
Spis treści
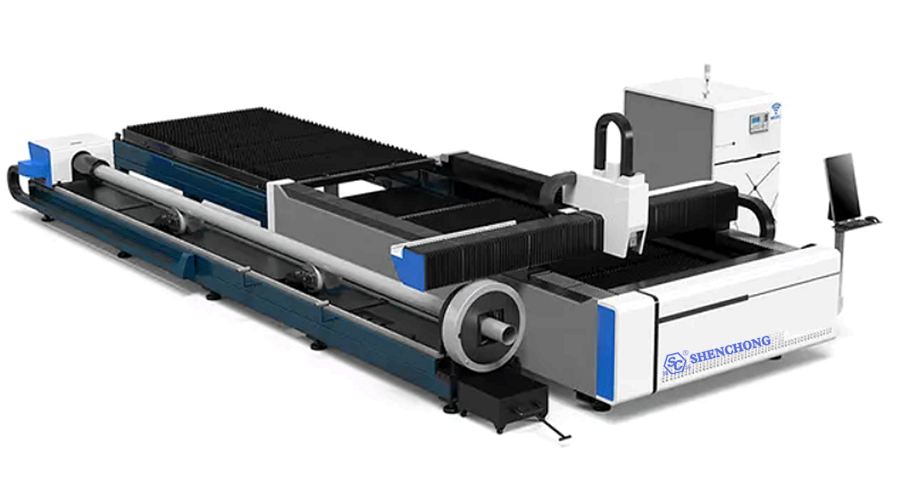
Maszyny do cięcia rur laserem, dzięki automatyzacji i technologii laserowej, umożliwiają wykonanie wszystkich procesów, takich jak cięcie, wiercenie i rowkowanie, za pomocą jednej maszyny, co przekłada się na wzrost wydajności i precyzji obróbki. To znacząco zwiększa wydajność produkcji, obniża koszty, poprawia wykorzystanie materiałów, wspiera elastyczność produkcji i kompleksowo podnosi konkurencyjność firmy.
Poniżej znajduje się instrukcja obsługi maszyny do cięcia rur laserem, w tym procedury operacyjne, kluczowe parametry, konserwację, typowe problemy i środki ostrożności. Nadaje się do szkoleń, obsługi na miejscu i użytku przez klientów.
1. Skład i podstawowa wiedza na temat urządzeń do cięcia laserowego rur
Typowa maszyna do cięcia rur laserem składa się z następujących systemów:
1) System rdzenia
- Laser (głównie laser światłowodowy)
- Głowica tnąca (automatyczne ustawianie ostrości)
- System CNC (np. TubePro/FSCUT)
- Rama maszyny
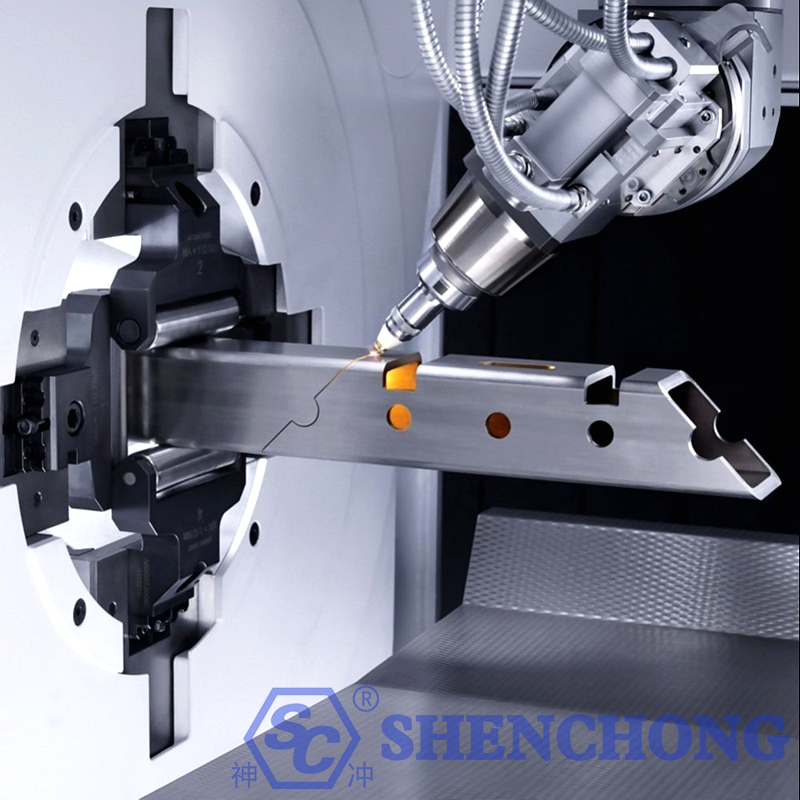
2) System ruchu i zaciskania
- Uchwyty przednie i tylne (automatyczne)
- Wsparcie następcze (zapobiega zwiotczeniu rurki)
- Oś X/Y/Z + oś obrotowa (umożliwiająca obrotowe cięcie rury)
3) Systemy pomocnicze
- Układ chłodzenia wodnego
- System usuwania pyłu
- Sprężarka powietrza / układ gazowy (tlen / azot / powietrze)
- Automatyczny system podawania (opcjonalnie)
2. Najważniejsze przygotowania przed cięciem rur
1) Dokładne potwierdzenie materiału
Przed cięciem rur należy sprawdzić następujące kwestie:
- Materiał: stal węglowa, stal nierdzewna, stop aluminium, miedź, rury ocynkowane itp.
- Grubość ścianki: Rura cienkościenna, standardowa grubość ścianki, rura grubościenna
