
Inhaltsverzeichnis
Das Blechschneiden ist einer der grundlegendsten und wichtigsten Prozesse in Branchen wie der Blechverarbeitung, dem Stahlbau, dem Maschinenbau, der Schaltschrankfertigung, dem Baumaschinenbau, der Automobilzulieferindustrie und dem Schiffbau. Die Qualität des Blechschneidens beeinflusst unmittelbar die nachfolgenden Biege-, Schweiß-, Stanz- und Montageprozesse sowie die Qualität des Endprodukts.
In der tatsächlichen Produktion stoßen viele Unternehmen auf folgende Probleme:
- Übermäßige Schergrate
- Unebene Scherflächen
- Große Werkstückmaßfehler
- Blechverformung und -verzug
- Scherkantenrisse
- Kratzer auf der Blattoberfläche
- Mangelhafte Chargenkonsistenz
- Verringerte Biegegenauigkeit in nachfolgenden Prozessen
Eine Verbesserung der Qualität beim Blechschneiden steigert daher nicht nur die Produktqualität, sondern reduziert auch die Nacharbeitsquoten, erhöht die Produktionseffizienz und senkt die Produktionskosten.
Dieser Artikel bietet eine umfassende Analyse aus verschiedenen Perspektiven, darunter Ausrüstung, Schneidwerkzeuge, Prozessparameter, Materialmanagement, Betriebstechniken, Automatisierungssysteme und Instandhaltung.
1. Was ist die Qualität beim Scheren von Metallblechen?

Ein qualitativ hochwertiges Scherprofil weist typischerweise folgende Merkmale auf:
1) Hohe Maßgenauigkeit
Manifestiert als:
- Genaue Länge
- Genaue Breite
- Kleiner Diagonalfehler
- Hohe Wiederholgenauigkeit
Zum Beispiel:
- ±1 mm
- ±2 mm
- ±5 mm (Variiert je nach Branchenanforderungen)
2) Glatter Abschnitt
Ein qualitativ hochwertiger Scherquerschnitt sollte Folgendes aufweisen:
- Einheitliches helles Band
- Gerades Scherband
- Regelmäßiges Frakturband
Typischer Abschnittsaufbau:
Oberer abgerundeter Eckbereich
↓
Helles Band
↓
Bruchband
↓
Burr-Gebiet
Ein höherer Anteil heller Streifen:
- Besserer Abschnitt
- Einfachere Weiterverarbeitung
3) Kleine Grate
Idealzustand:
- Keine Grate
- Mikro-Grinden
Allgemeine Anforderungen:
Plattendicke | Brandtoleranz |
Weniger als 1 mm | ≤0,03 mm |
1–3 mm | ≤0,05 mm |
3–6 mm | ≤0,1 mm |
Mehr als 6 mm | ≤0,2 mm |
4) Keine Verformung
Angezeigt durch:
- Keine wellige Textur
- Nicht biegen
- Kein Verdrehen
- Kein Verzug
5) Keine Oberflächenbeschädigung
Einschließlich:
- Keine Kratzer
- Keine Einbuchtungen
- Keine Unebenheiten
2. Was zeichnet eine gute Scherqualität aus?
Die Qualität des Blechzuschnitts beeinflusst direkt die Effizienz der nachfolgenden Biege-, Schweiß-, Montage- und Lackiervorgänge sowie der gesamten Produktionslinie und auch das Erscheinungsbild des fertigen Produkts.
Bei der „Scherqualität“ geht es nicht einfach nur um „sauberes Schneiden“, sondern es müssen gleichzeitig Anforderungen wie genaue Abmessungen, ebene Endflächen, minimale Grate, geringe Eckenausfälle, gute Geradheit, minimale Oberflächenbeschädigung, minimale Wärmeeinflusszonen oder Verformungen und hohe Chargenkonsistenz erfüllt werden.
Insbesondere in Branchen wie der Blechverarbeitung, dem Stahlbau, dem Maschinenbau, der Gehäusefertigung und dem Anlagenbau ist der Schervorgang oft der erste kritische Schritt. Ist die Qualität hier instabil, erhöhen nachfolgende Korrekturen die Kosten.
