Spis treści
Gięcie blach (czasami nazywane wywijaniem blach) jest jedną z najważniejszych i najszerzej stosowanych technik w produkcji blach.
Gięcie blachy umożliwia producentom przekształcenie prostego elementu blachy w element kątowy, co jest bardziej opłacalne niż spawanie lub łączenie dwóch oddzielnych części.
Gięcie blachy zazwyczaj polega na wywieraniu na nią siły, która powoduje trwałe odkształcenie. Istnieje jednak wiele różnych metod gięcia i giętarek, które pozwalają uzyskać najlepsze rezultaty.
Artykuł ten stanowi wprowadzenie do gięcia blach. Przedstawiono w nim podstawową wiedzę na temat gięcia, typowe urządzenia do gięcia, rodzaje gięcia blach oraz środki ostrożności techniczne, takie jak naddatek na gięcie i odbicie.
Czym jest gięcie blach?
Gięcie blachy to technika obróbki metalu służąca do przekształcania płaskich elementów z blachy w kształt litery V, U lub rowkowany.
To ważny i wygodny proces produkcyjny, ponieważ gięcie płaskiej blachy w nowy kształt jest znacznie tańsze niż obróbka kształtowników V, U lub ceowników z litych elementów lub odlewanie ich w odlewni. Ponadto, części wytwarzane metodą gięcia są bardziej wytrzymałe niż te, które powstają w wyniku spawania dwóch płaskich blach w kształt litery V.
Wiele rodzajów gięcia blachy wymaga użycia maszyn zwanych krawędziarkami, czasami nazywanych giętarkami lub zaginarkami do blachy. Siłę można przykładać ręcznie lub za pomocą urządzeń hydraulicznych.
Metody gięcia blach
Istnieje kilka metod gięcia blach, z których każda ma podobną funkcję, ale różni się sposobem działania. Dlatego wybór idealnej metody to pierwszy krok do sukcesu w projekcie formowania blach. Istnieje kilka metod gięcia blach, z których każda ma podobną funkcję, ale różni się sposobem działania. Dlatego wybór idealnej metody to pierwszy krok do sukcesu w projekcie formowania blach.
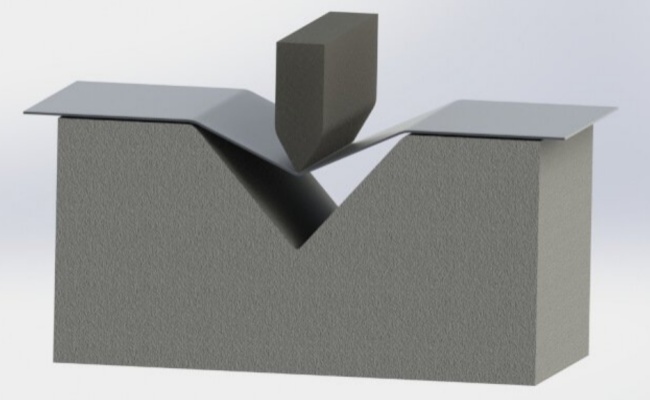
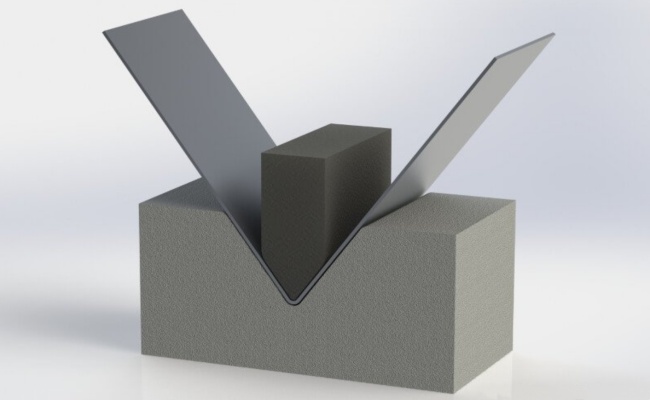
Gięcie w kształcie litery V
Gięcie V-kształtne to najpopularniejsza metoda gięcia blach. W procesie tym stosuje się stempel i matrycę w kształcie litery V. Stempel w kształcie litery V wtłacza blachę w rowek w kształcie litery V w matrycy, formując blachy o różnych kątach gięcia. Operatorzy mogą uzyskać kąty gięcia ostre, rozwarte lub 90°, w zależności od kąta ustawienia stempla i matrycy w kształcie litery V.