- Dane techniczne: średnica zewnętrzna, średnica wewnętrzna, długość, owalność
- Typ rury: rura okrągła, rura kwadratowa, rura prostokątna, rura eliptyczna, rura kanałowa, rura o specjalnym kształcie
- Stan powierzchni: Czy występuje olej, rdza, powłoka lub warstwa tlenku
Różne materiały mają różne wymagania dotyczące szybkości absorpcji lasera, stanu topnienia i odprysków. Na przykład, stal nierdzewna zazwyczaj priorytetowo traktuje gładkość cięcia, stal węglowa koncentruje się bardziej na wydajności i kontroli żużla, podczas gdy aluminium i miedź są bardziej zależne od mocy, gazu pomocniczego i bezpieczeństwa odbicia.
2) Sama rura musi być wystarczająco „regularna”
Wiele problemów z cięciem nie wynika z problemów ze sprzętem, ale raczej z samej rury:
- Nadmierna owalność w rurach okrągłych
- Duży błąd długości boku w rurach kwadratowych
- Gięcie rur
- Nierówne końce rur
- Widoczne wystające spoiny
- Ciężki osad tlenkowy lub plamy oleju na powierzchni
Może to prowadzić do:
- Niestabilne zaciskanie
- Błąd automatycznego wyszukiwania krawędzi
- Przesunięcie cięcia
- Nieprawidłowa perforacja
- Słaba równowaga dynamiczna podczas obrotu
3) Zacisk i podparcie muszą być niezawodne
Podczas cięcia rur, rura musi być zazwyczaj stabilizowana za pomocą uchwytu, podpory materiału i podpory następczej.
Notatka:
- Zacisk nie powinien być zbyt luźny, w przeciwnym razie może powodować drgania, mimośrodowość i niesynchroniczne obroty podczas cięcia.
- Zacisk nie powinien być zbyt mocny, w przeciwnym razie może uszkodzić rury cienkościenne lub je odkształcić. Długie rury muszą mieć odpowiednie podparcie, aby zapobiec ich uginaniu się w środkowej części.
- Jeśli podczas cięcia do końca pozostały materiał jest zbyt krótki, jest podatny na drgania i wymaga szczególnej uwagi.
