Spis treści
Gięcie blach ze stali nierdzewnej to proces, w którym giętarki i inne urządzenia wywierają nacisk na blachy ze stali nierdzewnej, powodując ich odkształcenie plastyczne wzdłuż określonych linii i ostatecznie nadając im pożądany kąt i kształt. Ze względu na właściwości materiału, jakim jest stal nierdzewna, proces gięcia jest nieco bardziej specyficzny i wymagający niż w przypadku zwykłej stali.
1. Analiza właściwości stali nierdzewnej
Stal nierdzewna to stal stopowa o doskonałej odporności na korozję i dobrych właściwościach mechanicznych. Jest szeroko stosowana w budownictwie, przemyśle, budownictwie, medycynie i innych dziedzinach ze względu na gładką powierzchnię, wysoką wytrzymałość i długą żywotność. Poniżej przedstawiono główne cechy stali nierdzewnej.
1) Odporność na korozję
Główne cechy:
Stal nierdzewna zawiera pewną ilość chromu (zwykle ≥10,5%), a na powierzchni tworzy się gęsta warstwa ochronna z tlenku chromu (warstwa pasywacyjna), która skutecznie zapobiega korozji.
Scenariusze zastosowań:
Nadaje się do środowisk korozyjnych, w których występuje wilgoć, kwasowość, zasadowość i słona mgiełka, np. w przypadku sprzętu morskiego, sprzętu chemicznego itp.
Czynniki wpływające:
Im większa zawartość pierwiastków takich jak chrom, nikiel i molibden w stali nierdzewnej, tym większa odporność na korozję.
W szczególnych przypadkach (np. w środowiskach o wysokiej zawartości chlorków) konieczne jest wybranie wyższej klasy stali nierdzewnej (np. 316L).
2) Doskonałe właściwości mechaniczne
Wysoka wytrzymałość:
Stal nierdzewna ma wysoką granicę plastyczności i wytrzymałość na rozciąganie, dzięki czemu może wytrzymać duże obciążenia.
Dobra ciągliwość:
Duże wydłużenie, odpowiednie do głębokiego tłoczenia, gięcia i innych procesów przetwórczych.
Wysoka wytrzymałość:
Nawet w warunkach niskich temperatur zachowuje dobrą wytrzymałość i wytrzymałość.
3) Odporność na wysokie i niskie temperatury
Odporność na wysoką temperaturę:
Niektóre stale nierdzewne (np. 304, 310S) zachowują dobrą wytrzymałość i odporność na utlenianie w środowiskach o wysokiej temperaturze.
Odporność na niskie temperatury:
Stal nierdzewna austenityczna (np. 304, 316) nie ulega kruchemu pękaniu w niskich temperaturach i nadaje się do stosowania w środowiskach o ekstremalnie niskich temperaturach, takich jak ciekły azot i ciekły wodór.
4) Doskonała wydajność przetwarzania
Łatwe do formowania:
Stal nierdzewna charakteryzuje się dobrą ciągliwością i nadaje się do procesów przetwórczych, takich jak tłoczenie, rozciąganie i gięcie.
Spawalność:
Większość stali nierdzewnych charakteryzuje się dobrymi właściwościami spawalniczymi i nadaje się do stosowania różnych metod spawania (takich jak spawanie TIG, spawanie MIG, spawanie laserowe itp.).
Łatwe do cięcia:
Niektóre stale nierdzewne (np. 303) są zoptymalizowane i zaprojektowane w celu zwiększenia wydajności cięcia.
5) Estetyka
Wykończenie powierzchni:
Powierzchnia stali nierdzewnej jest gładka i błyszcząca, a po polerowaniu, szczotkowaniu, piaskowaniu itp. staje się bardziej dekoracyjna.
Różnorodne obróbki powierzchni:
Możliwe jest uzyskanie efektu lustrzanego, matowego, szczotkowanego, powłoki kolorowej i innych, aby spełnić różne wymagania projektowe.
6) Trwałość
Długie życie:
Stal nierdzewna charakteryzuje się doskonałą odpornością na korozję i właściwościami mechanicznymi, a także może długo służyć w trudnych warunkach.
Niskie koszty utrzymania:
Stal nierdzewna nie rdzewieje i nie koroduje, co pozwala ograniczyć koszty konserwacji.
7) Ochrona środowiska i możliwość recyklingu
Materiały przyjazne dla środowiska:
Stal nierdzewna jest nieszkodliwa dla ludzkiego ciała i jest często stosowana w przemyśle spożywczym, sprzęcie medycznym i innych dziedzinach.