Dies sind die wichtigsten Indikatoren, die üblicherweise zur Beurteilung der Scherqualität herangezogen werden.
1) Hohe Maßgenauigkeit
Schnittlänge, -breite, Diagonalen und Parallelität sollten den Zeichnungsvorgaben so genau wie möglich entsprechen, mit stabilen und kontrollierbaren Abweichungen. Bei Serienteilen ist die Konsistenz wichtiger als die exakte Passung einzelner Teile.
2) Glatte Schnittkanten und gute Rechtwinkligkeit
Idealerweise sollten die Blechkanten so gerade und flach wie möglich sein, ohne nennenswerte Neigung an den Seiten. Eine zu starke Schräge der Schnittfläche deutet auf Probleme mit dem Werkzeugspielraum, dem Zustand des Sägeblatts oder der Genauigkeit der Werkzeugmaschine hin.
3) Minimale Grate
Übermäßiger Grat beeinträchtigt nicht nur das Aussehen, sondern kann auch das Werkstück zerkratzen, die Montage erschweren, Schleifprozesse verlängern und sogar Sicherheitsrisiken bergen.
4) Minimale Eckenkollaps- und Extrusionsverformung
Deutliche Eckkollapsierungen oder Materialrisse am Ein- und Auslauf des Blechs deuten auf ungeeignete Schnittparameter oder stumpfe Klingen hin.
5) Keine offensichtlichen Eindellungen, Kratzer oder Verklebungen auf der Plattenoberfläche
Insbesondere bei Werkstoffen mit hohen Anforderungen an die Oberflächenbeschaffenheit, wie Edelstahl, Aluminium, verzinktem Stahl und beschichtetem Stahl, ist eine sorgfältige Kontrolle der Materialklemmung, -führung, -handhabung und des Zustands der Klingenoberfläche von entscheidender Bedeutung.
6) Gute Chargenstabilität
Eine wirklich hervorragende Schnittqualität besteht nicht darin, ein einzelnes gutes Blatt zu schneiden, sondern darin, die Stabilität beim Schneiden vieler Blätter nacheinander zu gewährleisten. Stabilität ist wichtiger als ein einzelner, zufälliger Erfolg.
3. Hauptfaktoren, die die Qualität des Metallschneidens beeinflussen
Zu den wichtigsten Faktoren, die die Qualität des Blechschneidens beeinflussen, gehören:

Ausrüstungsfaktoren (ca. 35%~40%)
- Rahmensteifigkeit
- Hydrauliksystem
- Genauigkeit der Führungsschiene
- Genauigkeit der Hinteranschlagslehre
Blattfaktoren (ca. 20%)
- Klingenmaterial
- Schärfe
- Spalteinstellung
Prozessparameter (ca. 20%)
- Scherwinkel
- Druckkraft
- Schlaganfall
Materialfaktoren (ca. 10%)
- Material
- Dicke
- Glätte
Personaleinsatz (ca. 10%)
- Einstellbarkeit der Maschine
- Prozesserfahrung
4. Richtige Einstellung des Klingenspalts
Dies ist die wichtigste Methode zur Verbesserung der Qualität beim Blechschneiden.
Warum ist der Blattabstand wichtig?
Geringer Klingenabstand:
Ergebnisse:
- Schneller Klingenverschleiß
- Erhöhte Scherkraft
- Klingenabsplitterung
Großer Klingenabstand:
Ergebnisse:
- Vermehrte Grate
- Rauhere Schnittfläche
- Erhöhte Dimensionsfehler
Gemeinsame Freigabeauswahl
Empirische Formel:
Spiel = Plattendicke × 5%~10%
Beispiel:
Plattendicke | Empfohlener Abstand |
1 mm | 0,05–0,08 mm |
2 mm | 0,1 bis 0,16 mm |
4 mm | 0,2 bis 0,32 mm |
8 mm | 0,4–0,64 mm |
12 mm | 0,6–0,96 mm |
Unterschied zwischen verschiedenen Materialien:
- Edelstahl (hohe Härte): Empfohlen: 6%~8%
- Kohlenstoffstahl: Empfohlen: 8%~10%
- Aluminiumplatte: Empfohlen: 4%~6%
- Kupferplatte: Empfohlen: 5%~7%
5. Auswahl hochwertiger Klingen
Die Klingen bestimmen die obere Grenze der Scherqualität.