4) Najpierw należy sprawdzić rysunki i układ
Wiele przeróbek wsadowych wynika z problemów w początkowym programowaniu.
Przed przecięciem rury należy sprawdzić następujące kwestie:
- Czy wymiary na rysunku są kompletne?
- Czy pozycje otwarcia są prawidłowe?
- Czy kąt ścięcia jest prawidłowy?
- Czy w miejscach połączeń zachowano odpowiednie odstępy?
- Czy otwory węzłowe, otwory spawalnicze i otwory pozycjonujące nadają się do późniejszego montażu?
W przypadku rur ciętych laserowo „możliwość cięcia” nie oznacza „możliwości montażu”. Należy wcześniej uwzględnić tolerancje późniejszego montażu.
3. Procedury obsługi maszyny do cięcia rur laserem (standardowe kroki)
1) Kontrola przed uruchomieniem
- Sprawdź ciśnienie gazu (tlen/azot/powietrze)
- Sprawdź temperaturę wody w chłodziarce (zwykle 20–25℃)
- Sprawdź stan smarowania
- Sprawdź funkcjonalność uchwytu
Ważny:
Przed rozpoczęciem pracy laser musi zostać włączony i wypełniony wodą.
Sprawdź, czy nie ma wycieków powietrza i nie ma alarmów.
2) Sekwencja uruchamiania
- Włącz zasilanie główne
- Uruchom agregat chłodniczy
- Uruchom sprężarkę powietrza/układ gazowy
- System sterowania startem (CNC)
- Włącz laser
Nieprawidłowa kolejność jest surowo zabroniona, w przeciwnym razie laser ulegnie uszkodzeniu.
3) Ładowanie i pozycjonowanie
- Umieść rurę w uchwycie
- Zaciskanie automatyczne/ręczne
- Ustaw typ rury (okrągły/kwadratowy/nieregularny kształt)
- Wykonaj wyrównanie (centrowanie)
Kluczowe punkty:
Rury nie należy nadmiernie wyginać. W przypadku długich rur należy zastosować odpowiednie podparcie.
4) Import i układ programu
- Importuj rysunki (zwykle CAD/Tekla/SolidWorks)
- Automatyczne generowanie ścieżek cięcia
- Ustaw kolejność cięcia (zmniejsz deformację)
Zalecenie:
- Priorytetem jest wycinanie małych otworów. → Ponownie wytnij kontur
- Unikaj ciągłego gromadzenia ciepła
5) Ustawienia parametrów (rdzeń)
Wspólne parametry:
- Moc lasera
- Prędkość cięcia
- Rodzaj i ciśnienie gazu
- Pozycja ostrości
Przykłady parametrów (odniesienie):
Tworzywo | Grubość | Gaz | Moc | Cechy |
Stal węglowa | 3 mm | Tlen | Średni | Szybkie cięcie |
Stal nierdzewna | 3 mm | Azot | Wysoki | Bez utleniania |
Aluminium | 2mm | Azot | Wysoki | Antyrefleksyjny |
6) Rozpocznij cięcie
- Próba próbna w celu sprawdzenia trajektorii
- Cięcie próbne o niskiej mocy
- Formalny krój
Kluczowe punkty obsługi maszyny do cięcia rur laserem:
- Obserwuj stan Spark w czasie rzeczywistym
- Sprawdź luzy uchwytu
- Nasłuchuj nietypowych dźwięków
7) Rozładunek
- Zwolnij uchwyt po cięciu
- Oczyść pozostałości materiału
- Sortowanie i układanie materiałów
4. Kluczowe techniki cięcia rur laserem
1) Właściwy wybór punktu ogniskowego
Punkt ogniskowy ma bezpośredni wpływ na szerokość nacięcia, ilość żużla, strefę wpływu ciepła i prostopadłość cięcia.
