Spis treści
Poprawa wydajności pracy nożyc ma ogromne znaczenie praktyczne i jest związana z wydajnością produkcji, kontrolą kosztów, cyklem dostaw, jakością produktu i innymi kluczowymi aspektami przedsiębiorstwa. Jak skutecznie poprawić wydajność nożyc? Kluczem do poprawy wydajności pracy nożyc do blach są: wydajność urządzeń, przepływ procesów, obsługa personelu, system automatyzacji i zarządzania itp.
1. Analiza czynników wpływających na wydajność pracy nożyc
Analiza czynników wpływających na wydajność pracy nożyc jest kluczowym krokiem w zwiększaniu wydajności produkcyjnej i optymalizacji procesów. Poniżej znajduje się szczegółowe podsumowanie głównych czynników wpływających na wydajność nożyc w wielu wymiarach, co pomoże Ci zidentyfikować wąskie gardła i opracować środki zaradcze.

1) Czynniki sprzętowe
Czynniki | Opis wpływu |
Typ maszyny do strzyżenia | Hydrauliczne nożyce tnące tną płynniej niż nożyce mechaniczne, a nożyce CNC charakteryzują się wyższym stopniem automatyzacji, co jest przydatne w przypadku produkcji o wysokiej precyzji i wydajności. |
Stan wydajności sprzętu | Stary lub źle konserwowany sprzęt zmniejsza prędkość cięcia, wydłuża przestoje i wpływa na ogólną wydajność produkcji. |
Jakość ostrza i stopień zużycia | Tępe noże powodują słabe cięcie, zwiększoną częstotliwość ponownej obróbki, a w poważnych przypadkach nawet uniemożliwiają normalne cięcie. |
Czy regulacja odstępu między ostrzami jest uzasadniona | Zbyt duże lub zbyt małe odstępy wpływają na jakość i prędkość cięcia, zwłaszcza w przypadku cięcia materiałów o różnej grubości. |
Sprzęt wspomagający automatyzację | Brak automatycznych urządzeń podających, układających i zbierających odpady zwiększy liczbę ręcznych interwencji i zmniejszy wydajność. |
2) Czynniki operatora
Czynniki | Opis wpływu |
Umiejętności operacyjne | Doświadczeni pracownicy potrafią skrócić czas potrzebny na ustawianie, pozycjonowanie i zmianę materiałów; nowicjusze są narażeni na nieprawidłową obsługę, co zwiększa ryzyko popełnienia błędu i nieplanowanych przestojów. |
Świadomość bezpieczeństwa i standaryzacja działania | Niestandardowe działanie może być przyczyną awarii lub nawet wypadków, co ma wpływ na ogólną wydajność operacji. |
Kontrola czasu zmiany narzędzi i materiałów | Niewłaściwie przeprowadzona obsługa lub nieodpowiednie rozmieszczenie stołu operacyjnego wydłużą czas pomocniczy. |
3) Czynniki materialne
Czynniki | Opis wpływu |
