Sommario
Il taglio laser a fibra d'acciaio è diventato uno dei processi più importanti e diffusi nella moderna lavorazione della lamiera. Vanta vantaggi quali elevata velocità, alta precisione, buona qualità di taglio, elevato grado di automazione e grande adattabilità, che lo rendono particolarmente adatto alla lavorazione efficiente di lamiere di acciaio al carbonio, acciaio inossidabile e acciaio legato.
Con l'industria manifatturiera che si muove verso una maggiore precisione, una maggiore efficienza e una produzione intelligente, macchine da taglio laser in fibra sono diventati strumenti di produzione essenziali in settori quali la lavorazione della lamiera, le macchine edili, le strutture in acciaio, la produzione automobilistica, la produzione di ascensori, la cantieristica navale, i quadri elettrici e le macchine agricole. Il taglio di lamiere d'acciaio è una delle aree di applicazione più significative del taglio laser a fibra.
Molte aziende riscontrano frequentemente problemi durante la produzione, come superfici di taglio irregolari, eccessivo accumulo di scorie, deviazioni dimensionali, tagli incompleti, bruciature dei bordi, deformazioni termiche, danni agli ugelli e contaminazione delle lenti protettive. Questi problemi non solo influiscono sulla qualità del prodotto, ma riducono anche l'efficienza delle apparecchiature e aumentano i costi di produzione.
Tuttavia, nella produzione reale, i fattori che influenzano realmente la qualità del taglio non sono mai solo la potenza dell'attrezzatura, ma anche un'intera serie di fattori sistemici, tra cui le condizioni del materiale, i parametri di processo, la scelta del gas, la posizione del punto focale, il metodo di foratura, le operazioni ausiliarie, la manutenzione dell'attrezzatura e l'esperienza dell'operatore. Molti problemi di taglio non sono dovuti a "macchine difettose", ma piuttosto a parametri, metodi e attenzione ai dettagli inadeguati.
Per ottenere un taglio laser di alta qualità ed efficienza delle lamiere d'acciaio, è essenziale una profonda conoscenza delle proprietà del materiale, dei parametri di processo, dello stato delle apparecchiature, dei gas ausiliari, delle tecniche operative e della manutenzione.
La sezione seguente analizzerà sistematicamente le precauzioni e le tecniche per il taglio laser a fibra di lamiere d'acciaio di diverse dimensioni, inclusi principi, materiali, parametri, tecniche di processo, problemi comuni, miglioramento della qualità, manutenzione delle apparecchiature e norme di sicurezza.
1. Il cuore del taglio laser a fibra d'acciaio
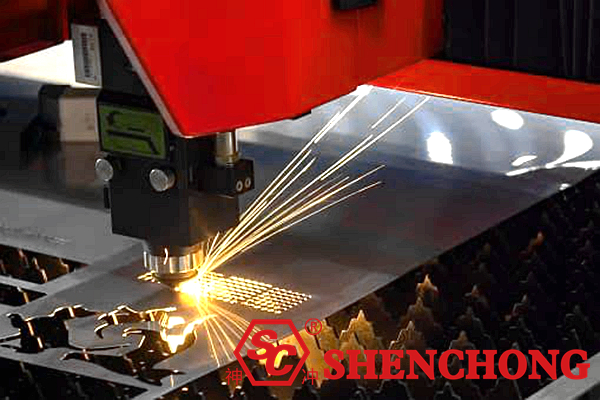
L'essenza del taglio laser a fibra consiste nell'utilizzare un raggio laser ad alta densità di energia per irradiare la lamiera d'acciaio, provocando la rapida fusione, vaporizzazione o ossidazione del materiale in un'area localizzata. Successivamente, un gas ausiliario viene utilizzato per rimuovere il metallo fuso, formando così un solco di taglio.
Pertanto, l'effetto di taglio dipende effettivamente da 4 saldi chiave:
1) L'energia del laser è sufficientemente concentrata?
Un'energia troppo debole non riuscirà a tagliare. Un'energia troppo forte, invece, surriscalderà i bordi, si formeranno scorie e la piastra si deformerà.
2) È possibile rimuovere il metallo fuso in tempo?
Una rimozione inadeguata delle scorie comporterà un accumulo di scorie sul fondo, un taglio irregolare e un effetto scia.
3) La zona termicamente alterata è controllabile?
