
Índice
A melhoria da precisão no corte de metais consiste essencialmente na otimização sistemática de "precisão do equipamento + parâmetros do processo + condição do material + controle da operação + fatores ambientais".
1. Aprimoramento da Precisão de Equipamentos de Corte de Metais (Fundação Essencial)
1) Qualidade e condição da lâmina
Principais influências: Qualidade da superfície de corte, altura da rebarba, precisão dimensional
- Selecione materiais de lâmina de alta qualidade (ex.: Cr12MoV, SKD11)
- Controle de dureza: HRC 58–62 (muito baixo leva ao desgaste, muito alto leva ao lascamento)
- Retilineidade da borda ≤ 0,01 mm/m
- Afiação regular (Volume de corte recomendado: 100.000 ciclos ou ajustado de acordo com o material)
Foco na otimização da precisão do corte de metais:
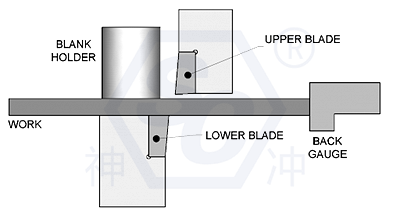
- Paralelismo das lâminas superior e inferior
- Afiação da lâmina (lâminas cegas comprometem a precisão)
2) Folga da lâmina (Um dos parâmetros mais críticos)
A folga determina diretamente: Qualidade da superfície + Precisão dimensional + Rebarba
Valores empíricos recomendados (com base na relação de espessura da placa):
- Aço de baixo carbono: 5%–8% t
- Aço inoxidável: 6%–10% t
- Placa de alumínio: 3%–6% t
Exemplo:
- Aço carbono de 2 mm → Folga aproximada de 0,1 a 0,16 mm
- Consequências de uma Autorização Inadequada:
- Muito grande → Rebarbas grandes, desvios dimensionais
- Tamanho insuficiente → Desgaste rápido da lâmina, colapso dos cantos, deformação
Recomendações:
- Utilize estrutura de folga ajustável (elétrica ou CNC)
- Estabelecer parâmetros de banco de dados para diferentes materiais
3) Rigidez da estrutura e precisão do trilho guia
Impacto: Se ocorre “cisalhamento por deformação” durante o processo de cisalhamento.
- A soldagem da estrutura requer recozimento geral.
- Ajuste corretamente a folga do trilho guia (evite oscilações).
- Retilineidade do cursor ≤ 0,02 mm
Soluções de alta qualidade:
- Estrutura de armação fechada (maior resistência à deformação)
- Guias de rolamento ou guias deslizantes de alta precisão
4) Estabilidade do sistema de pressão
Função: Impede o movimento da chapa metálica durante o corte.
- A força de pressão deve ser distribuída uniformemente.
- Espaçamento adequado entre os pés de pressão (evitar deformações localizadas)
- Equipado com almofadas anti-indentação (alumínio/aço inoxidável)
Sugestões de atualização:
- Sistema de pressão síncrona ar-hidráulico
- Força de pressão ajustável
5) Precisão do sistema de batente traseiro
O sistema central que determina a precisão dimensional do cisalhamento
Precisão de posicionamento: ±0,05 mm (modelos de ponta podem atingir ±0,02 mm) (mm) A repetibilidade é mais crítica
Pontos principais:
- Fuso trapezoidal (preferencialmente fuso de esferas)
- Precisão do guia linear
- Resposta do sistema servo
Recomendações:
- Use um servoacionador (em vez de um motor de passo).
- Adicionar feedback da régua de grade (controle em malha fechada)
2. Otimização dos parâmetros do processo (determina o resultado final)
1) Ângulo de cisalhamento
Impacto: Força de cisalhamento e deformação da chapa
- Ângulo pequeno → Alta precisão, mas alta carga
- Ângulo amplo → Carga baixa, mas propenso a deformações
Recomendação:
- Corte de precisão → Ângulo pequeno (0,5°–1°)
- Placas espessas → Ângulo ligeiramente maior (1°–3°)
2) Velocidade de cisalhamento
- Velocidade muito alta → Aumento da vibração → Diminuição da precisão
- Velocidade muito lenta → Baixa eficiência
Otimização:
- Alta velocidade para chapas finas
- Baixa velocidade para cisalhamento estável de chapas espessas
3) Controle da posição de corte
- Ponto de contato inicial da lâmina estável
- Evite o cisalhamento por impacto
Modelos de alta gama:
Utilize uma válvula proporcional para controlar a velocidade de corte.
