
Índice
O corte de chapas metálicas é um dos processos mais fundamentais e cruciais em indústrias como processamento de chapas metálicas, fabricação de estruturas de aço, fabricação de máquinas, painéis elétricos, máquinas de construção, autopeças e construção naval. A qualidade do corte da chapa metálica impacta diretamente as etapas subsequentes de dobra, soldagem, estampagem, montagem e a qualidade do produto final.
Na produção real, muitas empresas se deparam com os seguintes problemas:
- Rebarbas de cisalhamento excessivas
- Superfícies cisalhadas irregulares
- Erros dimensionais de grande porte na peça
- Deformação e empenamento de chapas metálicas
- Rachaduras na borda de cisalhamento
- Arranhões na superfície da chapa
- Baixa consistência do lote
- Precisão de dobra reduzida em processos subsequentes
Portanto, melhorar a qualidade do corte de chapas metálicas não só aprimora a qualidade do produto, como também reduz as taxas de retrabalho, aumenta a eficiência da produção e diminui os custos de produção.
Este artigo fornecerá uma análise abrangente sob múltiplas perspectivas, incluindo equipamentos, ferramentas de corte, parâmetros de processo, gestão de materiais, técnicas operacionais, sistemas de automação e manutenção.
1. O que é a qualidade de corte de chapas metálicas?

Uma seção transversal cortada de alta qualidade normalmente inclui as seguintes características:
1) Alta precisão dimensional
Manifestado como:
- Comprimento exato
- Largura precisa
- Pequeno erro diagonal
- Alta repetibilidade
Por exemplo:
- ±1mm
- ±2mm
- ±5mm (Varia dependendo dos requisitos da indústria)
2) Seção lisa
Uma seção transversal de alta qualidade deve incluir:
- Faixa brilhante uniforme
- Faixa de cisalhamento reta
- Banda de fratura regular
Estrutura típica da seção:
Área do canto superior arredondado
↓
Banda brilhante
↓
Banda de fratura
↓
Área de Burr
Uma proporção maior de bandas brilhantes:
- Melhor seção
- Processamento subsequente mais fácil
3) Pequenas rebarbas
Estado ideal:
- Sem rebarbas
- Micro-rebarbas
Requisitos gerais:
Espessura da placa | tolerância à queimadura |
Menos de 1 mm | ≤0,03 mm |
1~3mm | ≤0,05 mm |
3~6mm | ≤0,1 mm |
Mais de 6 mm | ≤0,2 mm |
4) Sem deformação
Indicado por:
- Sem textura ondulada
- Sem se curvar
- Sem torcer
- Sem deformação
5) Sem danos na superfície
Incluindo:
- Sem arranhões
- Sem recuos
- Sem solavancos
2. O que caracteriza uma boa qualidade de corte?
A qualidade do corte da chapa metálica afeta diretamente a eficiência das etapas subsequentes de dobra, soldagem, montagem, pintura e de toda a linha de produção, bem como a aparência do produto final.
A "qualidade de corte" não se resume simplesmente a "cortar com precisão", mas deve atender simultaneamente a requisitos como dimensões precisas, faces planas nas extremidades, rebarbas mínimas, pequenos colapsos nos cantos, boa retidão, danos superficiais mínimos, zonas afetadas pelo calor ou deformações mínimas e alta consistência entre lotes.
Especialmente em setores como o de processamento de chapas metálicas, estruturas de aço, fabricação de máquinas, carcaças de eletrodomésticos e equipamentos de engenharia, o processo de corte costuma ser a primeira etapa crítica. Se a qualidade nessa etapa for instável, correções subsequentes aumentarão os custos.
Esses são os principais indicadores normalmente usados para avaliar a qualidade do cisalhamento.
1) Alta precisão dimensional
O comprimento, a largura, as diagonais e o paralelismo dos cortes devem estar o mais próximos possível dos requisitos do desenho, com erros estáveis e controláveis. Para peças em lote, a consistência é mais importante do que a perfeição individual de cada peça.
2) Bordas de corte lisas e boa perpendicularidade
Idealmente, as bordas da chapa devem ser o mais retas e planas possível, sem inclinação significativa nas laterais. Inclinação excessiva na superfície de corte indica problemas com a folga da ferramenta, a condição da lâmina ou a precisão da máquina-ferramenta.
3) Rebarbas mínimas
Rebarbas excessivas não só afetam a aparência, como também podem riscar a peça, dificultar a montagem, aumentar o tempo dos processos de retificação e até mesmo criar riscos à segurança.