Rodzaj materiału (stal nierdzewna, aluminium, stal węglowa itp.) | Różne materiały charakteryzują się różną odpornością na ścinanie. Materiały o wysokiej wytrzymałości charakteryzują się niską prędkością ścinania i szybkim zużyciem. |
Grubość i szerokość płyty | Cięcie grubych blach wymaga większych sił ścinających, co zmniejsza rytm pracy urządzenia; podawanie szerokich blach jest również bardziej czasochłonne. |
Problemy z jakością surowców | Nierówne lub tłuste płyty mogą powodować ślizganie się i niewspółosiowość, zwiększając częstotliwość przeróbek i utrudniając obsługę. |
4) Czynniki procesowe i harmonogramowe
Czynniki | Opis wpływu |
Optymalizacja kolejności i układu strzyżenia | Rozsądne rozmieszczenie elementów redukuje konwersję procesu i poprawia wykorzystanie materiałów; nierozsądne rozmieszczenie zwiększa ilość odpadów i czas przełączania. |
Wielkość partii | Małe partie składające się z wielu odmian wydłużą czas zmiany formy/programu, natomiast duże partie nadają się do ciągłego i wydajnego przetwarzania. |
Wymagania dotyczące kontroli błędów ścinania | Jeśli wymagania dotyczące precyzji są wysokie, należy zmniejszyć prędkość ścinania, zwiększyć częstotliwość regulacji, co ma wpływ na wydajność. |
5) Zarządzanie i czynniki środowiskowe
Czynniki | Opis wpływu |
Racjonalność planu produkcyjnego | Chaotyczne planowanie i częste zmiany materiałów powodują bezczynność sprzętu i konieczność częstej regulacji, co skraca efektywny czas operacji. |
System zarządzania konserwacją | Stabilna praca sprzętu zależy od tego, czy przeprowadzana jest regularna konserwacja i konserwacja zapobiegawcza. |
Układ miejsca pracy | Niewłaściwe ścieżki podawania/rozładowywania i zatłoczona przestrzeń wydłużą czas ręcznej obsługi. |
Rejestr produkcji i mechanizm sprzężenia zwrotnego | Decyzje podejmowane bez poparcia danymi mogą nie być w stanie wykryć wąskich gardeł, a poprawę efektywności trudno zmierzyć ilościowo. |
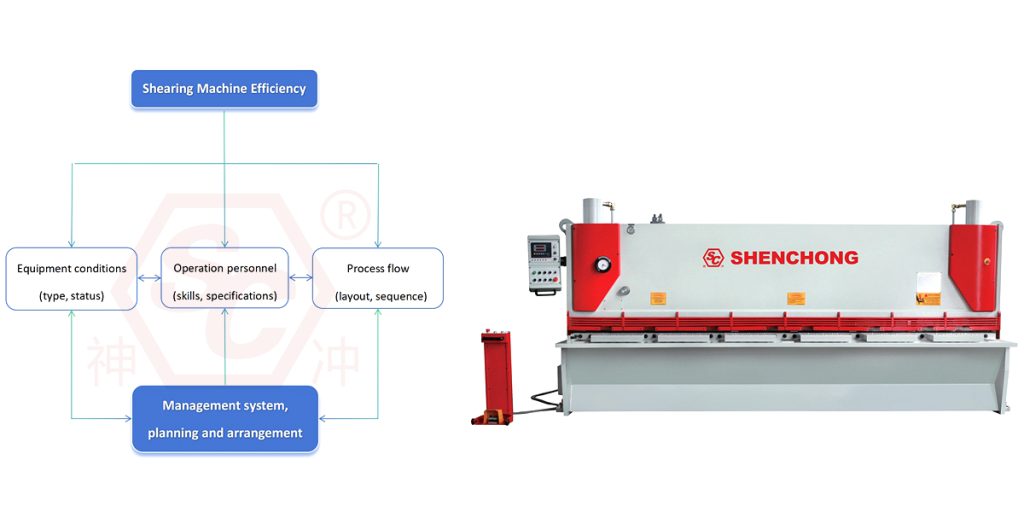
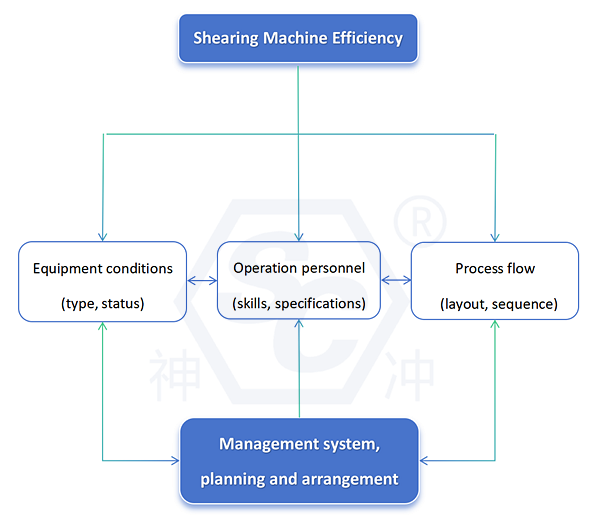
Krótki diagram relacji między czynnikami wpływającymi:
2. Jak poprawić wydajność maszyny do strzyżenia?
Kluczem do poprawy wydajności maszyny do cięcia blach jest optymalizacja następujących aspektów: wydajności urządzeń, przepływu procesów, obsługi personelu, wsparcia automatyzacji i systemu zarządzania. Poniżej przedstawiono specjalny plan usprawnień dla maszyny do cięcia blach (takich jak: nożyce hydrauliczne nc, maszyna do cięcia CNC).