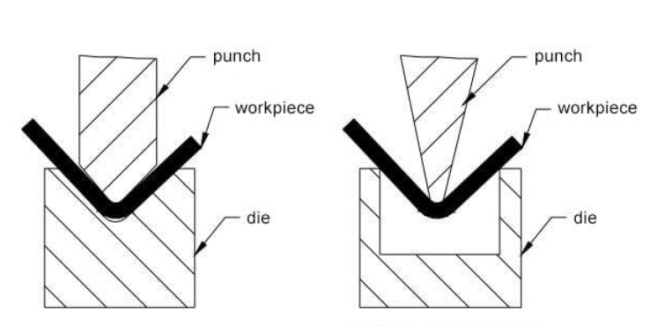
Gięcie powietrza
Gięcie w powietrzu jest bardzo podobne do metody gięcia V: wykorzystuje stempel i matrycę w kształcie litery V do gięcia blach. Metoda ta nie jest tak dokładna jak inne metody, ale jest bardzo elastyczna: można ją stosować do gięcia w kształcie litery V, U i innych kształtów. Jednak w przeciwieństwie do konwencjonalnego gięcia V, metoda gięcia w powietrzu z użyciem stempla nie wciska blachy w dno wnęki. Zamiast tego pozostawia przestrzeń (lub powietrze) pod blachą, co pozwala na większą kontrolę kąta gięcia niż w przypadku konwencjonalnego gięcia V.
Gięcie dolne
Gięcie dolne (lub gięcie dolne) to rodzaj gięcia V, który rozwiązuje również problem sprężynowania. Polega ono na odkształceniu blachy w obszarze gięcia poprzez przyłożenie dodatkowej siły przez końcówkę stempla po zakończeniu gięcia. Podczas gięcia dolnego stempel całkowicie wciska blachę do formy, tworząc gięcie odpowiadające kształtowi geometrycznemu wewnątrz formy.
Podobnie jak gięcie pneumatyczne, gięcie dolne zapewnia precyzyjną kontrolę kąta gięcia. Jednak gięcie pneumatyczne wymaga większej siły nacisku niż gięcie dolne.
Gięcie krawędzi
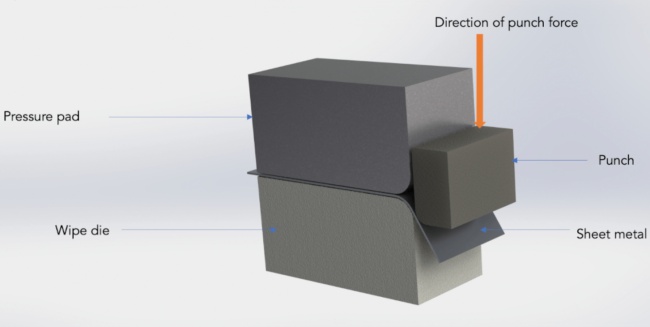
Ta metoda jest stosowana w zagięcie paneluer Metoda ta polega na użyciu górnej i dolnej formy, które poruszają się w górę i w dół podczas gięcia. Jest ona zazwyczaj stosowana do krótszych blach, aby zmniejszyć ostrość i zapobiec uszkodzeniu krawędzi gięcia.
W metodzie gięcia krawędziowego blacha jest dociskana do matrycy za pomocą dociskacza. Stempel naciska następnie na krawędź blachy wystającą poza matrycę i dociskacz, powodując jej zagięcie nad końcem matrycy.
Ta metoda ma dobre właściwości mechaniczne – pozwala na użycie mniejszej siły w celu uzyskania pożądanych zagięć (i kątów zagięcia).