Nadające się do recyklingu:
Stal nierdzewną można poddać recyklingowi w 100%, co jest zgodne z koncepcją zrównoważonego rozwoju.
2. Charakterystyka gięcia blach ze stali nierdzewnej
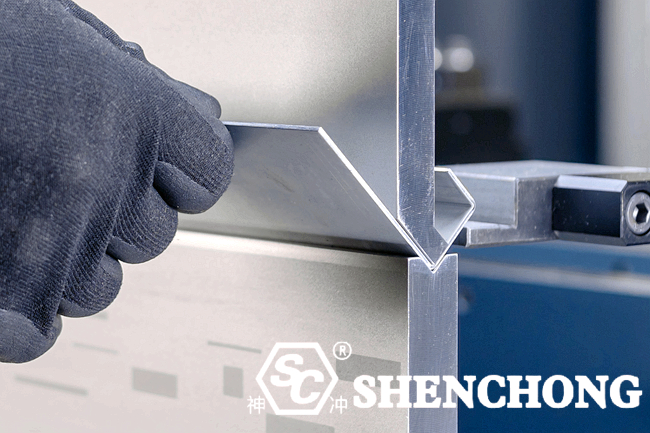
Gięcie blach ze stali nierdzewnej to technologia obróbki, która wykorzystuje siłę mechaniczną do plastycznego odkształcania blach ze stali nierdzewnej. Jest szeroko stosowana w produkcji różnorodnych wyrobów i części metalowych. Ze względu na wyjątkowe właściwości fizyczne i chemiczne stali nierdzewnej, proces jej gięcia charakteryzuje się również następującymi istotnymi cechami.
1) Wysoka wytrzymałość i twardość
- Cechy:
Stal nierdzewna charakteryzuje się wysoką granicą plastyczności i twardością, a podczas gięcia wymaga większego nacisku niż zwykła stal węglowa.
- Wpływ:
Sprzęt do gięcia musi mieć większy tonaż, a materiały formy muszą być odporne na zużycie.
2) Duże odbicie
- Cechy:
Stal nierdzewna charakteryzuje się wysokim modułem sprężystości i ma tendencję do odbijania się po zgięciu, przez co rzeczywisty kąt może odbiegać od kąta zaprojektowanego.
– Metody radzenia sobie:
Kompensacja odbicia poprzez zwiększenie kąta zgięcia.
Aby ograniczyć odbicia, należy stosować specjalne formy lub urządzenia zaciskowe.
3) Dobra ciągliwość
- Cechy:
Stal nierdzewna charakteryzuje się dużą ciągliwością, można ją zginać pod większym kątem bez ryzyka pęknięcia.
- Zalety:
Nadaje się do obróbki skomplikowanych kształtów i wykonywania wielokrotnych gięciach.
4) Zarysowania powierzchni
- Cechy:
Powierzchnia stali nierdzewnej jest gładka, lecz podczas gięcia jest podatna na zarysowania lub nacisk formy.
- Rozwiązanie:
Aby chronić powierzchnię formy, należy stosować miękkie materiały (np. podkładki poliuretanowe).
Na powierzchnię stali nierdzewnej nanieść folię ochronną.
5) Trudność obróbki jest proporcjonalna do grubości
- Cechy:
Im grubsza jest blacha ze stali nierdzewnej, tym trudniej ją zgiąć, co wymaga większej siły gięcia i wyższej wydajności sprzętu.
– Sugestie:
Do grubych płyt należy wybrać giętarkę o dużym nacisku.
Należy rozsądnie dobrać promień gięcia, aby uniknąć pęknięć spowodowanych nadmierną deformacją.
6) Surowe wymagania dotyczące promienia gięcia
- Cechy:
Zbyt mały promień gięcia może spowodować pękanie powierzchni stali nierdzewnej lub koncentrację naprężeń wewnętrznych.
– Zalecenie:
Promień gięcia powinien być 1–3 razy większy od grubości płyty, zależnie od właściwości materiału.
W przypadku zastosowań specjalnych konieczna jest eksperymentalna weryfikacja optymalnego promienia.
7) Słaba przewodność cieplna
- Cechy:
Stal nierdzewna ma słabą przewodność cieplną, a ciepło nie rozprasza się łatwo podczas gięcia, co może powodować miejscowe odkształcenia.
- Odpowiedź:
Aby uniknąć gromadzenia się ciepła, należy stosować układ chłodzenia lub przerywane przetwarzanie.