Un apporto di calore eccessivo porterà a un solco di taglio più ampio, all'ossidazione dei bordi e alla deformazione della piastra.
4) La velocità di taglio è adeguata all'apporto termico?
Una velocità troppo elevata provocherà la formazione di fili sporgenti e un taglio incompleto. Una velocità troppo bassa provocherà bordi bruciati, sbavature e fusione eccessiva.
Ciò significa che il taglio di lamiere d'acciaio non consiste semplicemente nel perseguire la "massima potenza", bensì nel perseguire le "combinazioni ottimali di parametri".
2. Condizioni essenziali prima del taglio laser di lamiere d'acciaio
1) Qualità del materiale
L'efficacia del taglio di una lamiera d'acciaio dipende principalmente dalla sua qualità. Ruggine eccessiva, incrostazioni, macchie d'olio, rivestimento irregolare o notevoli variazioni di spessore sulla superficie del materiale influiranno direttamente sulla stabilità del taglio.
I problemi più comuni includono:
- La ruggine superficiale di grave entità provoca variazioni localizzate nel tasso di assorbimento, con conseguente instabilità del taglio.
- La scarsa planarità della lastra provoca fluttuazioni nell'altezza focale, con conseguenti tagli incompleti o ondulati.
- Lo spessore non uniforme rende difficile la standardizzazione dei parametri di processo.
- Le lamiere di bassa qualità contengono numerose inclusioni, che possono facilmente causare sbavature e tagli discontinui.
Pertanto, prima di tagliare, si dovrebbe fare quanto segue, per quanto possibile:
- Utilizzare materiali con spessore stabile e buona condizione superficiale.
- Pulire le piastre molto arrugginite e unte.
- Il controllo a campione dei materiali del lotto conferma le tolleranze di spessore delle lamiere.
- Disporre i piatti in piano per evitare che si sollevino e si deformino.
2) Corretto fissaggio e supporto della piastra
Durante il taglio di lamiere d'acciaio, un supporto non uniforme può facilmente causare deformazioni dopo il riscaldamento. In particolare, durante il taglio di grandi dimensioni, se la lamiera è parzialmente sospesa, il percorso di taglio sarà influenzato dalle variazioni di altezza, con conseguente spostamento del punto di messa a fuoco e una qualità del taglio inferiore.
Le precauzioni includono:
- I fogli di grandi dimensioni devono essere sostenuti nel modo più uniforme possibile.
- Evitare un'eccessiva sospensione dei bordi del foglio.
- Presta attenzione all'andamento della deformazione termica della lamiera durante il taglio.
- Per le lamine sottili, si consiglia di applicare pressione, aspirazione o di utilizzare dispositivi di posizionamento ausiliari.
- Per i piccoli componenti che si capovolgono facilmente dopo il taglio, è consigliabile progettare in anticipo i collegamenti o le microconnessioni.
3) Ottimizzazione dei disegni e del layout
Il taglio laser non è solo una questione di processo, ma anche di progettazione. Una progettazione inadeguata può causare sprechi di materiale, percorsi di taglio eccessivamente lunghi, un'eccessiva concentrazione di calore, troppi angoli vivi e deformazioni del pezzo.
Un layout ottimale dovrebbe soddisfare i seguenti requisiti:
- Sfruttare appieno il materiale a disposizione.
- Ridurre i viaggi a vuoto.
- Controllare le aree di calore concentrato.
- Evitare di tagliare continuamente parti adiacenti per periodi prolungati.
- Cerca di raggruppare spessori e componenti strutturali simili.
- Riservare le posizioni di collegamento necessarie, le microconnessioni e lo spazio per le parti che cadono.
3. La scelta del gas di assistenza è fondamentale
Nel taglio laser a fibra d'acciaio di lamiere, il gas di assistenza gioca un ruolo fondamentale, influenzando non solo la qualità del taglio, ma anche la velocità di taglio, il livello di ossidazione, i costi e la difficoltà delle successive lavorazioni.
1) Taglio ossiacetilenico: adatto per acciaio al carbonio di maggiore spessore
I vantaggi del taglio con ossigeno sono:
La reazione di ossidazione tra ossigeno e acciaio rilascia ulteriore calore, migliorando la capacità di taglio e rendendola particolarmente adatta per lamiere di acciaio al carbonio di medio spessore e lamiere di acciaio più spesse.
