
Inhaltsverzeichnis
Die Verbesserung der Genauigkeit beim Metallschneiden ist im Wesentlichen eine systematische Optimierung von „Gerätegenauigkeit + Prozessparametern + Materialzustand + Betriebssteuerung + Umweltfaktoren“.
1. Präzisionsverbesserung von Metallscherenanlagen (Grundlagen)
1) Qualität und Zustand der Klinge
Wichtigste Einflussfaktoren: Qualität der Scherfläche, Grathöhe, Maßgenauigkeit
- Hochwertige Klingenmaterialien auswählen (z. B. Cr12MoV, SKD11)
- Härtekontrolle: HRC 58–62 (zu niedrig führt zu Verschleiß, zu hoch zu Absplitterungen)
- Kantengeradheit ≤ 0,01 mm/m
- Regelmäßiges Schärfen (Empfohlenes Schervolumen 100.000 Zyklen oder je nach Material angepasst)
Fokus auf die Optimierung der Genauigkeit beim Metallscheren:
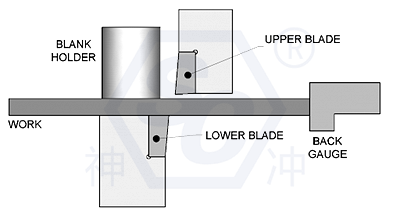
- Parallelität von Ober- und Unterblatt
- Schneidschärfe (Stumpfe Klingen sind der Präzisionskiller)
2) Blattabstand (Einer der wichtigsten Parameter)
Der Freiraum bestimmt direkt: Oberflächenqualität + Maßgenauigkeit + Gratbildung
Empfohlene empirische Werte (basierend auf dem Plattendickenverhältnis):
- Niedrigkohlenstoffstahl: 5%–8% t
- Edelstahl: 6%–10% t
- Aluminiumplatte: 3%–6% t
Beispiel:
- 2 mm Kohlenstoffstahl → Spiel ca. 0,1–0,16 mm
- Folgen unangemessener Freigaben:
- Zu groß → Große Grate, Maßabweichungen
- Unzureichende Größe → Schneller Klingenverschleiß, Eckeneinknicken, Verformung
Empfehlungen:
- Verwenden Sie eine verstellbare Freiraumstruktur (elektrisch oder CNC).
- Datenbankparameter für verschiedene Materialien festlegen
3) Rahmensteifigkeit und Präzision der Führungsschienen
Auswirkung: Ob während des Schervorgangs eine „Deformationsscherung“ auftritt
- Für das Schweißen des Rahmens ist ein allgemeines Glühen erforderlich.
- Führungsschienenabstand korrekt einstellen (Schwanken vermeiden)
- Geradheit des Gleiters ≤ 0,02 mm
High-End-Lösungen:
- Geschlossene Rahmenkonstruktion (höhere Verformungsbeständigkeit)
- Rollführungsschienen oder hochpräzise Gleitführungsschienen
4) Stabilität des Drucksystems
Funktion: Verhindert das Verrutschen des Blechs beim Scheren
- Die Druckkraft sollte gleichmäßig verteilt sein.
- Richtiger Abstand zwischen den Druckfüßen (lokale Verformung vermeiden)
- Ausgestattet mit Anti-Eindring-Pads (Aluminium/Edelstahl)
Upgrade-Vorschläge:
- Lufthydraulisches Synchrondrucksystem
- Einstellbare Druckkraft
5) Präzision des Hinteranschlagsystems
Das Kernsystem zur Bestimmung der Schergenauigkeit
Positioniergenauigkeit: ±0,05 mm (im High-End-Bereich bis zu ±0,02 mm) (mm) Wiederholgenauigkeit ist von größerer Bedeutung.
Wichtigste Punkte:
- Leitspindel (vorzugsweise Kugelgewindetrieb)
- Genauigkeit der Linearführung
- Reaktion des Servosystems
Empfehlungen:
- Servoantrieb (anstelle eines Schrittmotors) verwenden
- Feedback durch Gitterlineal hinzufügen (Regelkreissteuerung)
2. Prozessparameteroptimierung (Bestimmt das Endergebnis)
1) Scherwinkel
Auswirkungen: Scherkräfte und Blechverformung
- Kleiner Winkel → Hohe Präzision, aber hohe Belastung
- Großer Winkel → Geringe Belastung, aber anfällig für Verformung
Empfehlung:
- Präzisionsscheren → Kleinwinkel (0,5°–1°)
- Dicke Platten → Etwas größerer Winkel (1°–3°)
2) Schergeschwindigkeit
- Zu hohe Geschwindigkeit → Erhöhte Vibrationen → Verringerte Präzision
- Zu langsame Geschwindigkeit → Geringe Effizienz
Optimierung:
- Hohe Geschwindigkeit für dünne Bleche
- Niedrige Geschwindigkeit für stabiles Scheren dicker Platten
3) Steuerung der Schnittposition
- Erster Kontaktpunkt der Klinge
- Stoßscherung vermeiden
High-End-Modelle:
Verwenden Sie ein Proportionalventil, um die Schnittgeschwindigkeit zu steuern.