1) Optymalizacja i konserwacja sprzętu
– Używaj sprzętu o wysokiej wydajności
Używać Maszyna do cięcia CNC (CNC): kontrola długości, kąta i ilości poprzez program w celu zwiększenia dokładności i precyzji.
Konfiguracja układu hydraulicznego z przetwornicą częstotliwości: pozwala zwiększyć prędkość cięcia i zmniejszyć zużycie energii.
Stosuj ostrza wysokiej jakości: ze stali stopowej lub węglika spiekanego, o dłuższej żywotności i rzadszej częstotliwości ostrzenia.
– Wybierz odpowiedni typ maszyny do strzyżenia
Wybierz odpowiednią maszynę do cięcia (taką jak nożyce mechaniczne, nożyce sterowane numerycznie, nożyce CNC itp.) na podstawie grubości materiału, materiału i wymagań dotyczących cięcia, aby uniknąć przeciążenia lub nieefektywności.
– Rozsądna regulacja odstępu między ostrzami
Ustaw standardowe wartości odstępu między ostrzami dla płyt o różnych grubościach i wykonanych z różnych materiałów, aby zwiększyć jakość i wydajność cięcia oraz ograniczyć konieczność ponownej obróbki.
– Wdrażaj regularną konserwację
Codziennie sprawdzaj poziom oleju hydraulicznego, szczelność rurociągu i zużycie lemiesza.
Należy zapewnić prawidłowe działanie układu smarowania, sprawdzić, czy olej hydrauliczny jest czysty i czy jego ilość jest wystarczająca, a także regularnie wymieniać części eksploatacyjne (takie jak ostrza, uszczelki itp.), aby ograniczyć przestoje.
Wprowadź system TPM, aby uniknąć przestojów spowodowanych nagłymi awariami.
2) Optymalizacja procesów
– Zoptymalizuj projekt układu ścinania
Użyj oprogramowania do nestingu (np. FastCAM, Lantek), aby maksymalnie wykorzystać materiał i skrócić czas jego wymiany.
– Jednolite cięcie wsadowe
Centralizacja obróbki płyt o tej samej grubości, materiale i rozmiarze pozwala ograniczyć konieczność częstej regulacji odstępu ostrzy i ustawień.
– Skróć czas nieprzetwarzania
Zorganizuj bardziej rozsądną kolejność cięcia (najpierw duże, potem małe, najpierw proste, a potem narożniki), ogranicz czynności związane z obsługą i wymianą materiałów.
3) Poprawa operacji personalnych
– Standardowa instrukcja obsługi (SOP)
Uwzględnij czynności załadunku i rozładunku, regulację odstępu między ostrzami, codzienne czynności kontrolne i zredukuj liczbę błędów ludzkich.
– Szkolenie umiejętności
Doświadczeni operatorzy mogą skrócić czas regulacji i poprawić rytm strzyżenia.
Kształcenie umiejętności identyfikowania nietypowych dźwięków, problemów hydraulicznych i problemów z jakością ścinania.
– Połączenie bezpieczeństwa i wydajności
Aby zwiększyć dokładność działania i uniknąć powtarzającej się kalibracji, należy używać laserowego wyrównania lub linijki pozycjonującej.
4) Wprowadzenie urządzeń pomocniczych
– Dopasowanie urządzenia zaciskowego/podporowego
Zmniejsza niedokładne pozycjonowanie spowodowane uginaniem się dużych płyt, nadaje się do cięcia długich płyt.
– Pozycjonowanie laserowe lub wspomaganie czujnika fotoelektrycznego
Uzyskaj szybkie i dokładne pozycjonowanie, unikaj wielokrotnego wyrównywania, zmniejsz liczbę błędów i skróć czas pracy.
5) Automatyzacja i modernizacja cyfrowa
– Wprowadzenie do systemu CNC (CNC)
Hydrauliczna maszyna gilotynowa CNC może sterować długością i kątem cięcia za pomocą programu, co pozwala na zwiększenie dokładności i wydajności operacji wsadowych.