Vantaggi:
- Elevata capacità di tagliare acciaio al carbonio di grosso spessore.
- Buona penetrazione.
- Costo relativamente basso.
- Buona adattabilità ad apparecchiature ad alta potenza.
Svantaggi:
- Notevole ossidazione del taglio.
- La superficie di taglio è solitamente nera.
- Ampia zona interessata dal calore.
- Per le successive fasi di saldatura, spruzzatura o placcatura è necessario un trattamento aggiuntivo.
Scenari applicabili:
- Lamiere di acciaio al carbonio di medio spessore.
- Componenti strutturali con bassi requisiti di ossidazione del taglio.
- Elaborazione in batch con priorità all'efficienza.
2) Taglio all'azoto: adatto per tagli di alta qualità e senza ossidi.
Il taglio ad azoto viene utilizzato principalmente per lamiere di acciaio inossidabile, alluminio e acciaio al carbonio sottili, dove è richiesta un'elevata qualità di taglio.
Il ruolo dell'azoto è quello di rimuovere il metallo fuso, anziché provocare una reazione di ossidazione, ottenendo così un taglio più netto e bordi più brillanti.
Vantaggi:
- Superficie di taglio pulita e lucida.
- Si libera facilmente dallo strato di ossido.
- Adatto per successive fasi di saldatura e finitura.
- Elevata precisione e uniformità.
Svantaggi:
- Richiede una pressione del gas più elevata.
- Requisiti elevati per la tenuta delle apparecchiature e i sistemi di alimentazione del gas.
- Costo superiore rispetto al taglio con ossigeno.
- Maggiore potenza e maggiori requisiti di processo per le lamiere più spesse.
Scenari applicabili:
- Componenti di finitura in acciaio inossidabile.
- Componenti di precisione.
- Pezzi che richiedono una rettifica minima o nulla.
- Componenti che richiedono un'elevata qualità di saldatura.
3) Taglio ad aria: economico ma richiede di più
Il taglio ad aria è uno dei metodi più economici, ma richiede elevate prestazioni in termini di condizioni delle attrezzature, qualità del materiale e accuratezza del processo.
L'aria contiene ossigeno, che provoca una certa ossidazione; pertanto, l'effetto di taglio si colloca generalmente tra quello dell'ossigeno e quello dell'azoto.
Vantaggi:
- Basso costo.
- Adatto alla lavorazione generica.
- Economico per produzioni di piccoli e medi lotti.
Svantaggi:
- La stabilità del taglio non è buona come con i gas speciali.
- Il controllo dell'ossidazione dei bordi e delle bave è più difficile.
- Elevati requisiti di purezza per l'aria compressa.
- Le impurità di olio e acqua possono compromettere seriamente la durata della testina di taglio e della lente.
4. Posizione del punto focale: fattori chiave per la qualità del taglio
Molti operatori tendono a trascurare il punto focale, ma in realtà la sua posizione determina quasi interamente la forma del taglio, la scoria sul fondo, la larghezza del taglio e l'efficienza di taglio.
1) Punto focale troppo alto
Quando il punto focale è troppo in alto rispetto alla superficie della piastra, la concentrazione di energia è scarsa, con conseguente formazione di un solco di taglio più largo nella parte superiore e più stretto in quella inferiore. La parte inferiore potrebbe non essere tagliata completamente, causando facilmente la formazione di residui, accumulo di scorie e rotture.
2) Punto focale troppo basso
Quando il punto focale è troppo basso, l'energia è eccessiva nella parte inferiore della piastra, causando potenzialmente surriscaldamento in quella zona, un solco di taglio più ampio, un aumento delle bave e persino una deviazione dalla conicità.
3) Valutare un punto focale adeguato
Il punto focale deve essere valutato in modo esaustivo in base allo spessore della piastra, al tipo di materiale, al tipo di gas, alla potenza del laser e alle specifiche dell'ugello.
In generale:
Le lastre sottili tendono a prediligere un punto focale più alto o leggermente negativo. Le lastre di medio spessore utilizzano solitamente un punto focale negativo adeguato. Le lastre spesse richiedono una regolazione fine in base ai processi di perforazione e taglio segmentato.