3. Kontrolle materieller Faktoren (oft übersehen)
1) Materialeigenspannung
Probleme:
Verformung nach Scherung, Dimensionsinstabilität
Lösungen:
Wählen Sie spannungsentlastendes Plattenmaterial
Oder führen Sie eine Vorbehandlung (Nivellierung) durch.
2) Ebenheit des Blechs
Unebenheit → Positionierungsfehler
Wellige Kanten → Ungenaue Abmessungen
Unterstützung:
Präzisionsnivelliermaschine (Dringend empfohlen)
3) Unterschiede in der Materialhärte
Unterschiedliche Materialien mit gleichen Parametern führen zu deutlich unterschiedlichen Ergebnissen.
Empfehlung:
Erstellen Sie eine Materialdatenbank (Materialstärke-Spaltwinkel)
4. Betriebs- und Prozessmanagement
1) Optimierung der Positionierungsmethode
Vorderes Instrument vs. Hinteres Instrument
Großflächige Plattenmaterialien benötigen zusätzliche Stützen
Empfehlung:
Verwenden Sie ein Frontzuführungssystem
Durchhängen des Plattenmaterials verhindern
2) Operative Konsistenz
Menschliches Versagen ist die Hauptursache für Genauigkeitsschwankungen.
Lösung:
Standardarbeitsanweisungen (SOPs)
Automatisiertes Positionierungssystem
3) Mehrklingen-Scherstrategie
Für höchste Präzisionsanforderungen:
Grobscherung + Feinscherung
5. Automatisierung und intelligente Modernisierungen (High-End-Lösungen)
- CNC-Systemoptimierung: Automatischer Abruf der Parameterdatenbank; Materialerkennungssystem (High-End)
- Automatisches Spaltanpassungssystem: Automatische Anpassung basierend auf der Plattendicke
- Bild-/Sensorinspektion: Echtzeitüberwachung der Scherdimensionen
- Inline-Fertigung (empfohlen): Laserschneiden → Richten → Scheren → Biegen
6. Umweltfaktoren und externe Faktoren
– Temperatureinfluss: Thermische Ausdehnung und Kontraktion beeinflussen Metallscheren Genauigkeit (insbesondere bei langen Platten)
Empfehlung:
Workshop zur Konstanttemperaturregelung (Hochpräzisionsszenarien)
– Vibrationen: Instabiles Fundament → Verringerte Genauigkeit
Empfehlung: Unabhängiges Fundament; Schwingungsdämpfungsmatten
7. Priorität zur Verbesserung der Genauigkeit beim Metallschneiden (Praktische Empfehlungen)
Wenn Sie die Präzision schnell verbessern möchten (minimaler Aufwand → maximale Wirkung):
Erste Priorität (Sofortige Ergebnisse):
- Klingenspalt einstellen
- Klingen ersetzen/nachschärfen
- Hinteranschlag kalibrieren
Zweite Priorität (Stabile Verbesserung):
- Optimierung des Spannsystems
- Scherwinkel anpassen
- Materialnivellierung
Dritte Priorität (High-End-Upgrade):
- Servo-Hinteranschlagsystem
- Automatische Spaltsteuerung
- Intelligente Datenbank
In der High-End-Fertigung ist das Scheren nicht mehr nur ein grundlegender Prozess des „Materialschneidens“, sondern die erste entscheidende Hürde, die die nachfolgende Biegegenauigkeit, die Schweißqualität und die Montagekonsistenz bestimmt.
8. Zusammenfassung
Zur Verbesserung Metall Für präzises Scheren sollten Sie sich auf diese 5 Schlüsselpunkte konzentrieren:
- Blattabstand (am wichtigsten)
- Genauigkeit der Hinteranschlagslehre (Maßgenauigkeit)
- Gerätesteifigkeit (stabiles Fundament)
- Press- und Scherparameter (Prozesssteuerung)
- Zustand des Blechmaterials (Quellenkontrolle)
Das herkömmliche Scherenverfahren steht vor folgenden Problemen:
- Inkonsistente Dimensionsfehler
- Große Grate und schlechte Querschnittsqualität
- Blechverformung, die nachfolgende Prozesse beeinflusst
- Hohe Abhängigkeit von manueller Arbeit, was zu einer schlechten Chargenkonsistenz führt.
SHENCHONG definiert die Standards beim Scheren neu: Nicht einfach nur „schneiden“, sondern präzises, gleichmäßiges und kontrolliertes Schneiden.
Von „qualifiziert“ bis „hochwertig“ – der Unterschied liegt in einer hochpräzisen Schermaschine.
✔ Stabile und kontrollierbare Maßgenauigkeit
✔ Glatter, gescherter Querschnitt mit geringeren Graten
✔ Deutlich verbesserte Genauigkeit beim anschließenden Biegen
✔ Deutlich verbesserte Konsistenz in der Chargenproduktion
✔ Reduzierte Abhängigkeit von manueller Arbeit, gesteigerte Effizienz
SC Hochpräzisions-CNC-Blechscherenmaschinen wIdeal verwendet in:
- Präzise Blechbearbeitung
- Herstellung von Elektroschränken
- Edelstahlprodukte
- Autoteile
- High-End-Ausrüstungsfertigung