4) Colapso mínimo nos cantos e deformação por extrusão
Colapso significativo nos cantos ou rasgos no material na entrada e na saída da chapa indicam parâmetros de corte inadequados ou lâminas cegas.
5) Ausência de marcas, arranhões ou enxertos visíveis na superfície da chapa.
Especialmente para materiais com requisitos elevados de acabamento superficial, como aço inoxidável, alumínio, aço galvanizado e aço revestido, o controle cuidadoso da fixação, guia, manuseio e condição da superfície da lâmina é crucial.
6) Boa estabilidade do lote
Uma qualidade de corte verdadeiramente excelente não se resume a cortar uma única folha perfeitamente, mas sim a manter a estabilidade ao cortar várias folhas consecutivamente. A estabilidade é mais importante do que um único sucesso acidental.
3. Principais fatores que afetam a qualidade do corte de metais
Os principais fatores que afetam a qualidade do corte de chapas metálicas incluem:

Fatores de equipamento (aprox. 35%~40%)
- Rigidez da estrutura
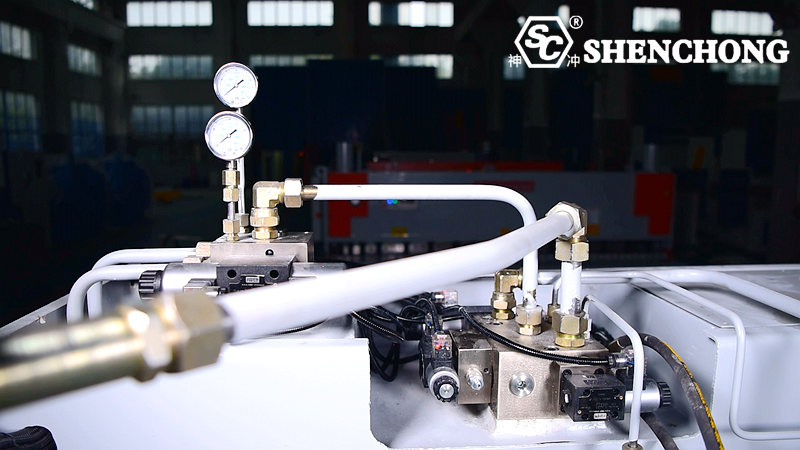
- Sistema hidráulico
- Precisão do trilho guia
- Precisão do batente traseiro
Fatores da lâmina (aprox. 20%)
- Material da lâmina
- Nitidez
- Ajuste de lacuna
Parâmetros do processo (aprox. 20%)
- Ângulo de cisalhamento
- Força de pressão
- AVC
Fatores de Material (aprox. 10%)
- Material
- Grossura
- Suavidade
Operação de Pessoal (aprox. 10%)
- Capacidade de ajuste da máquina
- Experiência de Processo
4. Ajustando corretamente a folga da lâmina
Este é o método mais crucial para melhorar a qualidade do corte de chapas metálicas.
Por que a folga da lâmina é importante?
Espaço livre reduzido para a lâmina:
Resultados:
- Desgaste rápido da lâmina
- Aumento da força de cisalhamento
- lascamento de lâmina
Ampla folga para a lâmina:
Resultados:
- Aumento de rebarbas
- Superfície de corte mais áspera
- Aumento dos erros dimensionais
Seleção de folga comum
Fórmula empírica:
Folga = Espessura da placa × 5%~10%
Exemplo:
Espessura da placa | Espaço recomendado |
1 mm | 0,05~0,08mm |
2 mm | 0,1~0,16 mm |
4 mm | 0,2~0,32 mm |
8 mm | 0,4~0,64mm |
12mm | 0,6~0,96mm |
Diferença entre materiais distintos:
- Aço inoxidável (alta dureza): Recomendado: 6%~8%
- Aço carbono: Recomendado: 8%~10%
- Placa de alumínio: Recomendada: 4%~6%
- Placa de cobre: Recomendada: 5%~7%
5. Escolhendo lâminas de alta qualidade
As lâminas determinam o limite superior da qualidade de corte.
Materiais comuns para lâminas
1) 9CrSi
Vantagens:
- Baixo custo
- Boa resistência
Desvantagens:
- expectativa de vida moderada
2) 6CrW2Si
Vantagens:
- Boa resistência ao desgaste
- Resistência ao impacto
3) Cr12MoV
Mais comum
Características:
- Alta dureza
- Alta resistência ao desgaste
4) H13
Adequado para produção em larga escala.