Nel funzionamento effettivo, i valori teorici non dovrebbe essere utilizzato da solo. È fondamentale osservare i tagli di prova:
- Se i tagli superiore e inferiore sono uniformi.
- Se la scoria sul fondo viene ridotta.
- Se il taglio è liscio e uniforme.
- Se gli angoli acuti si surriscaldano.
- Verificare se il suono del taglio è stabile.
5. La velocità di taglio non è sempre migliore quanto più è veloce
La velocità è il parametro di taglio più critico.
Una velocità troppo elevata può sembrare efficiente, ma in realtà può portare a:
- Taglio incompleto.
- Residui di scorie sul fondo.
- Un taglio debole.
- Riduzione della velocità insufficiente in curva.
- Aumento della deviazione nei fori di piccole dimensioni.
Una velocità troppo bassa può causare:
- Surriscaldamento ai bordi.
- Lama larga.
- Zona termicamente alterata aumentata.
- Deformazione della lamiera.
- Adesione delle scorie.
Principi di base della regolazione della velocità:
- Per le lamiere spesse, dare priorità al taglio completo e alla rimozione stabile delle scorie.
- Per le lamiere sottili, è fondamentale dare priorità all'efficienza e alla qualità dei bordi.
- Ridurre opportunamente la velocità in corrispondenza di curve strette, fessure ristrette e piccole buche.
- Quando si tagliano forme complesse, è necessario controllare la velocità a segmenti.
- È possibile utilizzare strategie di velocità differenti per le diverse parti del testo, anziché impiegare un singolo parametro per tutta la durata del lavoro.
Soprattutto nella lavorazione in serie, molti pezzi presentano carichi diversi sui contorni esterni, sui fori interni, sugli angoli acuti e sulle aree di raccordo, pertanto non possono essere tutti tagliati alla stessa velocità. I processi ottimali utilizzano un controllo della velocità a strati in base all'area del percorso.
6. Foratura: la sfida principale nel taglio di lamiere spesse
Quando si tagliano lamiere d'acciaio spesse, la foratura è spesso più difficile del taglio vero e proprio.
Una foratura eseguita male rende inutili anche i migliori parametri successivi, poiché schizzi, accumulo di scorie, accumulo di calore e difetti di avvio del taglio si formano facilmente intorno al foro.
1) Problemi comuni di perforazione
- Tempi di perforazione eccessivi.
- Rimbalzo delle scorie contamina la lente protettiva.
- Allargamento eccessivo del foro.
- Bruciatura nel punto di partenza dopo la perforazione.
- Perforazione instabile di lamiere spesse, con conseguenti penetrazioni ripetute.
2) Metodi per migliorare i risultati della perforazione
- Utilizzare la perforazione segmentata, la perforazione progressiva o la perforazione a impulsi ad alto picco.
- Aumentare opportunamente la pressione del gas di perforazione.
- Impostare un'altezza di foratura adeguata.
- Quando si forano lamiere spesse, assicurarsi di concentrare l'energia prima del taglio.
- Posizionare un filo conduttore o un microconnettore all'esterno del taglio per evitare di iniziare il taglio direttamente sui bordi critici.
Per l'acciaio al carbonio più spesso, durante la foratura occorre prestare particolare attenzione ai seguenti aspetti:
- Prevenire il riflusso delle scorie.
- Evitate che il foro iniziale sia troppo grande.
- Evitate di tagliare subito dopo il piercing senza aver prima pulito i residui sul fondo, poiché ciò può causare tagli discontinui.
7. La selezione e la manutenzione degli ugelli sono cruciali
L'ugello rappresenta l'interfaccia fondamentale tra il laser, il gas e il bagno di fusione.
Una selezione inadeguata dell'ugello, la sua contaminazione, deformazione o scarsa concentricità influiranno direttamente sulla qualità del taglio.
1) Principi di selezione degli ugelli
Il diametro dell'ugello deve essere compatibile con lo spessore della piastra, la potenza e il gas:
- Piastre sottili: In generale, un diametro dell'ugello più piccolo è vantaggioso per un flusso d'aria concentrato.
- Lamiere di medio spessore: è necessario un diametro maggiore per garantire un'adeguata capacità di rimozione delle scorie.
- Piastre spesse: l'ugello deve bilanciare velocità e stabilità del flusso d'aria.
2) Cosa succede se l'ugello non funziona correttamente?
- Aumento delle bave sul taglio.