Mówiąc ogólnie:
Rury cienkościenne: preferują mniejsze punkty ogniskowe i wyższe prędkości, aby zmniejszyć ilość dostarczanego ciepła.
- Rury o grubych ściankach: Wymagają bardziej stabilnej koncentracji energii, aby zapewnić penetrację i usuwanie żużla.
- Stal nierdzewna: Często celem jest uzyskanie gładszego przekroju i mniejszego utleniania.
- Stal węglowa: Zwykle stosuje się cięcie wspomagane tlenem w celu zwiększenia prędkości, ale wymagana jest kontrola krawędzi utleniania.
Nieprawidłowe ustawienie punktu ogniskowego objawia się najczęściej:
- Duży otwór górny, mały otwór dolny
- Silne nagromadzenie żużla w dolnym otworze
- Zaciemniona lub zażółcona powierzchnia cięcia
- Zbyt długi czas przekłuwania
- Widoczne zwężenie przekroju poprzecznego
Empirycznie rzecz biorąc, punkt ogniskowy nie jest wartością stałą, ale powinien być dynamicznie dostosowywany na podstawie średnicy rury, grubości ścianki, materiału i warunków gazowych.

2) Prędkość cięcia musi być dostosowana do mocy
Zbyt wolno:
Nadmierne ciepło doprowadzone, szersza szczelina, odkształcenie rury, poważna ablacja powierzchni, zwiększone gromadzenie się żużla na dolnej krawędzi.
Za szybko:
Niepełne cięcie, przerywane cięcie, naciąganie krawędzi, resztki ogona, powiększone odchylenie położenia otworu. Prawidłowym podejściem nie jest ślepe dążenie do „szybciej”, ale znalezienie stabilnego okna.
Szczególnie w:
Małe rury okrągłe, cienkościenne rury ze stali nierdzewnej, narożniki rur o nieregularnych kształtach, złożone kształty z otworami lub rowkami. Miejsca te są bardziej podatne na lokalne pogorszenie jakości z powodu nieodpowiedniej prędkości.
3) Wybór gazu wspomagającego jest kluczowy
Gaz wspomagający wpływa nie tylko na usuwanie żużlu, ale także na utlenianie, kolor szczeliny i prędkość cięcia.
- Tlen
Nadaje się do grubych płyt/rur ze stali węglowej; reakcja egzotermiczna, wysoka wydajność cięcia, ale szczelina będzie się utleniać, co spowoduje ciemniejszy kolor krawędzi.
Zalety:
- Wysoka prędkość
- Nadaje się do grubszej stali węglowej
- Dobra penetracja
Wady:
- Znaczne utlenianie na przecięciu
- Duża strefa wpływu ciepła
- Następne spawanie i malowanie może wymagać obróbki warstwą tlenku
- Azot
Używane powszechnie do obróbki stali nierdzewnej, stopów aluminium i innych materiałów wymagających wysokiej jakości cięcia.
Zalety:
- Gładkie cięcie
- Mniejsze utlenianie
- Dobra jakość powierzchni
- Łatwiejsze późniejsze przetwarzanie
Wady:
- Wysokie wymagania dotyczące ciśnienia i czystości gazu
- Relatywnie wyższy koszt
- W przypadku materiałów o grubych ścianach prędkość cięcia może się zmniejszyć
- Powietrze
Nadaje się do niektórych niedrogich i niewymagających zastosowań lub ekonomicznego przetwarzania cienkich materiałów.
Zalety:
- Niski koszt
- Wysoka wygoda
Wady:
- Ogólnie niższa jakość cięcia
- Znaczne utlenianie
- Nie nadaje się do części o wysokich wymaganiach
4) Metodę wiercenia należy zoptymalizować w zależności od grubości ścianki
W cięciu rur wiercenie jest kluczowym etapem. Nieprawidłowe wiercenie ma bezpośredni wpływ na jakość cięcia.