Gängige Klingenmaterialien
1) 9CrSi
Vorteile:
- Niedrige Kosten
- Gute Zähigkeit
Nachteile:
- Mäßige Lebensspanne
2) 6CrW2Si
Vorteile:
- Gute Verschleißfestigkeit
- Schlagfestigkeit
3) Cr12MoV
Am häufigsten
Eigenschaften:
- Hohe Härte
- Hohe Verschleißfestigkeit
4) H13
Geeignet für die Schwerlastproduktion
Lange Lebensdauer
5) SKD11
Hochwertige Klingen
Eigenschaften:
- Extrem hohe Verschleißfestigkeit
- Stabile Präzision
Klingenverschleißkontrolle
Regelmäßige Inspektion:
Beobachtung:
- Kerben
- Absplittern
- Runden
Schärfen Sie die Waffe sofort nach, wenn einer der folgenden Fälle eintritt:
- Die Anzahl der Grate steigt um mehr als 301 TP3T.
- Die Scherkraft nimmt deutlich zu
- Verschlechterung der Schneidfläche
6. Verbesserung der Gerätesteifigkeit
Die Steifigkeit der Ausrüstung bestimmt Präzision und Stabilität.
Anzeichen unzureichender Steifigkeit
Häufige Phänomene:
- Eine größere Scherlänge führt zu einem größeren Fehler.
- Mittlere Konkavität
- Unterschiedliche Abmessungen an beiden Enden
Verbesserungsmethoden
Verdicken Sie den Rahmen
- Integral geschweißte Konstruktion
- Stressabbaubehandlung
Verstärkungsrippen hinzufügen
- Verformung verringern
Integrales Anlassen
- Stabilität verbessern
Finite-Elemente-Optimierungsdesign
- Wird häufig in modernen High-End-Scherenmaschinen eingesetzt.
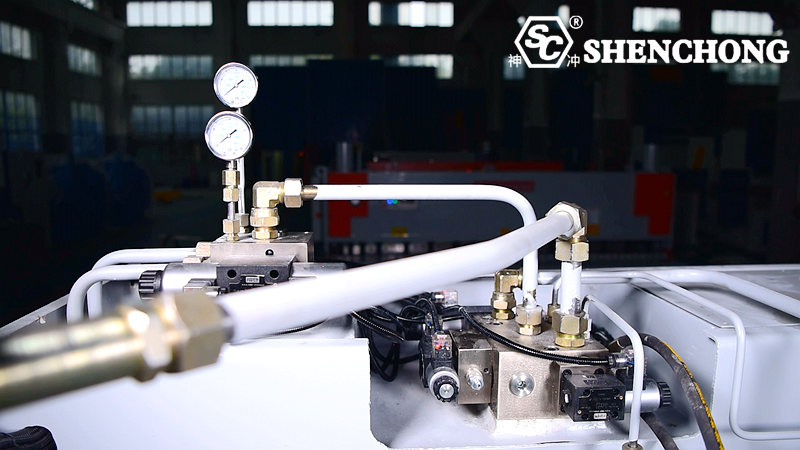
7. Korrekte Einstellung des Presssystems

Unzureichende Presskraft ist eine Hauptursache für Blechverformungen.
1) Geringe Anpresskraft
Blech neigt zu Folgendem:
- Ausrutschen
- Heben
- Verformung
2) Hoher Anpressdruck
Leicht:
- Beschädigung des Blechs
- Oberflächeneindrückung
3) Korrekte Methoden
Bezogen auf:
- Blechdicke
- Materialstärke
Die Anpresskraft wird automatisch angepasst.
Hochwertige hydraulische Scherenmaschinen verwenden üblicherweise:
Unabhängiges hydraulisches Presssystem.