- Linee ondulate sulla superficie di taglio.
- Accumulo di scorie sul bordo inferiore.
- Direzione anomala della scintilla durante il taglio.
- Aumento del rischio che la testina di taglio colpisca la piastra.
- Contaminazione accelerata delle lenti.
3) Punti chiave per l'utilizzo dell'ugello
- Mantieni pulito l'ugello.
- Verificare la rotondità e la concentricità dell'ugello.
- Sostituire immediatamente l'ugello se si riscontra una collisione.
- Utilizzare ugelli appropriati per materiali e spessori diversi.
- Eseguire un test del flusso d'aria prima del taglio per verificare che l'ugello sia in condizioni di funzionamento normali.
8. Le tecniche di taglio differiscono notevolmente a seconda del materiale della lamiera d'acciaio.
1) Tecniche di taglio dell'acciaio al carbonio
L'acciaio al carbonio è il materiale più comune per il taglio delle lamiere d'acciaio.
È adatto al taglio ossiacetilenico e può essere tagliato anche con azoto o aria compressa entro un certo intervallo di spessore.
Punti chiave:
- Per l'acciaio al carbonio di medio spessore, dare priorità alla reazione di ossidazione e alla rimozione delle scorie.
- Per l'acciaio al carbonio più spesso, è necessario controllare il calore della foratura.
- Quando è richiesta un'elevata ossidazione dei bordi, si può utilizzare l'azoto in alternativa.
- Dopo il taglio, sulla superficie tagliata tende a formarsi uno strato di ossido. La necessità di pulirlo dipende dai processi successivi.
2) Tecniche di taglio laser a fibra per acciaio inossidabile
L'acciaio inossidabile è più adatto al taglio con azoto perché richiede un'elevata qualità superficiale e previene un'ossidazione significativa.
Punti chiave:
- È richiesta un'elevata purezza dell'azoto.
- La posizione del punto focale deve essere più precisa.
- Una velocità di stampa troppo bassa può causare ingiallimento o bluastro, compromettendo l'aspetto.
- Nel caso di lamiere sottili di acciaio inossidabile, occorre prestare particolare attenzione a prevenire deformazioni dovute al calore e la formazione di bave sul fondo.
3) Tecniche di taglio per acciai ad alta resistenza e acciai legati
L'acciaio ad alta resistenza è più sensibile all'apporto di calore. Un taglio improprio può facilmente causare indurimento dei bordi, fessurazioni o deformazioni post-taglio.
Punti chiave da notare:
- Controllare la zona termicamente alterata.
- Evitare l'esposizione prolungata a temperature elevate localizzate.
- Eseguire, se necessario, una valutazione delle sollecitazioni dopo il taglio.
- Presta particolare attenzione alla qualità dei bordi nelle successive aree di saldatura.
9. Alcuni difetti tipici che influiscono sulla qualità del taglio e le relative soluzioni
1) Scorie di fondo
Le scorie di fondo rappresentano uno dei problemi più comuni.
Le cause più comuni includono: Velocità troppo bassa, pressione dell'aria insufficiente, posizione di messa a fuoco errata, ugello non corrispondente, contaminazione superficiale della lamiera e incompatibilità della potenza con lo spessore.
Soluzioni:
- Aumentare la velocità in modo appropriato.
- Regola la messa a fuoco.
- Aumentare la pressione del gas ausiliario.
- Verificare la concentricità dell'ugello.
- Verifica se la causa è la ruggine o un rivestimento sulla superficie della lamiera.
3) Taglio incompleto
Possibili cause:
- Potenza insufficiente.
- Velocità eccessiva.
- Deviazione di messa a fuoco.
- La lamiera è troppo spessa.
- Ostruzione dell'ugello.
- Perforazione insufficiente.
Soluzioni:
- Riduci la velocità.
- Regolare la messa a fuoco nella posizione appropriata.
- Sostituire l'ugello e verificare il flusso d'aria.
- Migliorare il processo di perforazione.
- Per le lamiere più spesse, si consiglia di utilizzare una potenza maggiore o una strategia di taglio segmentato.
4) Ingiallimento, annerimento e grave ossidazione del bordo tagliato
Comunemente utilizzato nell'acciaio inossidabile e nei componenti che richiedono una finitura superficiale.