Longa vida útil
5) SKD11
Lâminas de alta qualidade
Características:
- Resistência ao desgaste ultra-alta
- Precisão estável
Controle de desgaste da lâmina
Inspeção regular:
Observação:
- Entalhes
- Lascas
- Arredondamento
Afie novamente imediatamente se ocorrer alguma das seguintes situações:
- As rebarbas aumentam em mais de 30%
- A força de cisalhamento aumenta significativamente.
- Deterioração da superfície de corte
6. Melhorar a rigidez do equipamento
A rigidez do equipamento determina a precisão e a estabilidade.
Manifestações de rigidez insuficiente
Fenômenos comuns:
- Um comprimento de cisalhamento maior resulta em um erro maior.
- concavidade média
- Dimensões diferentes em ambas as extremidades
Métodos de melhoria
Aumentar a espessura da estrutura
- Estrutura soldada integral
- Tratamento para alívio do estresse
Adicionar nervuras de reforço
- Reduzir a deformação
têmpera integral
- Melhorar a estabilidade
Projeto de otimização por elementos finitos
- Comumente utilizado em máquinas de corte modernas de alta tecnologia.
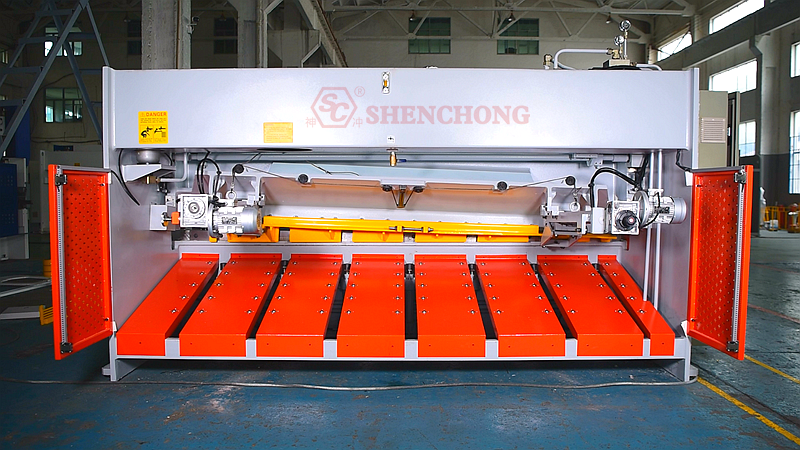
7. Ajustando corretamente o sistema de prensagem

A força de prensagem insuficiente é uma das principais causas de deformação da chapa metálica.
1) Baixa força de pressão
A chapa metálica é propensa a:
- Escorregando
- Elevação
- Deformação
2) Alta força de compressão
Facilmente:
- Danificar a chapa metálica
- Indentação da superfície
3) Métodos corretos
Baseado em:
- Espessura da folha
- Resistência do material
Ajuste automático da força de pressão.
As máquinas de corte hidráulicas de alta gama geralmente utilizam:
Sistema de prensagem hidráulica independente.
8. Controlando o ângulo de cisalhamento
O ângulo de cisalhamento determina:
- Força de cisalhamento
- Qualidade transversal
Ângulo de cisalhamento excessivamente grande
Vantagens:
- Economia de energia
Desvantagens:
- O material em folha é propenso a torções.
Ângulo de cisalhamento excessivamente pequeno
Vantagens:
Boa qualidade
Desvantagens:
Aumento da carga de equipamentos
Recomendação:
Espessura da placa | Ângulo de cisalhamento |
1-4mm | 0,5°- 1° |
4-10mm | 1°- 1,5° |
10 mm ou mais | 1,5° - 2° |
9. Melhorando a precisão do batente traseiro
O erro do batente traseiro afeta diretamente as dimensões.
Problemas comuns
- Repetibilidade imprecisa
- Grande folga no fuso de esferas
- desgaste do trilho guia
Soluções
Parafuso de esfera
- Substitua o parafuso de avanço comum.
Guia linear
- Melhorar a precisão
Servoacionamento
- Posicionamento mais preciso
compensação do sistema CNC
- Correção automática de erros
Equipamentos de alta gama:
A repetibilidade pode atingir ±0,02 mm.