8) Kierunek obróbki wpływa na jakość gięcia
- Cechy:
Stal nierdzewna charakteryzuje się dobrą ciągliwością wzdłuż kierunku walcowania, jest natomiast podatna na pękanie przy gięciu prostopadle do kierunku walcowania.
– Sugestia:
Zginaj w kierunku walcowania tak daleko, jak to możliwe.
W przypadku gięcia części o niestandardowych kształtach kierunek obróbki można dostosować eksperymentalnie.
9) Wysokie wymagania dotyczące pleśni
- Cechy:
Wysoka twardość i wytrzymałość stali nierdzewnej stawiają wyższe wymagania dotyczące odporności na zużycie i wytrzymałości formy.
- Rozwiązanie:
Stosuj formy ze stali stopowej o wysokiej wytrzymałości.
Regularnie sprawdzaj i konserwuj formę, aby zapewnić gładką i nienaruszoną powierzchnię.
10) Efekt odpuszczania lub utwardzania
- Cechy:
Stal nierdzewna może ulec umocnieniu podczas procesu gięcia, co zwiększa trudność późniejszej obróbki.
- Rozwiązanie:
W przypadku materiałów o dużym stopniu umocnienia przez odpuszczanie przeprowadza się obróbkę odpuszczającą w celu usunięcia naprężeń.
Aby ograniczyć wielkość jednorazowej deformacji, należy stosować metodę gięcia krok po kroku.
Gięcie blach ze stali nierdzewnej charakteryzuje się wysoką wytrzymałością, wysokim współczynnikiem odbicia i podatnością na zarysowania ze względu na właściwości materiału, ale dzięki rozsądnemu doborowi sprzętu, form i parametrów procesu można uzyskać wysoką precyzję i jakość obróbki.
W rzeczywistej produkcji pełne zrozumienie właściwości stali nierdzewnej i optymalizacja przepływu procesu są kluczem do zapewnienia jakości gięcia.
3. Sprzęt i narzędzia do gięcia stali nierdzewnej
1) Sprzęt do gięcia
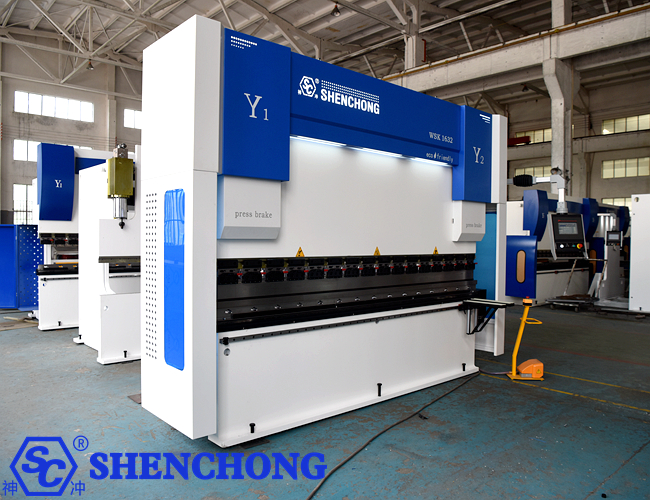
– Prasa krawędziowa hydrauliczna
Cechy: Zapewnia wysokie ciśnienie w układzie hydraulicznym, odpowiednie do obróbki grubych płyt i dużych części ze stali nierdzewnej.
Zalety: Wysokie ciśnienie, stabilna praca, wysoka dokładność przetwarzania.
Zastosowanie: Szeroko stosowane w urządzeniach przemysłowych, obróbce części maszyn ciężkich.
– CNC prasa krawędziowa
Cechy: Automatyczna kontrola kąta gięcia, ciśnienia i położenia poprzez system CNC, odpowiedni do precyzyjnej i zróżnicowanej obróbki.
Zalety: Wysoka wydajność, duża dokładność powtarzalności, obsługa gięcia skomplikowanych części.
Zastosowanie: Nadaje się do zaawansowanych gałęzi przemysłu, takich jak przemysł lotniczy i motoryzacyjny.
– Giętarka mechaniczna
Cechy: Wykorzystuje przekładnię mechaniczną do zapewnienia siły gięcia, nadaje się do obróbki cienkich płyt i małych części.
Zalety: Prosta konstrukcja i niski koszt.
Zastosowanie: Nadaje się do zaspokojenia standardowych potrzeb przetwórczych małych i średnich przedsiębiorstw.
– Giętarka ręczna
Cechy: Prosta konstrukcja, gięcie odbywa się wyłącznie ręcznie, urządzenie nadaje się do produkcji małoseryjnej lub prac konserwacyjnych.