Gięcie walcowe
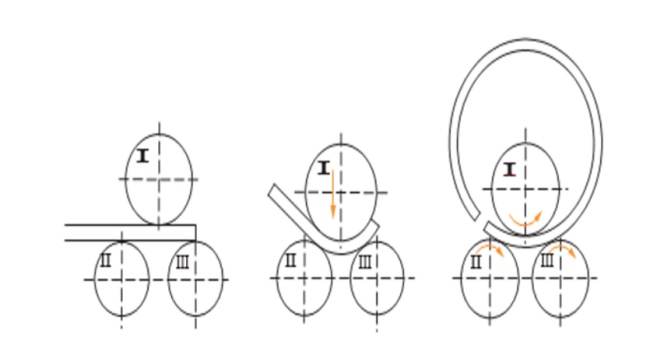
Metoda gięcia na rolkach pozwala na gięcie blach w rolki, rury, stożki lub kształty zakrzywione. Ten unikalny proces formowania blachy wykorzystuje zestawy rolek, które podają (i wyginają) materiał do pożądanej krzywizny.
Proces ten jest stosowany do gięcia elementów o dużych zwojach i polega na użyciu trzech rolek napędzanych układem hydraulicznym do gięcia blachy.
Metoda gięcia walcowego może być wykonywana na giętarce do blach o 4 rolkach lub na giętarce do blach o 3 rolkach.
Gięcie obrotowe
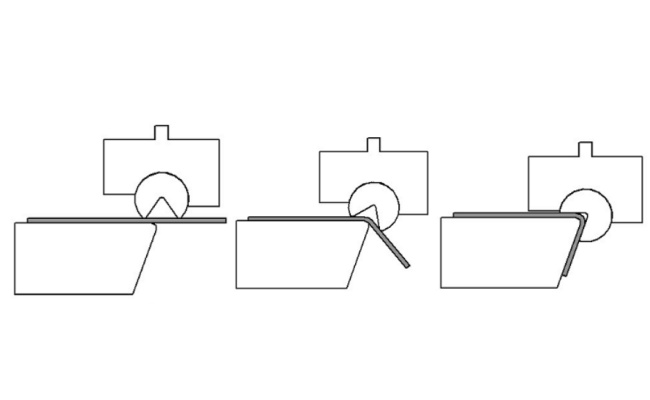
Gięcie obrotowe umożliwia gięcie blachy pod kątem powyżej 90 stopni. Końcowy profil jest podobny do gięcia V-kształtnego, ale powierzchnia profilu jest gładsza. W gięciu obrotowym blacha jest zaciskana na obracającej się matrycy i ciągniona wokół niej, tworząc geometrię, której promień odpowiada żądanemu promieniowi gięcia. W tej metodzie często stosuje się wewnętrzny trzpień podtrzymujący, aby zapobiec marszczeniu się ścianki giętej blachy.
Maszyny do gięcia blachy

Hydrauliczna prasa krawędziowa to jedno z najważniejszych urządzeń do gięcia i formowania elementów w przemyśle blacharskim. Jej funkcją jest gięcie blach stalowych w elementy o różnych kształtach, zgodnie z wymaganiami procesu.
Prasa krawędziowa to rodzaj giętarki do blach, która wykorzystuje ruchomy górny stempel i odpowiadającą mu dolną matrycę. Podczas gięcia blacha jest umieszczana na dolnej matrycy, a stempel jest wciskany w metal, wciskając go w wycięcie dolnej matrycy. W zależności od kształtu dolnej matrycy, prasa krawędziowa może być używana do wykonywania gięcia w kształcie litery V, U i innych kształtów. Hydrauliczna prasa krawędziowa może sprostać wymaganiom różnych elementów obrabianych, zastępując oprzyrządowanie prasy krawędziowej.
Hydrauliczne prasy krawędziowe można podzielić na synchronizowane osiami skrętnymi i elektrohydrauliczne, w zależności od metody synchronizacji. Najbardziej zaawansowaną prasą krawędziową dostępną obecnie na rynku jest prasa krawędziowa serwo-hybrydowa.
Giętarka panelowa to maszyna używana w przemyśle wytwórczym i przetwórczym do gięcia lub kształtowania blach metalowych w określone kształty. Zasada działania polega zazwyczaj na zaciskaniu i pozycjonowaniu blachy, a następnie wykorzystaniu układu mechanicznego lub hydraulicznego do gięcia metalu wzdłuż ustalonej osi. Centra gnące odgrywają kluczową rolę w branżach wymagających precyzyjnego i wydajnego kształtowania blach, redukując zapotrzebowanie na pracę ręczną i poprawiając ogólną jakość gotowych produktów.