- Dopasowanie automatyczny system załadunku/rozładunku
Zastosowanie podajnika serwo, ramienia robota lub automatycznego systemu układania w stosy pozwala ograniczyć czas operacji ręcznych i poprawić wydajność pracy ciągłej.
Automatyczny stół podający i układanie za pomocą ramienia robota mogą skrócić czas ręcznej obsługi i zwiększyć wydajność cyklu o co najmniej 20~30%.
– Zintegrowane zarządzanie systemem MES
Połącz się z systemem zarządzania produkcją przedsiębiorstwa, aby monitorować w czasie rzeczywistym zamówienia, harmonogramy i stan sprzętu oraz poprawić ogólną wydajność procesów.
6) Zastosowanie systemów zarządzania i informacji
– Rozsądne planowanie produkcji
Zredukuj liczbę zmian produktów, unikaj częstej regulacji narzędzi i zmian programu.
– System analizy efektywności OEE
Rejestruj czas pracy sprzętu, przestoje, ilość strzyżonego materiału i wydajność oraz identyfikuj wąskie gardła wydajności.
– Połączenie z systemem MES (opcjonalnie)
Zintegruj się z systemem planowania produkcji, aby na bieżąco otrzymywać informacje zwrotne na temat zadań i postępów cięcia oraz poprawić szybkość realizacji planu.
3. Przykład poprawy wydajności cięcia w zakładach obróbki blach
Problemy | Środki poprawy | Efekt |
Częste zużycie ostrza | Wprowadzenie ostrzy ze stopu odpornego na zużycie + ustalenie cykli konserwacji | Żywotność zwiększona o 50%, liczba wymian narzędzi zmniejszona |
Długi czas oczekiwania na załadunek i rozładunek | Montaż automatycznych regałów podających i układających | Cykl cięcia zwiększony o 25% |
Niejednolite standardy operacyjne | Opracuj procedury operacyjne i przeszkol operatorów | Zmniejszona liczba ręcznych przeróbek o 40% |
Częste przełączanie wielu odmian | Zoptymalizuj harmonogram produkcji i przetwarzaj płyty o tej samej specyfikacji w partiach | Częstotliwość regulacji zmniejszona, wydajność zwiększona o 15% |
4. Znaczenie poprawy wydajności maszyn do strzyżenia

Znaczenie poprawy wydajności maszyn do cięcia blachy metalowej przekłada się nie tylko na zwiększenie wydajności produkcji, ale ma również bezpośredni związek z kontrolą kosztów, gwarancją dostaw, stabilnością jakości i ogólną konkurencyjnością przedsiębiorstw na trudnym rynku.
1) Zwiększenie zdolności produkcyjnej i rozszerzenie zdolności produkcyjnej
- Nożyce tnące stanowią jeden z głównych procesów stanowiących wąskie gardło w obróbce blach, a ich wydajność bezpośrednio wpływa na postęp kolejnych procesów gięcia, spawania i innych.
- Poprawa wydajności pracy nożyc pozwala osiągnąć większą przeróbkę blachy w jednostce czasu i zwiększyć wydajność produkcji bez konieczności zwiększania inwestycji w sprzęt.
- W okresie szczytowego zapotrzebowania na zamówienia wysoka wydajność oznacza, że więcej zadań można wykonać szybciej, zwiększając tym samym zdolność przedsiębiorstwa do gwarantowania dostaw.

2) Zmniejsz koszty produkcji i zwiększ marżę zysku
Źródła kosztów | Korzyści z poprawy wydajności |
Koszty materiałów | Zoptymalizuj układ zagnieżdżania i cięcia, zmniejsz ilość odpadów i popraw wykorzystanie materiałów |
Koszty pracy | Skróć czas cięcia każdego produktu i zmniejsz nakład pracy |
Koszty energii | Zmniejszone zużycie energii na jednostkę produktu i zmniejszona liczba przestojów sprzętu |
Alokacja amortyzacji sprzętu | Ten sam sprzęt może ciąć więcej produktów, a amortyzacja na produkt jest niższa |
Poprawa wydajności = obniżenie całkowitego kosztu jednostkowego produktu = zwiększona rentowność
3) Zapewnij jakość cięcia i zmniejsz straty wynikające z przeróbek
- Poprawa efektywności zazwyczaj wiąże się z wprowadzeniem automatyzacji, precyzyjnej kontroli i standaryzacji procesów pracy, co pomaga w:
- Zmniejsz odchylenia wymiarowe, zadziory i odkształcenia materiału
- Zmniejsz liczbę przeróbek i częstotliwość przeróbek
- Stabilizacja jakości przetwarzania w dalszych procesach (takich jak gięcie bez deformacji, wysoka jakość spawów)
Stabilna jakość strzyżenia = wyższy wskaźnik udanych prób przy pierwszym użyciu = mniej odpadów, większe zadowolenie klienta
4) Poprawa wykorzystania sprzętu i zwrotu z inwestycji (ROI)
Nożyce tnące stanowią jeden z kluczowych i najcenniejszych sprzętów w przedsiębiorstwach zajmujących się obróbką metali.
