Spis treści
Czym jest maszyna do cięcia laserem CO2? Maszyna do cięcia laserem CO2 to urządzenie wykorzystujące podczerwoną wiązkę laserową (zwykle o długości fali 10,6 μm) generowaną przez2 Laser do cięcia, grawerowania i znakowania różnych materiałów. Jest szeroko stosowany w obróbce materiałów takich jak metal, plastik, drewno, skóra, tkaniny, szkło i akryl.
1. Czym jest maszyna do cięcia laserem CO2?
Maszyna do cięcia laserem CO2 to urządzenie wykorzystujące wysokoenergetyczny laser podczerwony (długość fali około 10,6 μm) generowany przez CO22 Laser do cięcia, grawerowania lub znakowania materiałów. Należy do technologii obróbki cieplnej i jest szeroko stosowany w precyzyjnej obróbce materiałów niemetalowych (takich jak drewno, akryl, plastik, tkanina, skóra itp.) oraz niektórych materiałów metalowych.
2. Zasada działania maszyny do cięcia laserem CO2
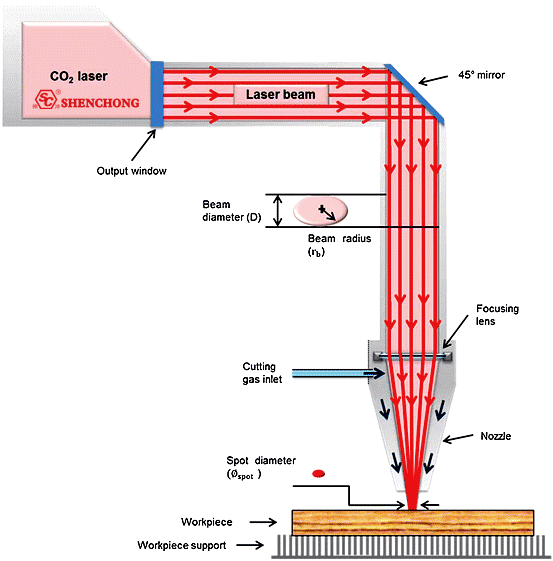
WSPÓŁ2 Maszyna do cięcia laserowego to rodzaj urządzenia, które wykorzystuje wysokoenergetyczny laser podczerwony (długość fali około 10,6 μm) generowany przez laser CO₂ do nagrzewania, topienia lub gazyfikacji materiałów oraz wydmuchuje żużel przez gaz pomocniczy, aby uzyskać wysoką precyzję cięcia. Jak działa cięcie laserowe CO₂?
Proces pracy
1) Laser generuje wiązkę lasera CO2
Korzystanie z CO2 mieszanina gazów (główne składniki: dwutlenek węgla, azot, hel) jako środowisko robocze, cząsteczki CO2 są pobudzane pod wpływem pola elektrycznego wysokiego napięcia, co powoduje uwolnienie wiązki lasera podczerwonego o określonej długości fali (10,6 μm).
Ta wiązka laserowa charakteryzuje się dużą gęstością energii i dobrą monochromatycznością, dzięki czemu nadaje się do cięcia materiałów niemetalowych i niektórych materiałów metalowych.
2) Transmisja i ogniskowanie układu optycznego
Wiązka laserowa jest kierowana do głowicy tnącej przez reflektor i soczewkę skupiającą, a następnie ogniskowana w punkcie o bardzo małej średnicy (zwykle mniejszej niż 0,2 mm).
Wysoka energia lasera natychmiast podgrzewa materiał w danym miejscu do stanu stopionego lub zgazowanego.
3) Materiał jest podgrzewany, topiony lub odparowywany
Po naświetleniu powierzchni materiału skupioną wiązką lasera, materiał pochłania energię lasera, a jego temperatura gwałtownie wzrasta.
Reakcje różnych materiałów:
- Materiały łatwotopliwe (takie jak tworzywa sztuczne i akryle): bezpośrednio topią się i odpryskują.
- Materiały palne (takie jak drewno i skóra): ulegają zwęgleniu i odparowują.
- Materiały metalowe: wymagają laserów o dużej mocy, a do spalania utleniającego wspomaga je tlen, co zwiększa wydajność cięcia.
4) Gaz pomocniczy wydmuchuje żużel
W procesie cięcia stosuje się zazwyczaj gazy pomocnicze pod wysokim ciśnieniem (takie jak tlen, azot lub powietrze):
- Tlen (O₂): wspomaga spalanie, zwiększając wydajność cięcia metalu.
- Azot (N₂): odpowiedni do materiałów wymagających wysokiej jakości krawędzi tnących (np. stal nierdzewna).