Typowe techniki:
- Rury o cienkich ściankach należy przebijać szybko, aby ograniczyć gromadzenie się ciepła.
- Rury o grubych ścianach należy przebijać etapami, aby uniknąć rozpryskiwania się żużla.
- W przypadku skomplikowanych kształtów należy unikać przebijania ich wzdłuż krytycznych krawędzi konstrukcyjnych.
- Materiały o wysokim współczynniku odbicia wymagają szczególnej uwagi ze względu na ryzyko odbicia i podświetlenia.
Niestabilny piercing może łatwo prowadzić do:
- Przegrzanie w punkcie początkowego odcięcia
- Zapadnięcie się na krawędzi otworu
- Rozpryski żużlu zanieczyszczające soczewkę
- Przerwa na początku cięcia
5) Prawidłowe planowanie ścieżki cięcia
Planowanie ścieżki jest kluczowe, zwłaszcza w przypadku skomplikowanych części z otworami, szczelinami, otworami, ściętymi krawędziami i łączonymi końcami.
Zasady planowania ścieżki:
- Najpierw wytnij elementy wewnętrzne, potem kontur zewnętrzny.
- Najpierw wytnij małe otwory, a potem duże.
- Najpierw wytnij obszary stabilne, a następnie te podatne na odkształcenia.
- Materiał resztkowy staje się coraz mniej stabilny pod koniec, dlatego ścieżka powinna uwzględniać wsparcie dla pozostałego materiału.
- Unikaj przecinania podpór w słabych punktach konstrukcyjnych.
W przypadku rur o kształcie kwadratowym, prostokątnym i nieregularnym, podczas planowania ścieżki należy zwrócić szczególną uwagę na akumulację ciepła w narożnikach i hamowanie w narożnikach. W przeciwnym razie może dojść do przepalenia lub nadmiernego zaokrąglenia narożników.
6) Zwolnij na zakrętach i w punktach zwrotnych
Narożniki stanowią jeden z najbardziej problematycznych obszarów podczas cięcia rur.
Dzieje się tak, ponieważ gdy głowica lasera się obraca:
- Zmiany prędkości
- Zmiany w dystrybucji energii
- Zmiany stanu stopionego basenu
- Zmiany przyspieszania/zwalniania układu mechanicznego
Brak kontroli nad narożnikami może powodować następujące problemy:
- Przegrzanie w narożnikach
- Nadmierny promień zaokrąglenia
- Odchylenia wymiarowe
- Wytnij trzęsące się
- Nagromadzenie żużla w narożnikach
Dlatego też należy dokonać odpowiednich ustawień na podstawie rysunku:
- Zwolnienie na zakręcie
- Kompensacja mocy w punkcie przegięcia
- Małe przejście filetowe
- Zoptymalizowane wejście/wyjście narzędzia
7) Specjalne postępowanie z pozostałościami na końcach rur i materiałem końcowym
Do wielu wypadków przy przecinaniu rur dochodzi w końcowej fazie materiału resztkowego.
Powody są następujące:
- Krótsze rury oznaczają mniejszą sztywność.
- Zmienia się środek mocowania.
- Pozostały materiał jest lżejszy, co powoduje niestabilną bezwładność obrotową.
- Istnieje ryzyko kolizji z uchwytem, podporą lub głowicą tnącą.
Dlatego konieczne jest planowanie z wyprzedzeniem:
Długość pozostałego materiału, metoda odzyskiwania pozostałego materiału, prędkość i strategia zaciskania dla ostatnich kilku cięć oraz to, czy potrzebny jest specjalny program dla pozostałego materiału.
8) Wysokość podpory musi być odpowiednio wyregulowana
Długie rury, rury ciężkie i rury o dużej średnicy wymagają szczególnie dodatkowych podparć. Nieprawidłowa wysokość podparcia spowoduje:
- Zwisanie rur
- Odchylenie cięcia
- Bicie obrotowe
- Błąd położenia otworu
- Zarysowania powierzchni
Jeśli podpora jest zbyt wysoka, może być niestabilna. Jeśli jest zbyt niska, może wygiąć rurę. Idealnie, rura powinna się płynnie toczyć lub obracać podczas cięcia, bez znacznego podwieszenia lub nacisku.
