzenie antykolizyjne: Zapobiega kolizjom między sprzętem transportowym a ludźmi lub przedmiotami podczas pracy. Drzwi bezpieczeństwa i przycisk zatrzymania awaryjnego: Zapewniają bezpieczeństwo personelu podczas konserwacji.
- Monitorowanie środowiska (opcjonalnie): Monitoruje temperaturę, wilgotność, dym i inne czynniki, aby zapobiec wpływowi czynników środowiskowych na jakość panelu.
3. Zasada działania wielowarstwowego systemu magazynowania blachy
Zasadę działania zautomatyzowanego systemu składowania blach w rzędach można opisać jako „centralne składowanie wielorzędowe + ujednolicone kanały obsługi + inteligentne sterowanie harmonogramem”. Automatyczne urządzenia do obsługi działają pomiędzy wieloma rzędami regałów trójwymiarowych, umożliwiając zautomatyzowane przychodzenie, wychodzenie i skoordynowane podawanie arkuszy w wielu rzędach.
1) Proces przychodzący
Arkusze docierają do lokalizacji wejściowej:
- Wózek widłowy, platforma załadowcza lub przenośnik taśmowy dostarcza cały pakiet arkuszy do stanowiska roboczego.
Wprowadzanie informacji:
- Materiał arkusza, grubość, specyfikacja, partia i inne informacje są skanowane lub wprowadzane ręcznie.
Zautomatyzowany ruch przychodzący:
- Wózek transportowy/dźwig przemieszcza się z centralnego przejścia do miejsca przyjęcia i chwyta paletę.
- Następnie paleta podnosi się na wyznaczony poziom, a teleskopowe ramię/przyssawka wsuwa ją do wyznaczonej wnęki.
2) Zarządzanie magazynem
Przydział lokalizacji:
- System WMS automatycznie przydziela stanowiska na podstawie rodzaju i grubości arkusza oraz częstotliwości użytkowania.
Monitorowanie zapasów:
- Status każdej zatoki (pusta/pełna, informacje arkuszowe) jest na bieżąco aktualizowany w bazie danych systemu.
Zoptymalizowane rozmieszczenie:
- Często używane arkusze umieszczane są w pobliżu półki z dokumentami wychodzącymi lub na niższych poziomach, aby skrócić czas ich pobierania.
3) Proces wychodzący
Wydanie zadania produkcyjnego:
- System MES/ERP przesyła informacje o zapotrzebowaniu na arkusze do systemu magazynowego.
Sprzęt do obsługi harmonogramowania systemu:
- Automatycznie oblicza optymalną trasę i ustala kolejność pobierania arkuszy.
Arkusz wychodzący:
Urządzenie przeładunkowe podjeżdża do półki docelowej → podnosi i opuszcza do odpowiedniego poziomu → chwyta paletę → dostarcza ją na platformę załadunkową lub do wyjścia urządzenia przetwórczego.
Współpraca wielowierszowa:
- Urządzenia do transportu bliskiego mogą przełączać się między wieloma rzędami półek w celu pobierania materiałów, co pozwala na wykonywanie wielu zadań jednocześnie.
4) Logika sterowania rdzeniem
- Centralne sterowanie: wiele rzędów półek korzysta z jednego systemu obsługi i sterowania, co obniża koszty inwestycji.
- Inteligentne planowanie: system optymalizuje trasy na podstawie priorytetu zadań, odległości między półkami i stanu operacyjnego sprzętu.
- Śledzenie informacji: Każde wejście, wyjście i transfer są rejestrowane w celu zapobiegania istotnym błędom i pominięciom.
4. Zalety zautomatyzowanego systemu składowania blachy w rzędach
Zalety kombinowanego systemu składowania blachy w rzędach leżą przede wszystkim w wykorzystaniu przestrzeni, wydajności, elastyczności i możliwościach zarządzania.
Oto podstawowe, wspólne zalety:
1) Wysokie wykorzystanie przestrzeni
- Układ rzędowy pozwala na ustawienie obok siebie wielu regałów pionowych, dzielenie się szynami i sprzętem do obsługi, co zmniejsza zajętość przejść.
- Arkusze blachy są składowane pionowo w stosach, co pozwala na trójwymiarowe składowanie i zwiększenie gęstości składowania o 3–5 razy w porównaniu z tradycyjnym składowaniem na podłodze.
2) Poprawa wydajności przechowywania i pobierania
- Zautomatyzowane urządzenia podnoszące i transportujące poziomo szybko dostarczają tace docelowe do punktu dostępu.
- Układ wielorzędowy umożliwia wykonywanie wielu zadań równolegle, co skraca czas oczekiwania.
- Bezproblemowa integracja z urządzeniami do obróbki CNC (maszyny do cięcia laserowego, prasy krawędziowe itp.), wspomagające zautomatyzowany załadunek i rozładunek, oszczędzając czas ręcznej obsługi.
3) Elastyczne zarządzanie
- Umożliwia mieszane przechowywanie arkuszy o różnych rozmiarach, grubościach i materiałach, zarządzane strefowo przy użyciu tac lub palet.
- System jest skalowalny, co pozwala na dodawanie kolejnych modułów do istniejącego systemu w miarę zmian zapotrzebowania na moce produkcyjne.
4) Bezpieczeństwo i ochrona
- Zautomatyzowana obsługa ogranicza bezpośredni kontakt z grubą blachą, obniżając ryzyko wystąpienia urazów związanych z pracą.