8. Kontrolle des Scherwinkels
Der Scherwinkel bestimmt:
- Scherkraft
- Querschnittsqualität
übermäßig großer Scherwinkel
Vorteile:
- Energiesparmodus
Nachteile:
- Plattenmaterial neigt zum Verdrehen
zu kleiner Scherwinkel
Vorteile:
Gute Qualität
Nachteile:
Erhöhte Gerätebelastung
Empfehlung:
Plattendicke | Scherwinkel |
1-4 mm | 0,5°- 1° |
4-10 mm | 1°- 1,5° |
10 mm oder mehr | 1,5°- 2° |
9. Verbesserung der Hinteranschlaggenauigkeit
Der Hinteranschlagfehler beeinflusst die Abmessungen direkt.
Häufige Probleme
- Ungenaue Wiederholbarkeit
- Großes Spindelspiel
- Verschleiß der Führungsschiene
Lösungen
Kugelumlaufspindel
- Ersetzen Sie die gewöhnliche Gewindespindel
Linearführung
- Genauigkeit verbessern
Servoantrieb
- Genauere Positionierung
CNC-Systemkompensation
- Automatische Fehlerkorrektur
Hochwertige Ausrüstung:
Die Wiederholgenauigkeit kann ±0,02 mm erreichen.
10. Reduzierung der Blechverformung
Ursachen der Verformung
Einschließlich:
- Innerer Stress
- Unzureichender Druck
- Unangemessene Lücke
Kontrollmethoden
- Segmentierte Scherung
- Große Bleche werden in Segmenten geschnitten.
Vornivellierung
- Nivellieren vor dem Scheren.
Druckpunkte anpassen
- Verbesserung der Stabilität.
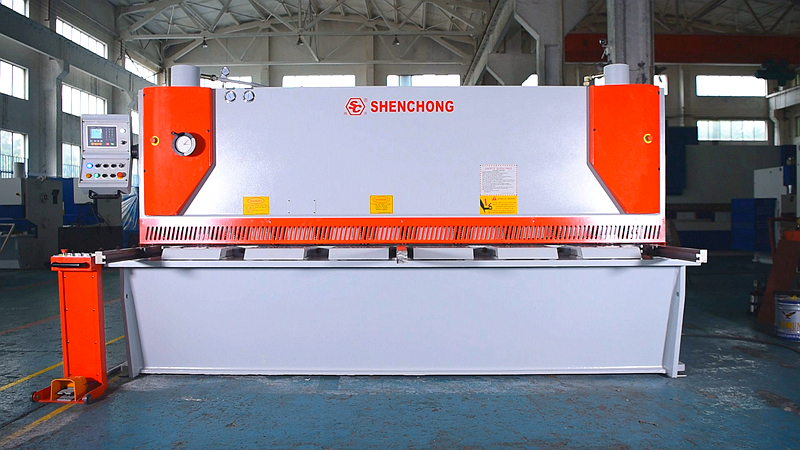
Verwendung einer Guillotine-Schere
Im Vergleich zu einer Schwenkbalkenschere:
- Höhere Steifigkeit
- Geringere Verformung
11. Verbesserung der Rohstoffqualität
Selbst die beste Ausrüstung kann minderwertige Materialien nicht ausgleichen.
Prüfpunkte
- Dickenkonsistenz
- Übermäßige Dickenschwankungen beeinflussen den Spalt.
Ebenheit
- Wellige Laken beeinträchtigen die Positionierung.
Oberflächenbeschaffenheit
- Rost beschleunigt den Verschleiß der Klinge.
Materialhärte
- Ungleichmäßige Härte führt zu Maßabweichungen.