Giętarka do paneli może automatycznie wykonywać wiele zagięć dla każdej strony, w tym zagięcia w górę/w dół, płaskie lub łukowe. Inteligentny, elastyczny system serwomechanizmu centrum gięcia paneli wykorzystuje w pełni elektryczny układ serwomechanizmu w pętli zamkniętej, który obsługuje współbieżne połączenie 16 osi w górnym zakresie działania systemu. W praktyce wykorzystuje się 9 osi (11 osi), co oznacza, że w praktyce 9 osi (11 osi) to współbieżne połączenie. Proces gięcia jest płynny, a koordynacja mechaniczna jest wysoka. Maszyna może z powodzeniem wykonywać różne, złożone kombinacje działań, a ogólna wydajność pracy jest bardzo wysoka.
Inteligentna, elastyczna giętarka do blach wykorzystuje uniwersalną formę do gięcia, która umożliwia gięcie różnych kształtów dzięki wieloosiowemu równoległemu układowi połączeń i pełnemu sterowaniu serwo. Umożliwia gięcie różnorodnych, złożonych kształtów. Kształty te można składać w różne kombinacje, takie jak kąty proste, kąty nieproste, łuki, fałdy górne i dolne.
Giętarka panelowa służy do rozwiązywania różnorodnych, złożonych problemów gięcia cienkich blach. Znajduje szerokie zastosowanie w produkcji stalowych obudów szafek (szafki na dokumenty, szafki narzędziowe, obudowy zewnętrzne, szafy elektryczne, szafy komunikacyjne, szafy gazowe, szafy wodomierzowe itp.), artykułów kuchennych (lodówki, klimatyzatory, kuchenki itp.), mebli, wentylacji, chłodnictwa, oczyszczania, przemysłu drzwiowego, dekoracji, wind i innych powiązanych dziedzin obróbki metali. Nadaje się do gięcia różnych typów elementów obrabianych.

Walcarka do blach to urządzenie, które wykorzystuje walce robocze do gięcia i kształtowania blachy, umożliwiając formowanie elementów o różnych kształtach, takich jak części cylindryczne i stożkowe. Jest to bardzo ważne urządzenie przetwórcze. Zasada działania giętarki do blach polega na wykorzystaniu sił zewnętrznych, takich jak ciśnienie hydrauliczne i siła mechaniczna, do poruszania walcami roboczymi, co powoduje gięcie lub formowanie blachy. Dzięki ruchowi obrotowemu i zmianom położenia walców roboczych o różnych kształtach, można obrabiać elementy eliptyczne, łukowe, cylindryczne i inne.
Typy walcarek różnią się w zależności od zastosowania. Ze względu na liczbę walców, walcarki dzielą się na trzywalcowe i czterowalcowe. Trzywalcowe walcarki dzielą się na symetryczne, poziome, trójwalcowe z regulacją w dół, zakrzywione, trójwalcowe, uniwersalne, górnowalcowe oraz hydrauliczne, sterowane numerycznie (CNC). Z punktu widzenia przekładni, walcarki można podzielić na mechaniczne i hydrauliczne.

Prasa odnosi się do maszyny formującej używanej do formowania produktów przemysłowych pod ciśnieniem, zazwyczaj z wykorzystaniem cylindrów hydraulicznych, stąd znana jest również jako prasa hydrauliczna. Prasa jest głównym urządzeniem do formowania tłocznego i formowania blach, które dzieli się na konstrukcję ramową i konstrukcję kolumnową, w zależności od kształtu konstrukcji ramy. W zależności od położenia głównego cylindra olejowego prasy można podzielić na prasy z ciśnieniem górnym i dolnym. Do prasowania dużych laminatów z tworzyw sztucznych można użyć prasy z ciśnieniem dolnym z cylindrem olejowym u dołu, natomiast prasa z ciśnieniem górnym jest często używana do prasowania ogólnych części z tworzyw sztucznych. W zależności od rodzaju czynnika roboczego prasy można również podzielić na prasy hydrauliczne napędzane olejem hydraulicznym i prasy hydrauliczne napędzane emulsjami olejowo-wodnymi.