5. Kluczowe kwestie dotyczące cięcia różnych materiałów rurowych
1) Rury okrągłe
Najbardziej popularnym rodzajem rur są rury okrągłe.
Kluczowe zagadnienia:
- Współosiowość obrotu
- Wyrównanie zacisku środkowego
- Błąd okrągłości
- Dokładność pozycjonowania podczas wiercenia otworów
Typowe problemy z rurami okrągłymi:
- Przesunięcie otworu na obwodzie
- Nieprostopadłość powierzchni czołowej cięcia
- Niestabilne cięcie w spoinach
- Deformacja rur o małej średnicy
2) Rury kwadratowe/prostokątne
Kluczowe zagadnienia:
- Akumulacja ciepła w narożnikach
- Dokładność wymiarowa narożników
- Płaskość powierzchni zaciskowej
- Rozsądność ścieżki narożnej głowicy tnącej
Narożniki rur kwadratowych są często bardziej podatne na przegrzanie lub gromadzenie się żużlu niż krawędzie, ponieważ ciepło koncentruje się bardziej w narożnikach, a trajektoria cięcia jest bardziej złożona.
3) Rury cienkościenne
Kluczem do cięcia rur o cienkich ściankach jest „mniejsze zużycie ciepła”.
Uwagi:
- Szybka, ale stabilna prędkość cięcia
- Bardziej wrażliwy na punkt skupienia i ciśnienie powietrza
- Siła zacisku nie powinna być nadmierna
- Podpora nie powinna uszkadzać ścianki rury
- Małe otwory i wąskie rowki są podatne na odkształcenia
4) Rury grubościenne
Kluczem do cięcia rur o grubych ściankach jest „zapewnienie penetracji i usunięcia żużla”.
Notatka:
- Wymagane jest odpowiednie zasilanie i ciśnienie gazu.
- Wymagany jest odpowiedni czas przekłuwania.
- Prędkość nie powinna być bezmyślnie za duża.
- Ochrona soczewek jest najważniejsza.
- Ryzyko cofania się żużla jest większe.
5) Rurki wykonane z materiału o wysokim współczynniku odbicia światła
W przypadku materiałów takich jak aluminium, miedź i wiele materiałów powlekanych należy pamiętać:
- Ryzyko odbicia
- Wąskie okno procesu
- Wysokie wymagania dotyczące ochrony soczewek i głowic tnących
- Należy dokładniej rozważyć parametry.
6. Konserwacja (kluczowe punkty)
Codzienna konserwacja:
- Wyczyść soczewkę głowicy tnącej
- Sprawdź dyszę pod kątem uszkodzeń
- Posprzątaj zanieczyszczenia ze stołu roboczego
- Sprawdź ciśnienie powietrza i temperaturę wody
Konserwacja tygodniowa:
- Sprawdź smarowanie prowadnicy
- Sprawdź dokładność mocowania uchwytu
- Wyczyść odpylacz
Miesięczna konserwacja:
- Kalibracja ścieżki optycznej
- Sprawdź status lasera
- Wymień filtry (gazu/wody)
Lista podatnych na atak części:
- Dysza
- Soczewka ochronna
- Pierścień uszczelniający
- Element filtrujący
Zaleca się utrzymywanie zapasu części zamiennych.