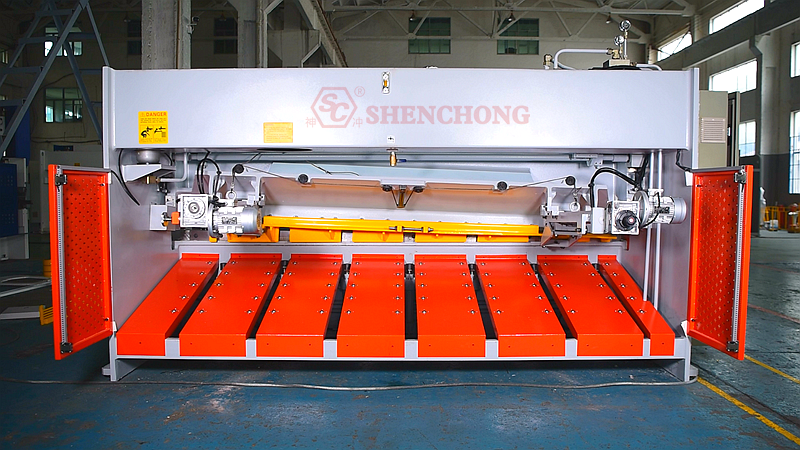
12. Automatisiertes Be- und Entladen verbessert die Qualität
Traditionelle manuelle Methoden:
Neigt zu:
- Unebenheiten
- Kratzer
- Positionierungsfehler
Vorteile der Automatisierung
Positionierung des Vakuumsaugers
- Stabile Positionierung
Mechanische Greiferpositionierung
- Hohe Wiederholgenauigkeit
Automatische Palettierung
- Reduziert Stöße und Schläge
Automatische Sortierung
- Verbessert die Effizienz
Für die Massenproduktion
Automatisierung kann:
- Ertragssteigerung um über 101 TP3T
- Reduzierung menschlicher Fehler um über 80%
13. Aufbau einer standardisierten Prozessdatenbank
Ausgezeichnete Unternehmen etablieren: Prozessdatenbank
Aufzeichnungen:
- Material
- Dicke
- Lücke
- Scherwinkel
- Klemmdruck
Zum Beispiel:
Material | Dicke | Lücke |
Q235 | 2 mm | 0,15 mm |
Q235 | 4 mm | 0,3 mm |
304 | 2 mm | 0,12 mm |
Die Einrichtungszeit kann um mehr als 501 TP3T reduziert werden.
14. Der Einfluss der Instandhaltung von Anlagen auf die Qualität
Viele Unternehmen vernachlässigen die Instandhaltung.
In Wirklichkeit gilt: Der Zustand der Ausrüstung bestimmt den Zustand des Produkts.
Routinewartung
Täglich:
Überprüfen:
- Hydrauliköl
- Führungsschienen
- Klingen
Wöchentliche Wartung
Überprüfen:
- Bolzen
- Druckzylinder
- Hinteranschlag
Monatliche Wartung
Überprüfen:
- Hydrauliksystem
- Elektrisches System
- Präzisionskalibrierung
Jährliche Wartung
Beinhaltet:
- Hydraulikölwechsel
- Vollständige Maschinenkalibrierung
- Präzisionsprüfung
15. Optimale Scherstrategien für verschiedene Materialien
Kohlenstoffstahl
Merkmale:
- Am weitesten verbreitet
Empfehlung:
- Standard-Freigängigkeit
- Mitteldruck
Edelstahl
Merkmale:
- Hohe Rückfederung
- Hohe Festigkeit
Empfehlung:
- Verringerter Freiraum
- Verwenden Sie SKD11-Klingen.
Aluminiumplatte
Merkmale:
- Leicht zu verkratzen
Empfehlung:
- Schutzfolie
- Gezielter sanfter Druck
Kupferplatte
Merkmale:
- Bleibt an der Klinge
Empfehlung:
- Reinigen Sie die Klinge regelmäßig.
Nickelplattiert
Merkmale:
- Hohe Festigkeit
- Hoher Wert
Empfehlung:
- Präzisionsscheren
- Automatisches Be- und Entladen
- Kratzfestes Design
16. Digitalisierung und Automatisierung verbessern die Scherqualität
Moderne, intelligente Schermaschinen sind im Zeitalter der Industrie 4.0 angekommen.
Hauptfunktionen:
- Automatische Spaltanpassung
Automatische Plattendickenanpassung
- Automatische Scherwinkelanpassung
Optimierte Querschnittsqualität
- Automatischer Druckausgleich
Konsistenz wahren
- Echtzeit-Überwachungssystem
Überwachung:
- Druck
- Temperatur
- Vibration
MES-Netzwerk
Erreichen:
- Datenrückverfolgbarkeit
- Qualitätsmanagement
- Prozessoptimierung
17. Umfassender Umsetzungsplan zur Verbesserung der Scherqualität
Für ein metallverarbeitendes Unternehmen wird empfohlen, die Optimierung in folgender Reihenfolge durchzuführen:
Phase 1 (Grundlegende Verbesserung)
- Gerätegenauigkeit kalibrieren
- Klingenspalt einstellen
- Abgenutzte Klingen ersetzen
- Einrichtung eines Wartungssystems
Qualitätsverbesserung ca. 15%–25%.