Zalety: Ekonomiczna i elastyczna eksploatacja.
Zastosowanie: Nadaje się do obróbki małych części lub prostego gięcia części.
2) Narzędzia do gięcia
– Forma do gięcia
Górna forma (stempel):
Służy do wywierania nacisku skierowanego w dół w celu określenia kąta i kształtu gięcia.
Popularne typy: forma typu V, forma typu nożowego, forma łukowa itp.
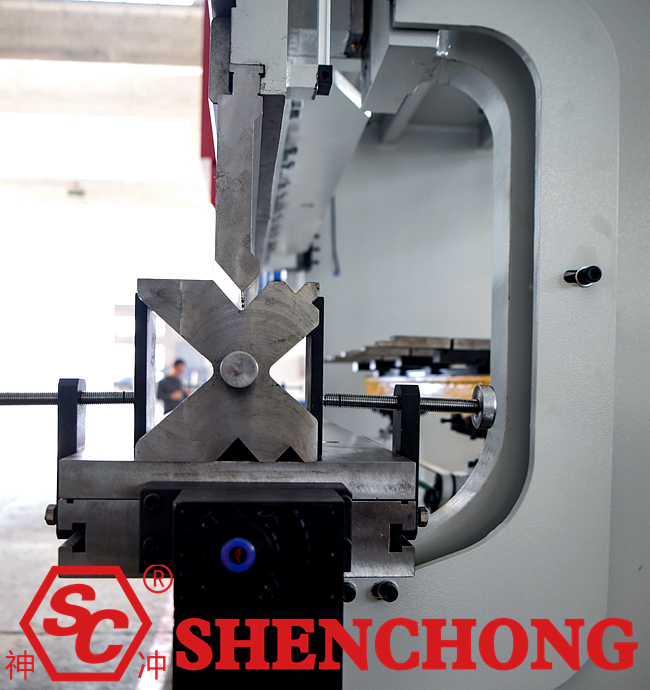
Forma dolna (forma wklęsła):
Służy do podtrzymywania przedmiotu obrabianego i nadawania mu kształtu podczas gięcia.
Popularne typy: forma pojedyncza typu V, forma wielokrotna typu V, forma typu U itp.
Materiał formy:
Stal stopowa o wysokiej wytrzymałości: odporna na zużycie, odpowiednia do obróbki stali nierdzewnej o dużej twardości.
Obróbka powierzchni: Formę należy polerować lub pokrywać powłoką galwaniczną, aby uniknąć zarysowania powierzchni stali nierdzewnej.
– Podążacz gięcia
Gięcie następujeer to zaawansowana technologia stosowana w gięciu blach ze stali nierdzewnej. Jej celem jest śledzenie odkształcenia blachy w czasie rzeczywistym za pomocą urządzenia śledzącego, zapewnienie wsparcia i pomocy, redukcja problemu odkształcenia blachy podczas procesu gięcia oraz poprawa dokładności i wydajności obróbki. Technologia ta jest powszechnie stosowana w zaawansowanych prasach krawędziowych CNC, szczególnie do obróbki dużych lub precyzyjnych detali.
– Narzędzia pomocnicze
Uszczelka ochronna:
Stosowany w celu zapobieżenia bezpośredniemu kontaktowi formy ze stalą nierdzewną podczas procesu gięcia, aby uniknąć zarysowań powierzchni.
Materiały powszechnie stosowane: uszczelka poliuretanowa, uszczelka nylonowa.
Płyta dociskowa lub zacisk:
Służy do mocowania arkuszy stali nierdzewnej w celu zapewnienia stabilności i precyzji podczas obróbki.
Folia anty-zarysowa:
Przymocowane do powierzchni ze stali nierdzewnej przed gięciem, aby zapobiec zarysowaniom podczas gięcia.
3) Konserwacja sprzętu i narzędzi
– Konserwacja sprzętu
Należy regularnie sprawdzać układ hydrauliczny, aby mieć pewność, że nie ma wycieków oleju i ciśnienie jest stabilne.
Wyczyść powierzchnię urządzenia, aby zapobiec wpływowi kurzu i oleju na dokładność pomiaru.
– Konserwacja form
Powierzchnię formy należy utrzymywać w czystości i bez zadziorów, należy ją regularnie polerować lub wymieniać.
Podczas przechowywania należy stosować olej antykorozyjny, aby zapobiec wilgoci i rdzewieniu.
– Konserwacja narzędzi pomocniczych
Uszczelki ochronne i folie zabezpieczające przed zarysowaniami należy regularnie wymieniać, aby uniknąć awarii spowodowanych zużyciem.