Poprawa efektywności pracy oznacza:
- Zwiększanie wskaźnika wykorzystania sprzętu (OEE)
- Skrócenie przestojów, czasu bezczynności i oczekiwania
- Przyspieszenie cyklu zwrotu inwestycji w sprzęt
- Menadżerowie przedsiębiorstw często zastanawiają się: jak produkować więcej i zarabiać więcej, nie kupując nowego sprzętu – kluczową odpowiedzią jest poprawa efektywności.
5) Promuj zarządzanie szczupłe i ulepszenia automatyzacji
Proces poprawy efektywności często obejmuje:
- Optymalizacja procesu (np. kolejność układania próbek, cięcie partii)
- Standaryzacja operacji (np. formułowanie SOP)
- Transformacja automatyzacji (np. automatyczne podawanie, system pozycjonowania)
- Powiązania informatyzacji (takie jak system MES)
- Nie tylko zwiększa to wydajność, ale także wspiera transformację przedsiębiorstw w kierunku produkcji oszczędnej i inteligentnej, a także podnosi ogólny poziom zarządzania i odporność na ryzyko.
6) Zwiększenie zadowolenia klientów i konkurencyjności na rynku
- W branży obróbki blach, w której panuje duża jednorodność, ten, kto potrafi dostarczać produkty szybciej, bardziej stabilnie i po niższych kosztach, będzie miał większe szanse na zdobycie długoterminowej współpracy z klientami.
- Wydajność maszyny tnącej, jako główny proces sekcji przedniej, decyduje o szybkości początkowej całego cyklu produkcyjnego i stanowi pierwszy krok w realizacji zobowiązań klienta dotyczących dostawy.
- Spośród trzech podstawowych potrzeb klientów, czyli „szybkiej dostawy, wysokiej jakości i niskiej ceny”, poprawa efektywności bezpośrednio przyczynia się do realizacji wszystkich celów.
5. Podsumowanie
Strategiczne znaczenie poprawy wydajności pracy maszyn do strzyżenia:
Wartość kluczowa | Specyficzne przejawy |
Rozszerzenie zdolności produkcyjnych | Osiągnij większą przeróbkę zamówień bez konieczności dodawania sprzętu |
Redukcja kosztów | Zmniejsz koszty pracy, materiałów, energii i amortyzacji sprzętu |
Stabilna jakość | Wysoka precyzja, mniej przeróbek i mniej skarg klientów |
Wzrost zysku | Zwiększ przychody na jednostkę produktu |
Aktualizacja zarządzania | Promuj automatyzację, digitalizację i szczupłość |
Konkurencja rynkowa | Popraw możliwości dostaw, zyskaj zaufanie klientów i zwiększ wolumen zamówień |
5 podstawowych strategii zwiększających wydajność maszyn do strzyżenia:
Główne punkty | Środki |
Poprawa wydajności pracy maszyny do strzyżenia | CNC, modernizacja automatyki, poprawa jakości ostrza |
Optymalizacja procesów | Zagnieżdżanie, zarządzanie partiami, optymalizacja sekwencji cięcia |
Standaryzacja operacji personalnych | Sformułuj SOP, szkolenia umiejętności, ustal standardy wydajności |
Wprowadzenie zautomatyzowanych urządzeń pomocniczych | Automatyczne podawanie, pozycjonowanie laserowe, urządzenie wspomagające, itp. |
Doskonalenie systemu zarządzania | Analiza OEE, konserwacja TPM, zintegrowane harmonogramowanie produkcji MES |