10. Redução da deformação da chapa
Causas da deformação
Incluindo:
- Estresse interno
- Pressão insuficiente
- Lacuna irrazoável
Métodos de controle
- Cisalhamento segmentado
- Grandes chapas são cortadas em segmentos.
Pré-nivelamento
- Nivelamento antes do corte.
Ajustando os pontos de pressão
- Melhorar a estabilidade.
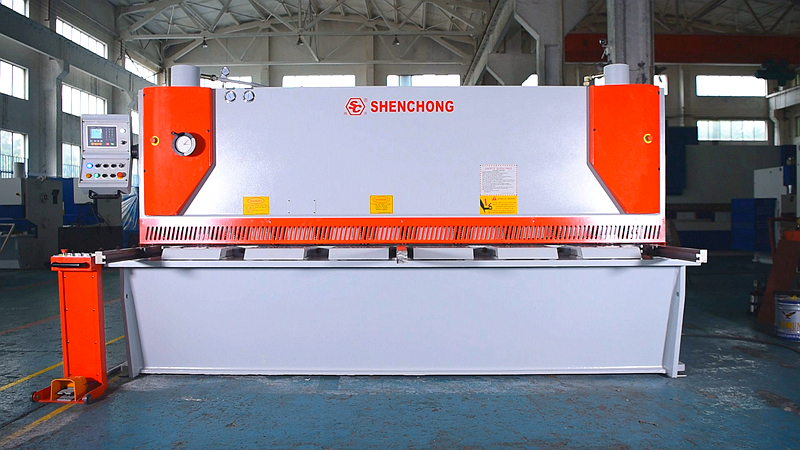
Utilizando uma guilhotina
Em comparação com uma máquina de corte de viga oscilante:
- Maior rigidez
- Menos deformação
11. Melhoria da qualidade da matéria-prima
Nem mesmo os melhores equipamentos conseguem compensar materiais de qualidade inferior.
Itens de Inspeção
- consistência de espessura
- Variações excessivas na espessura afetarão a folga.
Planicidade
- Lençóis ondulados afetarão o posicionamento.
Condição da superfície
- A ferrugem acelera o desgaste da lâmina.
Dureza do material
- A dureza irregular leva a flutuações dimensionais.
12. O carregamento e descarregamento automatizados melhoram a qualidade.
Métodos manuais tradicionais:
Propenso a:
- Solavancos
- Arranhões
- Erros de posicionamento
Vantagens da automação
Posicionamento por ventosa a vácuo
- Posicionamento estável
posicionamento mecânico da garra
- Alta repetibilidade
Paletização automática
- Reduz solavancos e batidas.
Classificação automática
- Aumenta a eficiência
Para produção em massa
A automação pode:
- Aumentar a produtividade em mais de 10%
- Reduzir o erro humano em mais de 80%
13. Estabelecimento de um Banco de Dados de Processos Padronizado
Empresas excelentes estabelecem: Banco de dados de processos
Registros:
- Material
- Grossura
- Brecha
- Ângulo de cisalhamento
- Pressão de aperto
Por exemplo:
Material | Grossura | Brecha |
Q235 | 2 mm | 0,15 mm |
Q235 | 4 mm | 0,3 mm |
304 | 2 mm | 0,12 mm |
O tempo de configuração pode ser reduzido em mais de 50%.
14. O impacto da manutenção de equipamentos na qualidade
Muitas empresas negligenciam a manutenção.
Na realidade: O estado do equipamento determina o estado do produto.
Manutenção de rotina
Diário:
Inspecionar:
- Óleo hidráulico
- Trilhos-guia
- Lâminas
Manutenção semanal
Inspecionar:
- Parafusos
- Cilindro de pressão
- Batente traseiro
Manutenção mensal
Inspecionar:
- Sistema hidráulico
- Sistema elétrico
- Calibração de precisão
Manutenção anual
Inclui:
- Substituição do óleo hidráulico
- Calibração completa da máquina
- Testes de precisão
15. Estratégias de cisalhamento ideais para diferentes materiais
Aço carbono
Características:
- Mais amplamente utilizado
Recomendação:
- Liberação padrão
- Pressão média
Aço inoxidável
Características:
- Alto retorno elástico
- Alta resistência
Recomendação:
- Reduzir a folga
- Use lâminas SKD11
Placa de alumínio
Características:
- Risca facilmente
Recomendação:
- Película protetora
- Pressão suave dedicada
Placa de cobre
Características:
- Aderência à lâmina
Recomendação:
- Limpe a lâmina com frequência.