Maszyna do obróbki metali to urządzenie narzędziowe, które integruje wiele funkcji, takich jak cięcie metalu, wykrawanie, cięcie, gięcie itp. Charakteryzuje się łatwością obsługi, niskim zużyciem energii i niskimi kosztami konserwacji. Jest to preferowany sprzęt do obróbki metali w nowoczesnych gałęziach przemysłu (takich jak metalurgia, mosty, komunikacja, energetyka, wojsko itp.). Maszyny do obróbki metali dzieli się na dwa typy: hydrauliczne i mechaniczne.
Wyzwania podczas gięcia blach
Sprężyna powrotna
Gdy blacha jest gięta do nowego kształtu, naturalnie powraca do pierwotnego kształtu po usunięciu siły gięcia. Zjawisko to nazywa się „odkształceniem sprężystym”.
Ze względu na wytrzymałość na ściskanie giętych blach, może wystąpić zjawisko sprężynowania. Podczas gięcia blachy jedna strona jest poddawana rozciąganiu, a druga ściskaniu. Jednakże, ze względu na wyższą wytrzymałość materiału na ściskanie niż na rozciąganie, strona ściskana skutecznie opiera się odkształceniom i samoistnie rozpręża się po usunięciu siły.
Sprężystość nie jest głównym problemem, ale oznacza, że producenci muszą kompensować oczekiwane odbicie poprzez nadmierne wygięcie metalowej płyty. Jeśli metal celowo wygnie się nieco nadmiernie, niewielkie naturalne odbicie zapewni prawidłowy kąt.
Oczywiście, obliczenie sprężystości nie jest proste, a na jej stopień wpływa kilka czynników, w tym rodzaj i specyfikacja materiału. Ponadto, większy promień wewnętrzny będzie skutkować większym sprężystością.
Sprężynowanie blachy metalowej jest proporcjonalne do granicy plastyczności materiału i odwrotnie proporcjonalne do jego modułu sprężystości. Stal niskowęglowa charakteryzuje się mniejszym sprężystością i jest idealna do precyzyjnych elementów obrabianych, podczas gdy stal wysokowęglowa i stal nierdzewna charakteryzują się znacznym sprężystością. Im większy promień gięcia, tym większe sprężystość. Mniejsze promienie gięcia przekładają się na większą dokładność.
Dodatek na zginanie
Podczas gięcia blachy, jej zewnętrzna strona ulega wydłużeniu, co powoduje zmianę jej długości. Oznacza to na przykład, że całkowita długość dwóch boków wygiętych w kształt litery V będzie większa niż pierwotna długość blachy.
Jeśli więc rozmiar ulegnie zmianie, jak możemy precyzyjnie zaprojektować część, aby zapewnić jej dopasowanie do innych komponentów? Jak określić, jaka musi być długość blachy? Aby skompensować zmiany rozmiaru, musimy uwzględnić naddatek na gięcie: różnicę między długością niegiętej blachy a sumą długości każdej strony gotowej, wygiętej blachy.
Obliczenie naddatku na zginanie uwzględnia takie czynniki, jak grubość blachy, promień gięcia i kąt gięcia. Kalkulator współczynnika gięcia można wykorzystać do obliczenia wymaganego współczynnika gięcia dla elementów z blachy.
Najlepszy materiał i grubość do gięcia blachy
Niektóre blachy nadają się do gięcia lepiej niż inne. Ogólnie rzecz biorąc, najlepszy do gięcia jest materiał ciągliwy, a nie kruchy.
Do gięcia blach najczęściej stosuje się następujące materiały:
- Stal niskowęglowa: można ją giąć w dowolnej temperaturze.
- Stal sprężynowa: można ją wyginać po wyżarzaniu.
- Stal stopowa 4140: giętka po wyżarzaniu.
- Aluminium 5052: W porównaniu z innymi stopami aluminium charakteryzuje się dużą podatnością na gięcie.
- Miedź: Bardzo giętka.
Materiały trudniejsze do wygięcia (choć nie niemożliwe) to m.in. aluminium 6061, tytan, mosiądz i brąz.
Wniosek
W tym artykule przedstawiono podstawową wiedzę na temat gięcia blach. Gięcie blach można wykonywać za pomocą różnych maszyn, w tym pras krawędziowych, pras hydraulicznych, giętarek do blach i ślusarek. SC Machinery to wiodący dostawca usług formowania blach w Azji. Oferujemy wysokiej jakości usługi gięcia firmom z szerokiego spektrum branż.