- Sprężone powietrze: ekonomiczne rozwiązanie umożliwiające tanie przetwarzanie.
Szybki przepływ powietrza może schłodzić obszar cięcia, zapobiec nadmiernemu przepaleniu krawędzi i zdmuchnąć stopiony materiał, co poprawia jakość cięcia.
5) System CNC precyzyjnie kontroluje ścieżkę cięcia
System komputerowego sterowania numerycznego (CNC) lub oprogramowanie do sterowania laserem ustala wstępnie ścieżkę cięcia i steruje głowicą lasera, aby poruszała się według określonego wzorca.
Główne metody cięcia laserem CO₂
Cięcie laserem dwutlenkiem węgla opiera się głównie na właściwościach absorpcyjnych materiałów pod wpływem energii lasera, w połączeniu z różnymi reakcjami fizycznymi i chemicznymi, co pozwala na wydajne przetwarzanie. Do popularnych metod cięcia należą cięcie parowe, cięcie przez topienie, cięcie utleniające oraz cięcie kostkowe.
1) Cięcie parowe
Zasada:
- Wiązka laserowa w bardzo krótkim czasie nagrzewa powierzchnię materiału do temperatury wrzenia, powodując jego bezpośrednie odparowywanie (sublimację).
- Ponieważ nie ma etapu topienia, materiał od razu zamienia się w parę, która jest następnie unoszona przez pomocniczy gaz o dużej prędkości.
Cechy:
- Nadaje się do materiałów o wysokiej temperaturze topnienia i niskiej przewodności cieplnej.
- Nacięcie jest niezwykle wąskie, a brzegi równe.
- Wymagana jest bardzo duża moc lasera (zwykle większa niż w przypadku cięcia topiącego).
Materiały stosowane:
- Drewno
- Papier
- Plastik (częściowy)
- Akryl
- Materiały kompozytowe
- Niektóre materiały ceramiczne
2) Cięcie fuzyjne
Zasada:
- Promień lasera nagrzewa materiał do temperatury topnienia, powodując jego stopienie.
- Wysokociśnieniowy gaz obojętny (np. azot N₂, argon Ar) zdmuchuje stopiony materiał bez reakcji utleniania.
Cechy:
- Dotyczy materiałów, które nie chcą się utleniać, takich jak stal nierdzewna, aluminium itp.
- Powierzchnia tnąca jest gładka i nie ma warstwy tlenku.
- Do zdmuchnięcia stopionego materiału potrzebny jest gaz pomocniczy o wyższym ciśnieniu.
Materiały stosowane:
- Stal nierdzewna
- Aluminium i stopy aluminium
- Tytan i stopy tytanu
- Niektóre tworzywa sztuczne
3) Cięcie płomieniowe / cięcie utleniające
Zasada:
- Wykorzystując tlen (O₂) jako gaz pomocniczy, wiązka laserowa nagrzewa metal do temperatury zapłonu, co powoduje gwałtowną reakcję utleniania z udziałem tlenu, generującą dużą ilość energii cieplnej i przyspieszającą proces cięcia.
- Żużel tlenkowy powstający w wyniku reakcji jest zdmuchiwany przez strumień powietrza o dużej prędkości, tworząc szew tnący.
Cechy:
- Prędkość cięcia jest szybsza niż cięcia topiącego (ponieważ reakcja utleniania generuje dodatkowe ciepło).
- Metoda ta ma zastosowanie do materiałów utlenialnych, takich jak stal węglowa, ale tworzy się warstwa tlenku (wymagana jest późniejsza obróbka).
- Stosowane do cięcia grubszych materiałów metalowych.
Materiały stosowane:
- Stal węglowa
- Stal niskostopowa
- Niektóre żeliwa
4) Rysowanie / Kontrolowane cięcie pęknięć
Zasada:
- Za pomocą lasera małej mocy zarysowuje się mikropęknięcia na powierzchni kruchego materiału, a następnie poddaje materiał działaniu naprężeń mechanicznych lub termicznych, powodując pęknięcie materiału wzdłuż pęknięcia.
Cechy:
- Stosowane w przypadku materiałów kruchych, takich jak szkło i ceramika, w celu uniknięcia bezpośredniego topienia lub gazyfikacji.
- Ostrze jest czyste, a strefa wpływu ciepła (HAZ) jest zmniejszona.
- Moc i ostrość lasera muszą być precyzyjnie kontrolowane, aby uniknąć nierównomiernego pęknięcia materiału.