Phase 2 (Prozessoptimierung)
- Prozessdatenbank erstellen
- Optimieren Sie den Scherwinkel
- Optimierung des Materialklemmsystems
- Standardisierung der Arbeitsabläufe
Qualitätsverbesserung ca. 20%–30%.
Phase 3 (Modernisierung der Ausrüstung)
- CNC-Hinteranschlag
- Servosystem
- Automatische Spaltanpassung
- Hochpräzise Windungsstruktur
Qualitätsverbesserung von ca. 20% oder mehr.
Phase 4 (Intelligente Fertigung)
- Automatisiertes Be- und Entladesystem
- Intelligentes Lagersystem
- MES-System
- Online-Inspektionssystem
Die Rendite kann über 99% erreichen.
18. Zusammenfassung
Die Verbesserung der Qualität beim Blechschneiden ist ein systematisches Projekt, das sich nicht auf einen einzigen Aspekt stützen kann. Es erfordert eine koordinierte Optimierung aus verschiedenen Blickwinkeln, darunter Ausrüstung, Schneidmesser, Prozessparameter, Materialmanagement, Betriebsabläufe, Wartung und Automatisierungstechnik.
Um eine wirklich stabile Scherqualität zu erreichen, lässt sich die Kernidee in vier Sätzen zusammenfassen: Scharfe Klinge, präziser Spalt, stabile Klemmung und genaue Positionierung.
Sechs Schlüsselfaktoren:
- Stellen Sie den Klingenabstand korrekt ein.
- Verwenden Sie hochwertige, verschleißfeste Klingen.
- Verbesserung der Gesamtsteifigkeit der Ausrüstung
- Spannkraft und Scherwinkel präzise steuern
- Verbesserung der Positionierungsgenauigkeit des Hinteranschlags
- Einrichtung einer standardisierten Prozessdatenbank und eines vorbeugenden Wartungssystems
Ausgehend von diesen Faktoren ist es entscheidend für die Erzielung gleichbleibend hoher Scherergebnisse, die weitere Optimierung der Prozessparameter auf Basis der Materialeigenschaften, die Verbesserung der Zuführungsmethoden sowie die Sicherstellung einer ordnungsgemäßen Gerätewartung und Erststückprüfung.
Aus praktischer Sicht sind die gebräuchlichsten und effektivsten Verbesserungsmethoden:
Zuerst die Klingen reparieren, dann das Spiel einstellen; zuerst die Spannkraft stabilisieren, dann den Hinteranschlag kalibrieren; zuerst die Gerätegenauigkeit sicherstellen, dann die Chargenqualität berücksichtigen.
Durch die sorgfältige Ausführung dieser grundlegenden Aufgaben lässt sich die Schneidequalität von Blechen in der Regel deutlich verbessern, und je größer die Losgröße und je standardisierter die Produktion ist, desto größer sind die Vorteile.
Für moderne Blechverarbeitungsbetriebe ist die Einführung von hochpräzise CNC-hydraulische GuillotinenscherenServogesteuerte Hinteranschlagsysteme, automatische Be- und Entladevorrichtungen sowie intelligente Prozessmanagementplattformen haben sich zu einer wichtigen Entwicklungsrichtung für die Erzielung einer qualitativ hochwertigen, hocheffizienten und kostengünstigen Scherenproduktion entwickelt.
Durch Systemoptimierung können Unternehmen nicht nur die Qualität und Maßgenauigkeit der geschnittenen Abschnitte deutlich verbessern, sondern auch den Klingenverbrauch reduzieren, die Ausschussquoten senken und eine stabilere und zuverlässigere Verarbeitungsgrundlage für nachfolgende Biege-, Schweiß- und Montageprozesse schaffen.