7. Cięcie rur laserem – typowe problemy i rozwiązania
1) Niekompletne cięcie
Powoduje:
- Niewystarczająca moc
- Nieprawidłowe ustawienie ostrości
- Niewystarczające ciśnienie powietrza
Rozwiązania:
- Zwiększ moc / Zmniejsz prędkość
- Skup się ponownie
2) Silne zadziory
Powoduje:
- Nadmierna prędkość
- Niska czystość gazu
- Uszkodzona dysza
Rozwiązania:
- Dostosuj parametry
- Wymień gaz/dyszę
3) Cięcie czernione (stal nierdzewna)
Powoduje:
- Korzystanie z tlenu
- Niewystarczające ciśnienie azotu
Rozwiązania:
- Użyj azotu pod wysokim ciśnieniem
4) Wibracje rur
Powoduje:
- Niewystarczające wsparcie
- Luźny uchwyt
Rozwiązania:
- Włącz wsparcie następcze
- Sprawdź siłę zacisku
8. Środki ostrożności
Cięcie rur laserem wymaga dużej mocy, dużej prędkości, dużej intensywności światła i dużego przepływu powietrza, dlatego bezpieczeństwo ma priorytet.
1) Okulary ochronne i drzwi bezpieczeństwa muszą być na swoim miejscu
Nie wolno bezpośrednio patrzeć na laser; należy podjąć środki ostrożności zgodne z wymaganiami dotyczącymi sprzętu.
2) Bądź świadomy ryzyka odbicia
Szczególnie w przypadku cięcia materiałów silnie odblaskowych, takich jak aluminium, miedź i mosiądz, odbite światło może uszkodzić sprzęt.
3) Ścisłe zapobieganie pożarom
Podczas cięcia rur mogą powstać iskry, stopiony żużel i gorące odpryski.
Na miejscu należy zabrać ze sobą:
- Posprzątaj materiały łatwopalne
- Wyposaż sprzęt gaśniczy
- Monitoruj gromadzenie się żużla na końcu cięcia
- Zapobiega gromadzeniu się oleju
4) Ryzyko mechanicznego przytrzaśnięcia
Uchwyt, podpora i mechanizm podający stwarzają ryzyko zakleszczenia. Podczas regulacji maszyny i wymiany materiałów należy bezwzględnie odłączyć zasilanie lub wykonywać czynności zgodnie z przepisami.
5) Bezpieczeństwo gazu wysokociśnieniowego
Butle gazowe, rurociągi i zawory redukujące ciśnienie muszą być regularnie sprawdzane, aby zapobiec wyciekom i wzrostom ciśnienia.
9. Podsumowanie
W tradycyjnym przetwarzaniu rur, wiele procesów, takich jak cięcie, dziurkowanie i wiercenie, wykonywanych jest oddzielnie, co skutkuje niską wydajnością, zmienną dokładnością i dużym zapotrzebowaniem na doświadczenie manualne.
W obliczu obecnych wymagań produkcyjnych dotyczących wysokiej precyzji, szybkiej dostawy i elastycznej produkcji, tradycyjny sprzęt nie jest już w stanie sprostać masowemu i znormalizowanemu rozwojowi przedsiębiorstw.
Maszyny do laserowego cięcia rur łączą w sobie wysokowydajną technologię lasera światłowodowego z inteligentnymi systemami CNC, umożliwiając zintegrowane zautomatyzowane przetwarzanie od załadunku, pozycjonowania, cięcia aż po rozładunek.
Maszyna do cięcia rur laserem Procedura operacyjna:
Kontrola → Uruchomienie → Zaciskanie → Regulacja parametrów → Cięcie próbne → Cięcie do przodu → Wyłączenie
Cięcie rur laserem Kluczowe punkty użytkowania:
- Schłodź przed laserem (zabezpiecz laser)
- Zaciskanie uchwytu + współśrodkowe ustawienie (zapewnia dokładność)
- Dopasuj parametry do materiałów (moc/prędkość/gaz)
- Cięcie próbne jest obowiązkowe (unikaj odpadów w partii)
- Nie opuszczaj operatora podczas cięcia (zapobiegaj wypadkom)
- Postępuj zgodnie z prawidłową kolejnością wyłączania (przedłużasz żywotność maszyny)