Materiały stosowane:
- Szkło (takie jak szkło optyczne, szkło kwarcowe)
- Ceramika
- Sztuczny szafir
Tabela porównawcza różnych metod cięcia:
Metoda cięcia | Strefa wpływu ciepła | Prędkość cięcia | Jakość powierzchni cięcia | Materiały stosowane |
Cięcie parowe | Mały | Umiarkowany | Bardzo gładki | Drewno, papier, plastik, akryl |
Cięcie topliwe | Niski | Umiarkowany | Wysoka (bez warstwy tlenku) | Stal nierdzewna, aluminium, tytan |
Cięcie utleniające | Wysoki | Szybko | Niski (konieczność usunięcia warstwy tlenku) | Stal węglowa, stal niskostopowa |
Cięcie ryflowane | Bardzo mały | Szybko | Bardzo wysoka (bez topnienia) | Szkło, ceramika |
Tabela charakterystyki cięcia laserem CO₂ i materiałów możliwych do zastosowania:
Metoda cięcia | Cechy | Materiały stosowane |
Cięcie parowe | Wysokoenergetyczny laser bezpośrednio odparowuje materiał | Drewno, plastik, akryl, papier |
Cięcie topliwe | Materiał topi się, wspomagany przez przedmuchiwanie gazem w celu usunięcia żużla | Metal, stal nierdzewna, plastik |
Cięcie utleniające | Wykorzystuje tlen do wspomagania spalania, przyspieszając cięcie metalu | Stal węglowa, stal stopowa |
Cięcie ryflowane | Do cięcia materiałów kruchych stosuje się lasery małej mocy | Szkło, ceramika |
Streszczenie:
- Cięcie przez odparowanie: nadaje się do materiałów o niskiej temperaturze topnienia (drewno, tworzywa sztuczne) i zastosowań wymagających wysokiej precyzji cięcia.
- Cięcie metodą topienia: nadaje się do cięcia metali, takich jak stal nierdzewna i aluminium, które wymagają krawędzi nieutlenionych.
- Cięcie utleniające: nadaje się do obróbki metali, np. stali węglowej, wymagającej wydajnego cięcia, ale pozwalającej na powstanie warstwy tlenku.
- Cięcie ryflowane: nadaje się do precyzyjnej obróbki kruchych materiałów, takich jak szkło i ceramika.
3. Jakie są funkcje maszyny do cięcia laserem CO2?
Wycinarka laserowa CO₂ to urządzenie do bezkontaktowej obróbki cieplnej, wykorzystujące głównie laser podczerwony o długości fali 10,6 μm do precyzyjnego cięcia i grawerowania. Nadaje się do cięcia różnych materiałów niemetalicznych oraz niektórych metali. Oto jego główne cechy:
1) Szeroki zakres możliwych do zastosowania materiałów
Zastosowanie do materiałów niemetalowych, takich jak drewno, akryl, plastik, skóra, tkanina, guma, papier, szkło, ceramika itp.
Możliwość obróbki niektórych metali: Cienkie metale (takie jak stal nierdzewna, stal węglowa, stop aluminium) można ciąć, dodając gaz pomocniczy (taki jak tlen) lub stosując specjalną powłokę.
Przyjazny dla materiałów organicznych: cięcie laserowe nie powoduje naprężeń fizycznych i nie jest tak łatwo spowodować uszkodzenie materiału.
2) Wysoka dokładność cięcia
Dokładność sięga ±0,1 mm, co jest przydatne przy precyzyjnym grawerowaniu i skomplikowanym wycinaniu wzorów.
Średnica plamki jest mała, a strefa wpływu ciepła jest mała, co zmniejsza odkształcenia i przypalenia podczas cięcia.
Nie jest wymagana żadna forma, obsługiwane jest projektowanie CAD/CAM, a przetwarzanie automatyczne jest bardzo precyzyjne.
3) Dobra jakość cięcia i gładkie krawędzie
Silna wiązka lasera topi materiał, a krawędź tnąca jest gładka, bez konieczności wtórnego szlifowania.
Cięcie jest gładkie, bez zadziorów i odkształceń mechanicznych, co wpływa na poprawę jakości produktu.
Nadaje się do przetwarzania o dużych wymaganiach w takich gałęziach przemysłu jak reklama, dekoracja, pakowanie i odzież.
4) Wysoka wydajność i automatyzacja
Prędkość skrawania jest duża, bardziej wydajna niż w przypadku tradycyjnego skrawania narzędziami i nadaje się do produkcji masowej.
Obsługuje system sterowania numerycznego CNC, który może automatycznie programować i optymalizować ścieżki cięcia w celu zwiększenia wydajności produkcji.