- System wyposażony jest w funkcje zapobiegające przewróceniu się, zapobiegające kolizjom i wykrywające położenie, aby zagwarantować bezpieczeństwo sprzętu i personelu.
5) Inteligencja i wizualizacja
- Wyposażone w system zarządzania magazynem (WMS) urządzenie pozwala na aktualizację stanu zapasów blach w czasie rzeczywistym, śledzenie partii i alerty dotyczące zapasów.
- Połączenie z systemami ERP/MES usprawnia planowanie produkcji i zarządzanie magazynem.
- Opcjonalne technologie rozpoznawania kodów kreskowych i RFID umożliwiają automatyczną identyfikację informacji o arkuszach blachy.
6) Niższe koszty operacyjne
- Zmniejsza koszty pracy i obsługi wózków widłowych, redukując ilość odpadów blachy.
- Poprawa efektywności zintegrowanego magazynowania i produkcji, skrócenie cykli produkcyjnych i obniżenie ogólnych kosztów produkcji.
5. Podsumowanie
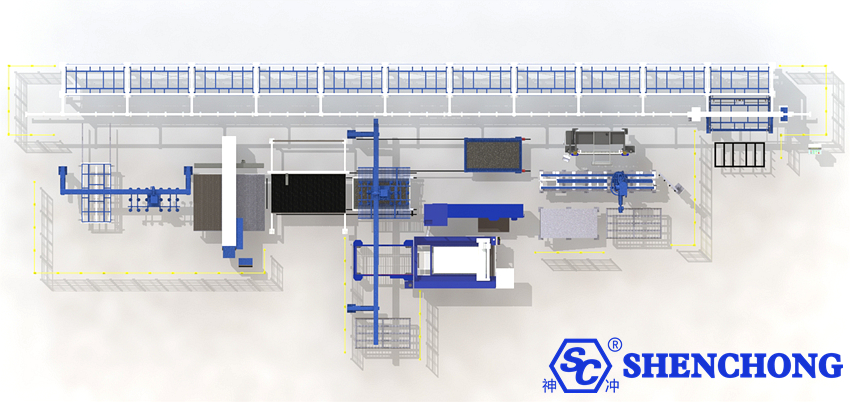
Połączony system składowania blachy w rzędach = regały trójwymiarowe wielorzędowe + automatyczny mechanizm obsługi + scentralizowany system sterowania
„Połączony rząd” oznacza, że wiele rzędów regałów korzysta z tego samego toru, systemu sterowania i mechanizmu obsługi. System ten umożliwia wielorzędowe, wielowarstwowe składowanie blach o wysokiej gęstości i może bezpośrednio współpracować z wieloma urządzeniami przetwórczymi.
Główne elementy wielorzędowego zautomatyzowanego systemu składowania blach to:
Regały wielorzędowe trójwymiarowe (składowanie) + urządzenia do automatycznego transportu bliskiego (pick-and-place) + system sterowania informacją (harmonogramowanie) + system zabezpieczeń (zabezpieczenie operacyjne).
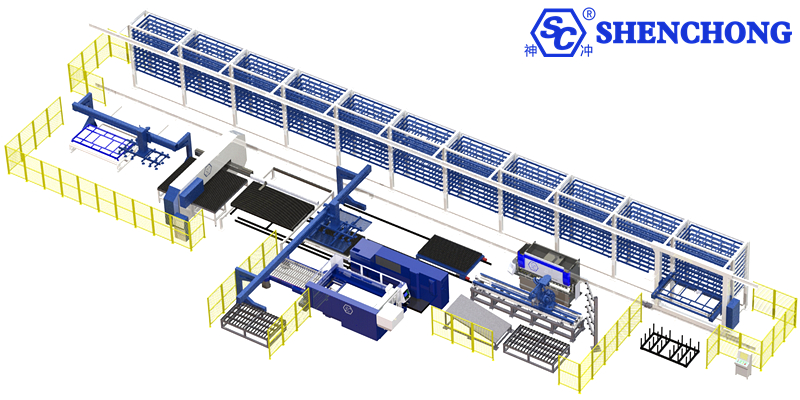
Automatyczny, łączony system składowania blachy w rzędach działa na zasadzie współdzielenia kanałów obsługowych i zunifikowanego systemu sterowania, umożliwiając działanie wielu rzędów regałów jak jednego magazynu, co pozwala na uzyskanie dużej gęstości składowania i wydajnego pobierania blachy.
Zalety kombinowanego systemu składowania blachy w rzędach
- Wysoka gęstość: Wiele rzędów i wiele warstw zwiększa pojemność magazynową na jednostkę powierzchni od 3 do 6 razy.
- Interakcja wielu urządzeń: Możliwość jednoczesnego zasilania wielu linii produkcyjnych.
- Wysoka wydajność: Pojedynczy mechanizm obsługi może obsługiwać wiele rzędów regałów, co pozwala zaoszczędzić na inwestycjach w sprzęt.
- Informacje: Stan zapasów jest monitorowany na bieżąco, a przyjmowane i wydawane towary są automatycznie rejestrowane.
- Elastyczny układ: Możliwość ustawienia w prostym rzędzie, tyłem do siebie lub w konfiguracji „w kształcie litery U” wokół linii produkcyjnej.