Generalmente causato da una selezione errata del gas, da una velocità irragionevole o da un apporto di calore eccessivo.
Soluzioni:
- Aumentare la velocità di taglio.
- Passare all'azoto.
- Ridurre l'accumulo di calore.
- Ottimizza la messa a fuoco del taglio.
- Garantire la purezza del gas.
5) Ampio rastremamento del bordo
Ovvero, il taglio è più stretto in alto e più largo in basso, o viceversa.
Le possibili cause includono:
- Impostazione della messa a fuoco errata.
- Discrepanza tra spessore della piastra e potenza.
- Spurgo del gas non uniforme.
- Controllo instabile dell'altezza della testina di taglio.
- Materiale della piastra irregolare.
6) Surriscaldamento dell'angolo
In corrispondenza di angoli arrotondati, angoli acuti e curve strette, la macchina spesso subisce un accumulo localizzato di calore a causa della decelerazione.
Le soluzioni includono:
- Attivazione della riduzione della potenza in curva.
- Impostazione di parametri specifici per ogni angolo.
- Ottimizzazione del percorso di taglio per ridurre gli angoli vivi non necessari.
- Esecuzione anticipata della compensazione di processo.
10. Tracciato di taglio e tecniche di progettazione grafica
Molte persone si concentrano solo sui parametri delle attrezzature, trascurando l'impatto della progettazione del disegno sui risultati di taglio. In realtà, una progettazione strutturale razionale può migliorare significativamente la qualità e l'efficienza del taglio.
1) Evitare angoli eccessivamente acuti e strutture estremamente fini
Gli angoli vivi possono causare una concentrazione di calore localizzata, provocando facilmente bruciature sui bordi.
Le strutture estremamente fini sono soggette a vibrazioni, deformazioni o perdita di parti durante il taglio.
2) Mantenere un rapporto ragionevole tra il diametro del foro e lo spessore della piastra
Su lamiere spesse, è difficile realizzare fori troppo piccoli in modo stabile, con il rischio di ottenere fori decentrati, conici o deformati.
In generale, la progettazione del diametro del foro dovrebbe tenere conto dello spessore della lamiera e delle capacità del processo. Non è consigliabile perseguire ciecamente la realizzazione di fori di piccole dimensioni.
3) Collegare correttamente i cavi
I fili di collegamento costituiscono la sezione di transizione nel punto di inizio del taglio. Una corretta impostazione può ridurre i segni iniziali e le bruciature localizzate.
I cavi di collegamento troppo corti produrranno segni di inizio troppo evidenti. I cavi di collegamento troppo lunghi, invece, comportano uno spreco di tempo e materiali.
4) Impostare microconnessioni per le piccole parti
Per i piccoli componenti che tendono a cadere, ribaltarsi o incepparsi dopo il taglio, è preferibile progettare micro-connessioni per impedire che cadano e colpiscano la testa di taglio o compromettano i successivi percorsi di taglio.
11. Le strategie di taglio variano a seconda dello spessore della lamiera.
1) Taglio di lamiere sottili
La chiave per tagliare lamiere sottili non è "tagliare completamente", bensì "tagliare rapidamente, in modo pulito e senza deformazioni".
Suggerimenti:
- Aumentare la velocità in modo appropriato.
- Regola la messa a fuoco con maggiore precisione.
- Ridurre l'apporto di calore.
- Mantenere la stabilità della piastra.
- Previene la deformazione e il distacco delle parti sottili.
2) Taglio di lamiere di medio spessore
Il taglio di lamiere di medio spessore richiede le capacità di processo più complete.
Suggerimenti:
- Bilanciare potenza, velocità e carburante.
- Particolare attenzione alla qualità della perforazione.
- Controllare l'accumulo di scorie sul fondo.
- Presta attenzione all'accumulo di calore durante il taglio.
- Ottimizza gli angoli e le forme irregolari.
3) Taglio di lamiere spesse
La sfida più grande nel taglio di lamiere spesse consiste nel raggiungere una penetrazione di taglio stabile e un'efficiente rimozione delle scorie.
Suggerimenti:
- La perforazione deve essere stabile.
- Pressione dell'aria sufficiente.
- Messa a fuoco e ugello di precisione.
- La velocità di taglio non deve essere ciecamente elevata.
- Richiede apparecchiature più potenti e un'esperienza di processo più consolidata.