Można bezpośrednio importować pliki projektowe, takie jak CAD i CorelDRAW, co pozwala na inteligentne działanie.
5) Przetwarzanie bezkontaktowe, niskie straty
Cięcie laserowe jest obróbką bezkontaktową, która nie wywiera nacisku mechanicznego na materiał, dzięki czemu nie jest tak łatwo spowodować jego uszkodzenie.
Brak zużycia narzędzi, rzadsza wymiana części mechanicznych i niższe koszty konserwacji.
Nadaje się do materiałów kruchych, miękkich lub delikatnych (takich jak szkło, tkanina, akryl itp.).
6) Ochrona środowiska i niskie zanieczyszczenie
Bez kurzu, bez ścinków, bez hałasu, czyściej niż przy użyciu tradycyjnych metod cięcia.
Aby zmniejszyć wpływ dymu na środowisko, podczas cięcia laserowego można stosować urządzenia oddymiające.
Pozwala uniknąć odpadów powstających podczas cięcia mechanicznego i poprawia wykorzystanie materiału.
7) Możliwość grawerowania i znakowania
Oprócz cięcia można również wykonać grawerowanie laserowe, za pomocą którego można uzyskać precyzyjne wzory i spersonalizowane wykończenie.
Nadaje się do zastosowań takich jak produkcja reklam, grawerowanie prezentów i znakowanie podzespołów elektronicznych.
8) Zintegrowany system automatyki
Można je łączyć z urządzeniami przemysłowymi, takimi jak linie montażowe, roboty, CNC itp. w celu podniesienia poziomu automatyzacji produkcji.
Nadaje się do produkcji masowej i inteligentnego wytwarzania, zwiększa wydajność i obniża koszty pracy.
4. Różnica między maszyną do cięcia laserem CO₂ a maszyną do cięcia laserem światłowodowym
Cechy | Maszyna do cięcia laserowego CO₂ | |
Materiały stosowane | Stosowane głównie do materiałów niemetalowych, mogą ciąć cienki metal | Stosowany głównie do cięcia metalu |
Długość fali | 10,6μm (nadaje się do materiałów niemetalicznych) | 1,06μm (nadaje się do metalu) |
Jakość cięcia | Gładkie cięcie, odpowiednie do precyzyjnego grawerowania | Wyższa wydajność cięcia metalu |
Koszt sprzętu | Relatywnie niski | Wyższa cena, niskie koszty utrzymania |
Zużycie energii | Relatywnie wysoki | Bardziej energooszczędny |
Obszary zastosowań | Szeroko stosowane w reklamie, odzieży, opakowaniach, obróbce drewna itp. | Stosowany głównie w przetwórstwie metali, przemyśle samochodowym, lotniczym i innych gałęziach przemysłu |
5. Podsumowanie
Czym jest wycinarka laserowa CO₂? Wycinarka laserowa CO₂ to rodzaj plotera laserowego, który wykorzystuje laser dwutlenku węgla (CO₂) do cięcia, grawerowania lub znakowania różnych materiałów. Jest to jedna z najpopularniejszych technologii cięcia laserowego ze względu na swoją precyzję, wydajność i wszechstronność.
Zalety cięcia laserem CO2:
- Wysoka precyzja cięcia
- Gładkie i czyste krawędzie
- Działa z szeroką gamą materiałów niemetalowych
- Szybkie prędkości przetwarzania
- Niskie wymagania konserwacyjne w porównaniu do cięcia mechanicznego
Wady:
- Nie nadaje się do cięcia grubych lub odblaskowych metali
- Wymaga regularnej konserwacji (np. czyszczenia soczewek, wymiany tub laserowych CO2)
- Wyższe zużycie energii w porównaniu z laserami światłowodowymi
Dlaczego warto wybrać maszynę do cięcia laserem CO₂?
- Nadaje się do cięcia materiałów niemetalowych, takich jak drewno, plastik, akryl, skóra, tkanina itp.
- Wysoka precyzja cięcia, odpowiednia do zastosowań w reklamie, pakowaniu, dekoracji, produkcji przemysłowej i innych gałęziach przemysłu.
- Bezkontaktowa obróbka, niskie straty, brak konieczności wymiany narzędzi, niskie koszty konserwacji.
- Przyjazne dla środowiska i wolne od zanieczyszczeń, redukujące emisję pyłu, hałasu i marnotrawstwo materiałów.
- Wsparcie automatyzacji, możliwość integracji inteligentnego systemu produkcyjnego w celu zwiększenia wydajności produkcji.




