Spis treści
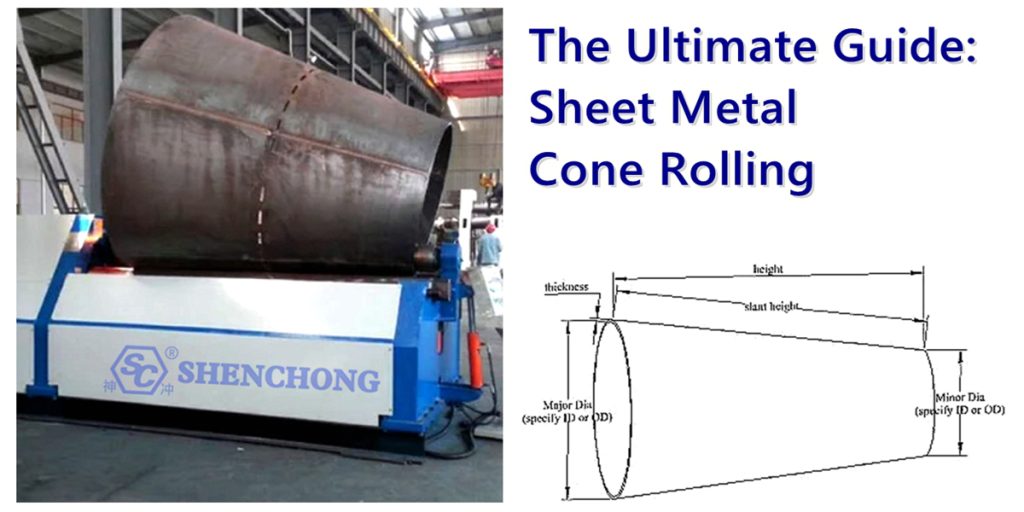
Walcowanie blachy stożkowej ogólnie odnosi się do procesu walcowania arkusza blachy w stożkowy cylinder (stożek). Jest to powszechny proces formowania kształtu w obróbce blachy. Różni się od zwykłego walcowania (walcowania w kształt cylindryczny), ponieważ walcowanie stożkowe wymaga zastosowania różnych średnic na obu końcach, tworząc stożkowy stożek ze ściętymi krawędziami.
1. Na czym polega walcowanie stożkowe blach?
Walcowanie stożkowe odnosi się do procesu formowania, w którym blacha jest przetwarzana w cylinder stożkowy (tj. stożek) poprzez walcowanie. Kawałek blachy trapezowej lub wachlarzowatej jest walcowany w stożek w kształcie trąbki lub lejka za pomocą maszyna do walcowania blachProces ten nazywa się „walcowaniem stożków”.
Definicja:
Walcowanie stożkowe blach metalowych to proces formowania blachy, w którym do gięcia blachy wzdłuż nierównych promieni używa się walcarki, regulując położenie walca i siłę nacisku w celu nadania jej struktury stożkowej o różnych średnicach na obu końcach.
Typowe cechy walcowania stożkowego blach:
Cechy | Opis |
Wygląd | Stożkowy cylinder, którego jeden koniec jest większy od drugiego |
Kształt arkusza | Zwykle jest to płyta wachlarzowata lub trapezowa |
Sprzęt procesowy | Walcarka do blachy trójwalcowa lub czterowalcowa z regulacją położenia wałków |
Obszary zastosowań | Przewody wentylacyjne, leje, kominy, beczki stożkowe, części mechaniczne itp. |
2. Kluczowe cechy procesu walcowania stożków blach metalowych

Główne cechy procesu walcowania stożkowego blach znajdują swoje odzwierciedlenie przede wszystkim w następujących aspektach, które określają tryb pracy i stopień trudności:
1) Specjalny kształt płyty
Zamiast płyt prostokątnych zwykle stosuje się płyty trapezowe lub płyty wachlarzowe.
Podczas rozkładania należy wykonać dokładne obliczenia rozkładania, uwzględniające rozmiar stożka. Diagram rozkładania przedstawia przekrój stożka pierścieniowego.
