
Spis treści
Poprawa dokładności cięcia metalu polega w zasadzie na systematycznej optymalizacji „dokładności sprzętu + parametrów procesu + stanu materiału + kontroli operacji + czynników środowiskowych”.
1. Ulepszanie precyzji urządzeń do cięcia metalu (fundament główny)
1) Jakość i stan ostrza
Kluczowe czynniki: jakość powierzchni tnącej, wysokość zadzioru, dokładność wymiarowa
- Wybierz wysokiej jakości materiały na ostrza (np. Cr12MoV, SKD11)
- Kontrola twardości: HRC 58–62 (zbyt niska twardość powoduje zużycie, zbyt wysoka – odpryskiwanie)
- Prostość krawędzi ≤ 0,01 mm/m
- Regularne ostrzenie (zalecana objętość ścinania 100 000 cykli lub dostosowana do materiału)
Cel optymalizacji dokładności cięcia metalu:
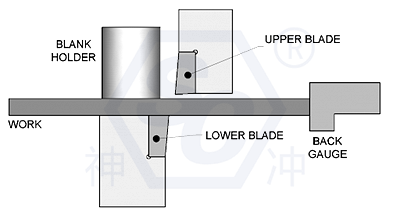
- Równoległość łopatki górnej i dolnej
- Ostrość krawędzi (Tępe ostrza zabijają precyzję)
2) Prześwit ostrza (jeden z najważniejszych parametrów)
Luz bezpośrednio określa: Jakość powierzchni + Dokładność wymiarowa + Zadziory
Zalecane wartości empiryczne (na podstawie stosunku grubości płyty):
- Stal niskowęglowa: 5%–8% t
- Stal nierdzewna: 6%–10% t
- Płyta aluminiowa: 3%–6% t
Przykład:
- Stal węglowa 2 mm → Luz około 0,1–0,16 mm
- Konsekwencje niewłaściwego zezwolenia:
- Zbyt duży → Duże zadziory, odchylenia wymiarowe
- Niewystarczający rozmiar → Szybkie zużycie ostrza, zapadnięcie się narożników, odkształcenie
Zalecenia:
- Użyj regulowanej konstrukcji prześwitu (elektrycznej lub CNC)
- Utwórz parametry bazy danych dla różnych materiałów
3) Sztywność ramy i precyzja prowadnicy
Wpływ: Czy podczas procesu ścinania występuje „ścinanie deformacyjne”
- Spawanie ramy wymaga całkowitego wyżarzania
- Prawidłowo wyreguluj prześwit prowadnicy (unikaj kołysania)
- Prostoliniowość ruchu suwaka ≤ 0,02 mm
Rozwiązania najwyższej klasy:
- Zamknięta konstrukcja ramy (większa odporność na odkształcenia)
- Prowadnice rolkowe lub prowadnice suwakowe o wysokiej precyzji
4) Stabilność układu ciśnieniowego
Funkcja: Zapobiega przesuwaniu się blachy podczas cięcia
- Siła nacisku powinna być równomiernie rozłożona
- Prawidłowy odstęp między stopkami dociskowymi (unikanie lokalnego odkształcania)
- Wyposażone w podkładki zapobiegające wgnieceniom (aluminium/stal nierdzewna)
Sugestie dotyczące aktualizacji:
- Układ synchronicznego ciśnienia pneumatyczno-hydraulicznego
- Regulowana siła nacisku
5) Precyzja układu tylnego zderzaka
Główny system określający dokładność wymiarową ścinania
Dokładność pozycjonowania: ±0,05 mm (w przypadku najwyższej klasy może osiągnąć ±0,02 mm) (mm) Powtarzalność ma większe znaczenie
Najważniejsze punkty:
- Śruba pociągowa (najlepiej kulowa)
- Dokładność prowadnicy liniowej
- Reakcja układu serwomechanizmu
Zalecenia:
- Użyj serwonapędu (zamiast silnika krokowego)
- Dodaj sprzężenie zwrotne linijki kratowej (sterowanie w pętli zamkniętej)
2. Optymalizacja parametrów procesu (określa wynik końcowy)
1) Kąt ścinania
Uderzenie: siła ścinająca i odkształcenie blachy
- Mały kąt → Wysoka precyzja, ale duże obciążenie
- Duży kąt → Małe obciążenie, ale podatność na odkształcenia
Zalecenie:
- Precyzyjne cięcie → Mały kąt (0,5°–1°)
- Grube płyty → Nieco większy kąt (1°–3°)
2) Prędkość ścinania
- Zbyt duża prędkość → Zwiększone wibracje → Zmniejszona precyzja
- Zbyt mała prędkość → Niska wydajność
Optymalizacja:
- Wysoka prędkość dla cienkich płyt
- Niska prędkość do stabilnego ścinania grubych płyt
3) Kontrola pozycji cięcia
- Stabilny punkt początkowego kontaktu ostrza
- Unikaj ścinania uderzeniowego
Modele najwyższej klasy:
Użyj zaworu proporcjonalnego do kontrolowania prędkości cięcia
3. Kontrola czynnika materiałowego (często pomijana)
1) Naprężenia wewnętrzne materiału
Problemy:
Deformacja po ścinaniu, niestabilność wymiarowa
Rozwiązania:
Wybierz materiał arkuszowy łagodzący stres