Placa de níquel
Características:
- Alta resistência
- Alto valor
Recomendação:
- Corte de precisão
- Carregamento e descarregamento automáticos
- Design resistente a arranhões
16. A digitalização e a inteligência artificial melhoram a qualidade do corte.
As modernas máquinas de corte inteligentes entraram na era da Indústria 4.0.
Funções principais:
- Ajuste automático de folga
Ajuste automático da espessura da chapa
- Ajuste automático do ângulo de corte
Qualidade transversal otimizada
- Compensação automática de pressão
Manter a consistência
- Sistema de monitoramento em tempo real
Monitoramento:
- Pressão
- Temperatura
- Vibração
Rede MES
Alcançar:
- Rastreabilidade de dados
- Gestão da qualidade
- Otimização de processos
17. Plano de Implementação Abrangente para Melhorar a Qualidade do Corte
Para uma empresa de processamento de metais, recomenda-se otimizar na seguinte ordem:
Fase 1 (Aprimoramento Básico)
- Calibrar a precisão do equipamento
- Ajuste a folga da lâmina
- Substitua as lâminas desgastadas.
- Estabelecer um sistema de manutenção
Melhoria de qualidade aproximadamente 15%–25%.
Fase 2 (Otimização do Processo)
- Criar um banco de dados de processos
- Otimizar o ângulo de cisalhamento
- Otimizar o sistema de fixação de materiais
- Padronizar os procedimentos operacionais
Melhoria da qualidade aproximadamente 20%–30%.
Fase 3 (Atualização de Equipamentos)
- Batente traseiro CNC
- Sistema Servo
- Ajuste automático de folga
- Estrutura de rajada de alta precisão
Melhoria de qualidade de aproximadamente 20% ou mais.
Fase 4 (Manufatura Inteligente)
- Sistema automatizado de carga e descarga
- Sistema de Armazenagem Inteligente
- Sistema MES
- Sistema de inspeção online
A taxa de rendimento pode atingir: Mais de 99%.
18. Resumo
A melhoria da qualidade do corte de chapas metálicas é um projeto sistemático que não pode depender de um único aspecto. Requer otimização coordenada de múltiplos fatores, incluindo equipamentos, lâminas, parâmetros de processo, gestão de materiais, procedimentos operacionais, manutenção e tecnologia de automação.
Para alcançar uma qualidade de corte estável, a ideia central pode ser resumida em quatro frases: lâmina afiada, espaçamento preciso, fixação estável e posicionamento exato.
Seis fatores-chave:
- Ajuste corretamente a folga da lâmina
- Utilize lâminas resistentes ao desgaste de alta qualidade.
- Melhorar a rigidez geral do equipamento
- Controle com precisão a força de fixação e o ângulo de cisalhamento.
- Melhorar a precisão do posicionamento do batente traseiro
- Estabelecer um banco de dados de processos padronizado e um sistema de manutenção preventiva.
Com base nesses fatores, a otimização adicional dos parâmetros do processo de acordo com as características do material, a melhoria dos métodos de suporte à alimentação e a garantia de manutenção adequada dos equipamentos e inspeção da primeira peça são cruciais para alcançar resultados de corte de alta qualidade de forma consistente.
Do ponto de vista prático, os métodos de melhoria mais comuns e eficazes são:
Primeiro, repare as lâminas, depois ajuste a folga; primeiro, estabilize a força de fixação, depois calibre o batente traseiro; primeiro, assegure a precisão do equipamento, depois considere a qualidade do lote.
Executando bem essas tarefas fundamentais, a qualidade do corte de chapas metálicas geralmente pode ser significativamente melhorada, e quanto maior o lote e a padronização da produção, maiores os benefícios.
Para fábricas modernas de chapas metálicas, a adoção de máquinas de guilhotina hidráulica CNC de alta precisãoSistemas servo de batente traseiro, dispositivos automáticos de carga e descarga e plataformas inteligentes de gerenciamento de processos tornaram-se uma importante direção de desenvolvimento para alcançar uma produção de corte de alta qualidade, alta eficiência e baixo custo.
Por meio da otimização do sistema, as empresas podem não apenas melhorar significativamente a qualidade e a precisão dimensional das seções cortadas, mas também reduzir o consumo de lâminas, diminuir as taxas de refugo e fornecer uma base de processamento mais estável e confiável para os processos subsequentes de dobra, soldagem e montagem.