4) Trend udoskonalania maszyn i narzędzi do gięcia stali nierdzewnej
– Inteligencja i automatyzacja
Maszyny do gięcia CNC stają się stopniowo coraz inteligentniejsze, co zwiększa wydajność i precyzję obróbki.
– Rozwój form o wysokiej odporności na zużycie
Materiały używane do produkcji form są stale udoskonalane w celu wydłużenia ich żywotności i zmniejszenia częstotliwości wymiany.
– Ochrona środowiska i energooszczędne projektowanie
Nowe układy hydrauliczne i technologie napędowe zmniejszają zużycie energii i oddziaływanie na środowisko.
4. Kluczowe punkty przy wyborze sprzętu i narzędzi do gięcia blach ze stali nierdzewnej
Wybór sprzętu i narzędzi do gięcia stali nierdzewnej jest kluczem do zapewnienia jakości i wydajności obróbki. Ze względu na wysoką wytrzymałość, twardość i wyjątkową ciągliwość stali nierdzewnej, dobór sprzętu i narzędzi musi uwzględniać charakterystykę blachy, wymagania dotyczące obróbki oraz parametry procesu. Poniżej przedstawiono główne kryteria wyboru.
1) Wybierz tonaż sprzętu w zależności od grubości blachy
Nacisk (siła) maszyny do gięcia musi spełniać wymagania technologiczne dotyczące grubości i długości blachy.
2) Wybierz formę według promienia gięcia
Promień gięcia zależy od grubości płyty, a szerokość szczeliny formy wynosi zwykle 8–10 razy grubość płyty.
3) Wybierz typ formy w zależności od kąta gięcia
Gięcie pod małymi kątami: wymagane są ostre formy w kształcie litery V.
Gięcie pod dużym kątem lub gięcie łukowe: wybiera się formy łukowe lub procesy gięcia wielokrotnego.
4) Wybierz typ sprzętu w zależności od dokładności przetwarzania
Wymagania dotyczące wysokiej precyzji: CNC hydrauliczna prasa krawędziowa maszyny są zalecane.
Standardowe wymagania dotyczące precyzji: można wybrać giętarki hydrauliczne lub mechaniczne.
Dzięki odpowiedniemu doborowi sprzętu i narzędzi, a także zoptymalizowanemu przebiegowi procesu, można skutecznie zwiększyć wydajność i jakość obróbki gięcia stali nierdzewnej, co pozwoli spełnić wymagania różnych zastosowań.
5. Środki ostrożności przy gięciu stali nierdzewnej
Dopasowanie grubości materiału do wydajności sprzętu
Wybierz odpowiednią moc giętarki w zależności od grubości stali nierdzewnej, aby uniknąć uszkodzenia podczas gięcia z powodu niewystarczającego nacisku.
Zapobiega zarysowaniom powierzchni
Przed obróbką sprawdź, czy powierzchnia formy jest gładka i nie ma zadziorów.
Zastosuj folię ochronną lub zmiękcz powierzchnię formy.
Wielokrotna kontrola gięcia
Przy gięciu elementów o dużych kątach lub skomplikowanych kształtach można stosować różne metody gięcia krok po kroku, aby uniknąć pękania lub odkształcania się materiału.
Kierunek przetwarzania
Aby zmniejszyć ryzyko pęknięcia, należy zginać stal nierdzewną zgodnie z kierunkiem walcowania.
Leczenie po zgięciu
Jeśli na powierzchni pojawią się rysy, można je naprawić poprzez polerowanie lub ciągnienie drutu.
W przypadku giętych części wymagających spawania należy upewnić się, że w obszarze gięcia nie występuje koncentracja naprężeń.
6. Wnioski
Ze względu na swoje właściwości materiałowe, gięcie blach ze stali nierdzewnej charakteryzuje się wysoką wytrzymałością, wysokim współczynnikiem odbicia i podatnością na zarysowania. W rzeczywistej produkcji, pełne zrozumienie właściwości stali nierdzewnej i optymalizacja procesu są kluczem do zapewnienia jakości gięcia.
Dzięki odpowiedniemu doborowi sprzętu i narzędzi, a także zoptymalizowanemu przebiegowi procesu, można skutecznie zwiększyć wydajność i jakość obróbki gięcia stali nierdzewnej, co pozwoli spełnić wymagania różnych zastosowań.
Inne powiązane artykuły na temat gięcia blach:
Typowe problemy z jakością gięcia i ich rozwiązania