Lub wykonaj wstępną obróbkę (wyrównywanie)
2) Płaskość arkusza
Nierówności → Błąd pozycjonowania
Faliste krawędzie → Niedokładne wymiary
Wsparcie:
Niwelator precyzyjny (Zdecydowanie polecany)
3) Różnice w twardości materiałów
Różne materiały o tych samych parametrach dają znacząco różne wyniki
Zalecenie:
Utwórz bazę danych materiałów (materiał-grubość-odstęp-kąt)
4. Zarządzanie operacyjne i procesowe
1) Optymalizacja metody pozycjonowania
Wskaźnik przedni kontra wskaźnik tylny
Duże materiały arkuszowe wymagają dodatkowego wsparcia
Zalecenie:
Użyj przedniego systemu wspomagającego podawanie
Zapobiegaj zwisaniu materiału arkuszowego
2) Spójność operacyjna
Głównym źródłem wahań dokładności jest błąd ludzki
Rozwiązanie:
Standardowe Procedury Operacyjne (SOP)
Zautomatyzowany system pozycjonowania
3) Strategia strzyżenia wieloostrzowego
W przypadku wymagań wysokiej precyzji:
Cięcie zgrubne + cięcie precyzyjne
5. Automatyzacja i inteligentne ulepszenia (rozwiązania high-end)
- Optymalizacja systemu CNC: automatyczne przywoływanie bazy danych parametrów; system rozpoznawania materiałów (wysokiej klasy)
- Automatyczny system regulacji szczeliny: automatyczna regulacja na podstawie grubości płyty
- Kontrola wizyjna/czujnikowa: monitorowanie wymiarów ścinania w czasie rzeczywistym
- Produkcja w linii produkcyjnej (zalecana): cięcie laserowe → poziomowanie → cięcie → gięcie
6. Czynniki środowiskowe i zewnętrzne
– Wpływ temperatury: rozszerzalność cieplna i kurczliwość wpływają cięcie metalu dokładność (szczególnie w przypadku długich płyt)
Zalecenie:
Warsztaty o stałej temperaturze (scenariusze o wysokiej precyzji)
– Wibracje: Niestabilny fundament → Zmniejszona dokładność
Zalecenie: Fundament niezależny; Podkładki tłumiące drgania
7. Priorytet w zakresie poprawy dokładności cięcia metalu (zalecenia praktyczne)
Jeśli chcesz szybko poprawić precyzję (minimalna inwestycja → maksymalny efekt):
Pierwszy priorytet (natychmiastowe rezultaty):
- Dostosuj szczelinę ostrza
- Wymień/naostrz ostrza
- Kalibracja tylnego ogranicznika
Drugi priorytet (stabilna poprawa):
- Zoptymalizuj system zaciskania
- Dostosuj kąt ścinania
- Poziomowanie materiału
Trzeci priorytet (modernizacja do wersji high-end):
- System tylnego ogranicznika serwomechanizmu
- Automatyczna kontrola szczeliny
- Inteligentna baza danych
W produkcji wysokiej klasy cięcie nie jest już tylko podstawowym procesem „cięcia materiałów”, ale pierwszą krytyczną przeszkodą decydującą o późniejszej dokładności gięcia, jakości spawania i spójności montażu.
8. Podsumowanie
Aby poprawić metal dokładność strzyżenia, skup się na tych 5 kluczowych punktach:
- Prześwit ostrza (najważniejszy)
- Dokładność tylnego zderzaka (zapewnienie wymiarów)
- Sztywność sprzętu (stabilny fundament)
- Parametry prasowania i ścinania (kontrola procesu)
- Stan materiału arkuszowego (kontrola źródła)
Tradycyjne strzyżenie wiąże się z następującymi problemami:
- Niespójne błędy wymiarowe
- Duże zadziory i słaba jakość przekroju poprzecznego
- Deformacja arkusza wpływająca na późniejsze procesy
- Duże uzależnienie od pracy ręcznej, skutkujące niską spójnością partii.
SHENCHONG wyznacza nowe standardy strzyżenia: nie tylko „cięcie”, ale cięcie dokładne, stabilne i kontrolowane.
Różnica między maszyną „wykwalifikowaną” a „wysokiej klasy” leży w precyzyjnej maszynie do strzyżenia.
✔ Stabilna i kontrolowana dokładność wymiarowa
✔ Gładki przekrój poprzeczny z mniejszymi zadziorami
✔ Znacznie poprawiona dokładność późniejszego gięcia
✔ Znacznie poprawiona spójność produkcji partiowej
✔ Mniejsze poleganie na pracy ręcznej, zwiększona wydajność
SC Wysokoprecyzyjne maszyny do cięcia blach CNC widealnie nadaje się do:
- Precyzyjna obróbka blachy
- Produkcja szaf elektrycznych
- Produkty ze stali nierdzewnej
- Części samochodowe
- Produkcja sprzętu wysokiej klasy