3. Controle de fatores materiais (frequentemente negligenciado)
1) Tensão interna do material
Problemas:
Deformação após cisalhamento, instabilidade dimensional
Soluções:
Selecione um material de folha que alivie o estresse
Ou realizar pré-tratamento (nivelamento)
2) Planicidade da Folha
Desalinhamento → Erro de posicionamento
Bordas onduladas → Dimensões imprecisas
Apoiar:
Máquina de nivelamento de precisão (Altamente recomendada)
3) Diferenças na dureza do material
Materiais diferentes com os mesmos parâmetros produzem resultados significativamente diferentes.
Recomendação:
Criar um banco de dados de materiais (material-espessura-ângulo de folga)
4. Gestão de Operações e Processos
1) Otimização do método de posicionamento
Medidor frontal vs. Medidor traseiro
Materiais em folha de grandes dimensões requerem suporte auxiliar.
Recomendação:
Utilize um sistema de suporte de alimentação frontal.
Evitar que a folha de material ceda
2) Consistência Operacional
O erro humano é a principal fonte de flutuações na precisão.
Solução:
Procedimentos Operacionais Padrão (POPs)
Sistema de posicionamento automatizado
3) Estratégia de corte com múltiplas lâminas
Para requisitos de alta precisão:
Tosquia grosseira + tosquia fina
5. Automação e atualizações inteligentes (soluções de ponta)
- Otimização de sistemas CNC: Recuperação automática de banco de dados de parâmetros; Sistema de reconhecimento de materiais (Alta gama)
- Sistema de ajuste automático de folga: Ajuste automático baseado na espessura da chapa.
- Inspeção por visão/sensores: monitoramento em tempo real das dimensões de corte
- Produção em linha (recomendada): Corte a laser → Nivelamento → Cisalhamento → Dobra
6. Fatores Ambientais e Externos
– Influência da temperatura: A expansão e a contração térmica afetam corte de metal precisão (especialmente para pratos longos)
Recomendação:
Workshop de Temperatura Constante (Cenários de Alta Precisão)
– Vibração: Fundação instável → Precisão reduzida
Recomendação: Fundação independente; Almofadas de amortecimento de vibração
7. Prioridade para melhorar a precisão do corte de metais (recomendações práticas)
Se você deseja melhorar rapidamente a precisão (investimento mínimo → efeito máximo):
Primeira prioridade (resultados imediatos):
- Ajuste a folga da lâmina
- Substituir/afiar as lâminas
- Calibrar o batente traseiro
Segunda prioridade (melhoria estável):
- Otimizar sistema de fixação
- Ajuste o ângulo de cisalhamento
- Nivelamento de materiais
Terceira Prioridade (Atualização de Alta Qualidade):
- Sistema de batente traseiro servo
- Controle automático de folga
- Banco de dados inteligente
Na fabricação de alta tecnologia, o corte não é mais apenas um processo básico de "corte de materiais", mas o primeiro obstáculo crítico que determina a precisão da dobra subsequente, a qualidade da soldagem e a consistência da montagem.
8. Resumo
Para melhorar metal Para garantir a precisão do corte, concentre-se nestes 5 pontos principais:
- Folga da lâmina (fator mais crítico)
- Precisão do batente traseiro (garantia dimensional)
- Rigidez do equipamento (fundação estável)
- Parâmetros de prensagem e cisalhamento (controle de processo)
- Condição do material da chapa (controle na origem)
A tosquia tradicional enfrenta os seguintes problemas:
- Erros dimensionais inconsistentes
- Rebarbas grandes e baixa qualidade da seção transversal.
- Deformação da chapa, afetando processos subsequentes
- Alta dependência de mão de obra manual, resultando em baixa consistência dos lotes.
A SHENCHONG redefine os padrões de corte: não se trata apenas de "cortar", mas de cortar com precisão, constância e controle.
De "qualificado" a "de alta qualidade", a diferença reside em uma máquina de corte de alta precisão.
✔ Precisão dimensional estável e controlável
✔ Seção transversal lisa com rebarbas inferiores
✔ Precisão de dobra subsequente significativamente aprimorada
✔ Consistência da produção em lotes significativamente aprimorada
✔ Menor dependência de mão de obra manual, maior eficiência
Máquinas de corte de chapas CNC de alta precisão SC cIdealmente usado em:
- Processamento de chapas metálicas de precisão
- Fabricação de painéis elétricos
- Produtos em aço inoxidável
- Peças automotivas
- Fabricação de equipamentos de alta tecnologia