12. Le condizioni dell'attrezzatura e la manutenzione giornaliera determinano la stabilità a lungo termine
Una macchina che taglia bene oggi potrebbe non avere le stesse prestazioni domani. La stabilità del taglio laser a fibra dipende dalla manutenzione a lungo termine.
1) Manutenzione del percorso ottico e delle lenti
La contaminazione delle lenti interne della testa di taglio ridurrà la trasmissione di potenza e l'efficienza di messa a fuoco.
Ispezionare regolarmente le lenti protettive, le lenti di collimazione e le lenti di messa a fuoco e sostituirle immediatamente in caso di contaminazione, surriscaldamento o graffi.
2) Manutenzione del percorso del gas
La purezza del gas, la tenuta delle condotte, i dispositivi di filtrazione e i sistemi di essiccazione sono tutti elementi cruciali.
L'aria compressa contenente olio, acqua o polvere può causare l'ostruzione degli ugelli, la contaminazione delle lenti e un taglio instabile.
3) Manutenzione di guide, cremagliere e vite senza fine
La precisione della trasmissione meccanica influisce direttamente sulla traiettoria di taglio.
La polvere sulle guide, le cremagliere usurate e la lubrificazione insufficiente provocano vibrazioni durante il movimento, errori di posizionamento e tagli irregolari.
4) Manutenzione del sistema di raffreddamento
Il laser e la testa di taglio richiedono un raffreddamento stabile.
Un raffreddamento insufficiente causerà fluttuazioni di potenza, deriva termica dei componenti, taglio instabile e, nei casi più gravi, danni alle apparecchiature.
5) Piano di taglio e sistema di aspirazione della polvere
Un eccessivo accumulo di scorie sul piano di taglio comprometterà il supporto della lamiera e l'altezza della superficie di taglio. Una scarsa rimozione della polvere aumenterà l'inquinamento da fumo e polveri, influenzando la durata delle lenti e l'ambiente di lavoro.
13. L'esperienza dell'operatore è fondamentale
L'esperienza dell'operatore è spesso più importante di un singolo parametro. La stessa macchina e la stessa lamiera possono produrre risultati molto diversi a seconda dell'operatore. Questo perché l'esperienza si riflette in molti dettagli.
Gli operatori più esperti in genere prestano attenzione ai seguenti aspetti:
- Possono valutare lo stato del taglio in base al modello di scintilla.
- Sono in grado di discernere se il suono del taglio è stabile.
- Possono valutare le deviazioni dei parametri in base al colore del taglio e alla presenza di scorie.
- Possono affinare i parametri in base alle variazioni di lotto del materiale.
- Possono prevedere il rischio di deformazione e perdita di parti.
- Possono correggere i problemi nella fase iniziale delle tendenze negative, invece di aspettare che l'intero lotto venga scartato.
In breve, il taglio laser a fibra d'acciaio non è "premere un pulsante", ma un processo continuo di "osservazione-valutazione-correzione".
14. Tecniche pratiche per migliorare l'efficienza e la qualità del taglio
1) Creare una libreria di processi standard
Stabilire una libreria standard di parametri di processo per diversi materiali, spessori delle lamiere, gas e potenze delle apparecchiature. Ciò riduce i tempi di prova di taglio e migliora la stabilità dei lotti.
2) Assicurarsi della conferma del primo pezzo
Eseguire un'ispezione del primo pezzo prima di ogni cambio di piastra, lotto, materiale, ugello o gas.
La produzione di massa dovrebbe iniziare solo dopo che il primo pezzo ha superato il controllo qualità, riducendo significativamente il rischio di scarti.
3) Gestione dei processi a livelli
Gestisci separatamente i pezzi di diverso spessore, materiale e con diverse esigenze estetiche. Non utilizzare un unico set di parametri.
4) Ottimizzare la sequenza di taglio
La scelta di eseguire prima i fori interni o i contorni esterni, oppure di iniziare con le parti più piccole o più grandi, influisce sulla stabilità della piastra e sulla qualità finale. Una sequenza di lavorazione razionale riduce la deformazione termica e la perdita di materiale.
5) Mantenere la stabilità delle apparecchiature a lungo termine
Non limitatevi a intervenire sulle apparecchiature solo quando si verificano problemi. Eseguite ispezioni, pulizie, calibrazioni e registrazioni regolari.