2) Metoda wałkowania różni się od zwykłego wałkowania
Zwykłe walcowanie polega na walcowaniu o równym promieniu (ta sama średnica po obu stronach).
Walcowanie stożkowe wymaga nierównych promieni po obu stronach, przy czym jedna strona jest napięta, a druga luźna. W trakcie walcowania powstaje stożek.
3) Rolkę należy wyregulować mimośrodowo
Podczas walcowania stożka konieczne jest ustawienie górnej lub dolnej rolki osiowo (mimośrodowo), aby wytworzyć większą siłę zginającą po jednej stronie płyty i utworzyć stożek.
Niektóre specjalistyczne maszyny do walcowania blach są wyposażone w urządzenia do walcowania stożkowego lub funkcje regulacji elektrycznej.
4) Dokładność formowania zależy od doświadczenia i dopasowania
W procesie walcowania stożków z blachy istnieje ryzyko wystąpienia takich problemów, jak odchylenia, poślizg, nierównomierna okrągłość i luźne usta.
Operator musi mieć duże doświadczenie i potrafić kontrolować trajektorię i kąt przechyłu poprzez stopniową, precyzyjną regulację.
5) Produkt gotowy wymaga obróbki końcowej
Po walcowaniu zazwyczaj konieczne jest przeprowadzenie procesów takich jak dopasowywanie, spawanie i korekta.
Niektóre szyszki należy przyciąć lub ukształtować, aby zwiększyć ich dokładność i wygląd.
6) Nierównomierny rozkład naprężeń
W procesie walcowania stożkowego blachy, obie strony blachy poddawane są działaniu różnych sił, co może powodować odbicie, odkształcenie lub pękanie materiału, zwłaszcza w przypadku grubych blach lub dużych konstrukcji stożkowych.
7) Wysokie wymagania co do sprzętu
Zaleca się stosowanie symetrycznej walcarki do blach trójwalcowej lub czterowalcowej z funkcją walcowania stożkowego.
Do produkcji stożków o dużych lub grubych blachach może być potrzebny specjalnie zaprojektowany sprzęt lub maszyny CNC do walcowania blach.
3. Krótki opis etapów operacji walcowania stożków metalowych
Etapy operacji walcowania stożków można w skrócie podzielić na następujące kluczowe ogniwa, które nadają się do obróbki cylindrów stożkowych przy użyciu trójwalcowych lub czterowalcowych walcarek do blach:
1) Narysuj diagram rozwoju
Zależnie od parametrów gotowego stożka, takich jak średnica większego końca, średnica mniejszego końca, wysokość itp.
Oblicz długość tworzącej i kąt rozwinięcia.
Uzyskaj rozłożony talerz o kształcie wachlarzowatym lub trapezowym.
Aby wspomóc rozwój projektu, można skorzystać z rysunków CAD lub ręcznej geometrii.
2) Przygotowanie materiału
Wytnij płyty metalowe (ze stali węglowej, stali nierdzewnej, aluminium itp.) zgodnie z rozmiarem diagramu rozwoju.
Usuń zadziory z powierzchni płyty i utrzymuj ją płaską i czystą.
3) Obróbka przed gięciem
Wstępnie zagnij oba końce blachy, aby zmniejszyć efekt prostolinijnej krawędzi na pierwszej i ostatniej części wałkowania.
Można to zrobić za pomocą walcarki do blach lub sprzętu do gięcia wstępnego.
4) Regulacja maszyny do walcowania blach
Wyreguluj wałek walcarki do blach, aby jedna strona była mimośrodowo niewspółosiowa i tworzyła stożek.
Kontroluj amplitudę odchylenia zgodnie z wielkością kąta stożka.
Funkcję walcowania stożkowego można włączyć w przypadku urządzeń spełniających określone warunki.
5) Zacznij toczyć
Wsuń arkusz w rolki w ustalonym kierunku i powoli uruchom maszynę.
Monitoruj proces walcowania w czasie rzeczywistym, aby zapobiec odchyleniu się lub ześlizgnięciu arkusza.
Dokładnie wyreguluj położenie górnego/dolnego wałka zależnie od sytuacji wałkowania.