Quanto più stabile è l'attrezzatura, tanto più facile è standardizzare il processo.
15. Le precauzioni di sicurezza non devono mai essere ignorate.
Sebbene il taglio laser sia estremamente efficiente, si tratta pur sempre di un dispositivo ad alta energia, e la sicurezza è sempre la massima priorità.
1) Sicurezza laser
Il laser è pericoloso per gli occhi e la pelle. È severamente vietato guardare direttamente il raggio laser o la luce riflessa. Durante il funzionamento è necessario adottare adeguate misure di protezione.
2) Fumi e scintille
Il taglio di lamiere d'acciaio genera una grande quantità di fumi e scintille. Assicurarsi che il sistema di aspirazione delle polveri funzioni correttamente e tenere l'area di lavoro lontana da materiali infiammabili.
3) Sicurezza del gas
Le bombole o le condotte di ossigeno, azoto e altri gas devono essere gestite correttamente per prevenire perdite, esplosioni e malfunzionamenti. In particolare, i sistemi di gas ad alta pressione devono essere controllati regolarmente per verificarne la tenuta e la pressione.
4) Sicurezza del movimento meccanico
La piattaforma di taglio, il tavolo di scambio e la struttura a portale si muovono ad alta velocità. Gli operatori devono evitare di entrare in aree pericolose.
Durante le operazioni di manutenzione, sostituzione delle piastre e pulizia, è necessario seguire le procedure di sicurezza, come lo spegnimento dell'alimentazione, la chiusura del gas e il blocco di sicurezza.
16. Dal "Saper tagliare" al "Tagliare bene"
Molte aziende, nelle prime fasi di introduzione del taglio laser, si limitavano a "tagliare la lamiera". Tuttavia, con l'aumento della capacità produttiva, il vero fattore determinante della competitività non è la capacità di tagliare, bensì la capacità di produrre costantemente pezzi di alta qualità riducendo al contempo i costi complessivi.
Il taglio laser a fibra di altissimo livello di lamiere d'acciaio persegue:
- Meno bave.
- Minore ossidazione.
- Migliore perpendicolarità.
- Minore deformazione.
- Maggiore utilizzo dei materiali.
- Tempi di consegna più rapidi.
- Maggiore stabilità e uniformità dei lotti.
- Minori costi di post-elaborazione.
In altre parole, il processo di taglio in definitiva non serve ai "parametri della macchina", bensì ai "risultati di produzione".
17. Riepilogo
La chiave per il taglio laser a fibra di lamiere d'acciaio risiede sempre nella capacità del sistema. Sebbene il taglio laser a fibra di lamiere d'acciaio possa sembrare un processo singolo, in realtà è un progetto di ingegneria di sistema complesso che coinvolge molteplici fattori interconnessi.
La potenza dell'attrezzatura è solo la base. Ciò che determina veramente l'effetto è il risultato combinato delle condizioni del materiale, della scelta del gas, della posizione del punto focale, dell'abbinamento degli ugelli, del controllo della velocità, della strategia di perforazione, dell'ottimizzazione del layout, della manutenzione dell'attrezzatura e dell'esperienza del personale.
Per tagliare correttamente le lamiere d'acciaio, è fondamentale tenere a mente i seguenti principi cardine:
- Innanzitutto, è necessario garantire la stabilità delle condizioni dei materiali e delle apparecchiature, quindi si può valutare l'ottimizzazione dei parametri.
- Gas, messa a fuoco e velocità devono essere regolati simultaneamente, non singolarmente.
- La qualità della perforazione determina il limite superiore del taglio di lamiere spesse.
- La qualità del taglio non dipende solo dalla penetrazione, ma anche dai bordi, dalla conicità, dall'adesione delle scorie e dalla post-lavorazione.
- L'ottimizzazione dei processi non è un evento isolato, ma un processo iterativo continuo.
- La manutenzione delle attrezzature e l'esperienza del personale sono fattori determinanti per la stabilità a lungo termine.
Quando le aziende padroneggeranno veramente questi dettagli, il taglio laser a fibra d'acciaio delle lamiere non sarà più solo un metodo di lavorazione, ma diventerà un vantaggio competitivo fondamentale per migliorare l'efficienza, controllare i costi, incrementare la qualità e rafforzare le capacità di consegna.