6) Połączenie szwowe
Po zwinięciu należy dopasować oba końce, aby zamknąć szew.
Sprawdź okrągłość stożka i szczeliny między spoinami, a następnie wykonaj lokalne kształtowanie.
7) Spawanie i korekta
Zgrzewanie punktowe lub spawanie całościowe szwu.
Przeszlifuj powierzchnie wewnętrzne i zewnętrzne i w razie potrzeby skoryguj ich okrągłość.
Jeśli wymagana jest wysoka precyzja, można również zastosować kształtowanie mechaniczne.
8) Kontrola i późniejsze przetwarzanie
Sprawdź rozmiar, okrągłość, stożek, jakość spawu itp.
W razie potrzeby wykonaj prace zabezpieczające przed korozją, natryskowe lub w celu dalszego montażu.
4. Jak zwinąć rożek?
1) Etap przygotowawczy
– Wyczyść parametry rozmiaru
Średnica większego końca (D₁)
Mała średnica końcowa (D₂)
Wysokość stożka (H)
Grubość płyty (t)
– Oblicz i narysuj diagram rozkładania
Diagram rozłożenia jest zazwyczaj wycinkiem koła. Promienie łuku wewnętrznego i zewnętrznego oraz kąt rozłożenia są obliczane na podstawie zależności geometrycznych stożka.
W obliczeniach można pomóc sobie stosując CAD lub wzory.
2) Regulacja sprzętu
– Wybierz odpowiedni stożek z blachy maszyna do walcowania
Jeżeli blacha jest duża i gruba, zaleca się użycie walcarki trójwalcowej lub czterowalcowej, najlepiej z funkcją walcowania stożkowego (np. z możliwością pochylania i regulacji górnego walca).
Jeśli jest to tylko mały element stożkowy, możesz kupić niedroga, specjalna maszyna do walcowania stożków.
– Wyreguluj niewspółosiowość rolek
Przesuń odpowiednio jedną stronę górnego lub dolnego wałka, aby utworzyć różnicę kątów.
Napnij jedną stronę i rozluźnij drugą, aby uzyskać stożkowy efekt toczenia.
3) Etapy operacji rolowania
– Załadunek płyty
Włóż wycięty sektor lub blachę trapezową do walcarki do blach.
Upewnij się, że większy koniec jest po stronie ciasnej, a mniejszy po stronie luźnej.
– Zacznij się toczyć
Powoli uruchom sprzęt i obserwuj tor jazdy talerza.
Dostosuj stopień mimośrodowości w czasie rzeczywistym, aby zapewnić równomierne zwężenie.
Unikaj odchyleń, przeskakiwania materiału, ślizgania się i innych problemów.
– Wałkowanie partiami (jeśli to konieczne)
W przypadku dużych stożków lub grubych płyt do walcowania segmentowego można zastosować metodę dwuetapową lub metodę precyzyjnej regulacji wielokrotnego podawania.
4) Postprodukcja
– Wyrównanie szwu
Po zwinięciu należy sprawdzić wyrównanie obu boków.
W przypadku rozbieżności lub nieokrągłości należy zastosować podnośnik, młotek lub specjalną zaokrąglarkę, aby dokonać regulacji.
– Spawanie i szlifowanie
Zgrzewanie punktowe i spawanie szwów.
Następnie należy przeszlifować, usunąć żużel i nadać kształt, aby uzyskać czystą i piękną powierzchnię.
– Sprawdź gotowy produkt
Sprawdź czy stożek, okrągłość i rozmiar spełniają normy.
Jeśli wystąpi błąd, napraw go lub przewiń w odpowiedni sposób.
5. Środki ostrożności przy toczeniu rożków
W trakcie procesu walcowania stożków (tzw. walcowania stożków) należy podjąć szereg kluczowych środków ostrożności, aby zapewnić jakość formowania, bezpieczeństwo i ochronę sprzętu:
1) Dokładne rozkładanie arkuszy
Obliczenia diagramu rozkładanego muszą być dokładne, zwłaszcza kąt, promień i długość tworzącej nie mogą być błędne.
Schemat rozkładania ma zazwyczaj kształt wachlarza lub trapezu. Błędy mogą prowadzić do awarii wałka lub trudności w łączeniu.
2) Rozsądna regulacja wałka
Podczas walcowania stożków wałek musi być ustawiony mimośrodowo, w przeciwnym razie stożka nie da się wytoczyć.
Kąt odchylenia należy dostosować do rozmiaru stożka. Nadmierna lub mała mimośrodowość będzie prowadzić do nieprawidłowego toczenia.
Walcarka do blach z funkcją walcowania stożkowego jest wygodniejsza w regulacji.
3) Zapobiegaj odchyleniom podczas toczenia
Ze względu na nierównomierne rozłożenie sił po obu stronach, podczas walcowania rożków arkusz łatwo ulega odchyleniu.
Podczas operacji należy wykonywać ją powoli, a także stale kontrolować nacisk i położenie, aby zachować symetrię.
4) Dopasuj grubość blachy do stożka
Im grubsza blacha i większy stożek, tym trudniej ją zwinąć.
W przypadku grubych blach o dużych stożkach konieczne jest kilkukrotne regulowanie walcowania segmentowego, a nawet stosowanie gięcia na gorąco i spawania segmentowego.
5) Wstępne gięcie powinno być wystarczające
Oba końce płyty muszą zostać wstępnie wygięte, aby zmniejszyć długość prostej krawędzi w miejscu łączenia i ułatwić łączenie.
W przeciwnym wypadku mogą wystąpić problemy takie jak odkształcanie się portów i trudności z dokowaniem.
6) Kontrola dokładności połączeń
Po walcowaniu mogą pozostać otwory i nierówne krawędzie po obu stronach, które wymagają pomocy ręcznej lub mechanicznej w celu zaokrąglenia i połączenia.
Luźne połączenie będzie miało wpływ na późniejsze spawanie i wytrzymałość konstrukcji.
7) Spawanie powinno być równomierne i mieć odpowiedni kształt
Przed spawaniem należy dokładnie ustawić elementy, aby uniknąć kurczenia się i odkształceń.
Jeżeli po spawaniu wystąpią odkształcenia, należy wykonać korektę i kształtowanie stożka.
8) Specyfikacje dotyczące bezpieczeństwa operacji
Podczas procesu wałkowania kategorycznie zabrania się dotykania powierzchni wałka rękoma.
Należy nosić rękawice ochronne, okulary ochronne itp., aby zapobiec odbijaniu się talerza lub przecięciu go.

9) Wybór sprzętu powinien być odpowiedni
Zaleca się stosowanie wałka trójwalcowego lub czterowalcowa walcarka do blach z funkcją walcowania stożkowego.
W przypadku bardzo grubych i dużych elementów obrabianych należy rozważyć zastosowanie hydraulicznej, wytrzymałej walcarki do blach.
10) Nie można ignorować kontroli gotowego produktu
Po uformowaniu należy sprawdzić kluczowe wskaźniki, takie jak stożkowatość, okrągłość, luz połączeniowy i jakość spawania.
Produkty z poważnymi błędami należy poprawić lub zezłomować.
6. Podsumowanie i wskazówki
Proces walcowania blachy w stożek polega na użyciu walcarki do blach, aby zwinąć blachę w kształcie wachlarza lub trapezu w cylinder stożkowy, którego jeden koniec jest szerszy od drugiego. Operacja ta jest bardziej skomplikowana niż zwykłe walcowanie i wymaga odpowiedniej regulacji sprzętu oraz umiejętności obsługi.
- Grubość blachy: Grube blachy są trudniejsze do zwijania i wymagają odpowiedniego wstępnego gięcia
- Rozmiar stożka: Im większy stożek, tym trudniejszy. Zaleca się najpierw przetestować krótki odcinek.
- Doświadczenie operatora: Operacja walcowania stożków wymaga współpracy wykwalifikowanych pracowników, a doświadczenie jest kluczowe
- Środki bezpieczeństwa: Obowiązuje bezwzględny zakaz zbliżania się do strefy walca rękoma oraz stosowania środków ochrony indywidualnej.




