
Spis treści
Prasa krawędziowa CNC to precyzyjne urządzenie mechaniczne służące do gięcia, formowania i innych operacji obróbki blach. Jej obsługa wymaga pewnych umiejętności i doświadczenia. Maszyna może wydawać się skomplikowana i wydajna, ale w rzeczywistości, o ile opanujesz odpowiednie metody obsługi, możesz ją z łatwością obsługiwać. Niniejszy artykuł ma na celu dostarczenie Ci kompleksowego przewodnika po obsłudze prasy krawędziowej CNC, który pomoże Ci szybko rozpocząć pracę i zwiększyć wydajność.
Wprowadzenie ogólne do obsługi prasy krawędziowej CNC
Prasa krawędziowa CNC Metoda działania składa się głównie z następujących kroków.
- Przygotowanie do uruchomienia: Przed rozpoczęciem pracy należy określić cel gięcia, w tym grubość, materiał i kąt gięcia blachy, która ma zostać zagięta. Informacje te określą sposób ustawienia parametrów prasy krawędziowej CNC. Sprawdź wydajność urządzenia, program i ustawienia formy, aby upewnić się, że maszyna jest w dobrym stanie. Uruchom główne zasilanie obrabiarki, uruchom silnik hydrauliczny i wykonaj operację zerowania obrabiarki.
- Ustawienie i programowanie formy: Wybierz odpowiednie formy górne i dolne w oparciu o długość, grubość blachy i manometr gięcia przedmiotu obrabianego. Upewnij się, że ciśnienie gięcia jest mniejsze niż opór formy. Programuj na sterowanym numerycznie panelu LCD, wybierając tryb programowania bezpośredniego lub kątowego, aby uniknąć kolizji między przedmiotem obrabianym, formą górną i dolną oraz manometrem. Upewnij się, że parametry są prawidłowe, aby uniknąć wpływu na efekt gięcia.
- Regulacja i przygotowanie: Wyreguluj skok hydraulicznej prasy krawędziowej, aby zapewnić szczelinę grubości blachy podczas opuszczania górnej formy na dół, zapobiegając uszkodzeniu formy i maszyny. Wybierz odpowiednią szerokość szczeliny i dostosuj materiał blokujący po regulacji.
- Rozpoczęcie gięcia: Naciśnij włącznik nożny, aby rozpocząć gięcie. Można go zwolnić w dowolnym momencie, a giętarka się zatrzyma. Kontynuuj naciskanie włącznika, aby rozpocząć gięcie, gdy będzie to potrzebne.
- Programowanie i uruchomienie: Użyj systemu sterowania do napisania programów gięcia, wprowadź parametry, takie jak kąt gięcia i pozycja początkowa. Wczytaj napisany program do systemu sterowania prasy krawędziowej CNC, wybierz tryb automatyczny, a maszyna automatycznie ukończy operację gięcia zgodnie z ustawionymi parametrami i krokami.
- Sprawdź i zakończ pracę: Po zakończeniu gięcia sprawdź, czy rozmiar, kąt i kształt obrabianego przedmiotu spełniają wymagania. Dokonaj niezbędnych regulacji i dostrojeń, aby zapewnić jakość obrabianego przedmiotu. Posprzątaj miejsce pracy, zanotuj parametry operacyjne i programy.
Postępując zgodnie z powyższymi krokami, hydrauliczny pochylenie się hamulec maszyna może być skutecznie wykorzystywany do gięcia różnych arkuszy blach.
Środki ostrożności podczas operacji
Podczas obsługi prasy krawędziowej CNC operatorzy muszą zwracać uwagę na bezpieczeństwo i unikać wypadków.
Podczas wykonywania operacji gięcia należy zwrócić uwagę na kontrolowanie siły i prędkości gięcia, aby uniknąć problemów, takich jak pękanie i odkształcanie.
Podczas regulacji formy należy zwrócić uwagę na zapewnienie równoległości i odstępu między górną i dolną formą, aby zagwarantować jakość i dokładność gięcia.
Podczas pracy ważne jest, aby obserwować stan pracy maszyny i wygięcie płyty, a także dokonywać na bieżąco regulacji i kontroli.
Po zakończeniu eksploatacji należy wykonać czynności czyszczące i konserwacyjne, aby zapewnić prawidłową pracę maszyny.
Konserwacja prasy krawędziowej
Przed przystąpieniem do konserwacji lub czyszczenia maszyny, górny stempel należy wyrównać z dolnymi matrycami, a maszynę należy opuścić i wyłączyć do czasu zakończenia prac. Jeśli konieczne jest uruchomienie lub inne czynności, należy wybrać tryb ręczny i zapewnić bezpieczeństwo. Zakres prac konserwacyjnych jest następujący:
Obwód oleju hydraulicznego
- Sprawdzaj poziom oleju w zbiorniku paliwa co tydzień, a także po każdym przeglądzie układu hydraulicznego. Jeśli poziom oleju jest poniżej okienka olejowego, dolej oleju hydraulicznego.
- W tej maszynie zastosowano olej hydrauliczny ISO HM46 lub MOBIL DTE25.
- W nowej maszynie olej należy wymienić po 2000 godzinach pracy, a następnie co 4000–6000 godzin pracy. Po każdej wymianie oleju należy oczyścić zbiornik oleju.
- Temperatura oleju w układzie powinna wynosić od 35°C do 60°C i nie powinna przekraczać 70°C. Zbyt wysoka temperatura może spowodować pogorszenie jakości oleju i uszkodzenie akcesoriów.
Filtr
- Filtr należy wymienić lub dokładnie wyczyścić przy każdej wymianie oleju.
- Jeśli w obrabiarce występują alarmy lub filtr wykazuje inne nieprawidłowości, np. niską jakość oleju, należy go wymienić.
- Filtr powietrza w zbiorniku paliwa należy sprawdzać i czyścić co 3 miesiące, najlepiej wymieniać go raz w roku.
Elementy hydrauliczne
- Części hydrauliczne (podłoża, zawory, silniki, pompy, przewody olejowe itp.) należy czyścić co miesiąc, aby zapobiec przedostawaniu się zanieczyszczeń do układu. Należy unikać stosowania środków czyszczących.
- Po miesiącu użytkowania nowej prasy krawędziowej należy sprawdzić, czy nie występują odkształcenia na zagiętych częściach przewodów olejowych. W przypadku stwierdzenia jakichkolwiek nieprawidłowości należy je wymienić. Po dwóch miesiącach użytkowania należy dokręcić wszystkie połączenia akcesoriów i wyłączyć maszynę podczas wykonywania tych czynności.
Wybór i debugowanie narzędzi do pras krawędziowych
Górny cios
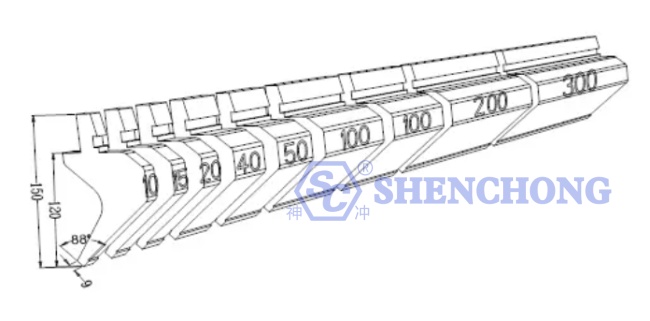
Górny stempel prasy krawędziowej, znany również jako nóż składany, dzieli się na dwa typy: integralny i segmentowy. Długość integralnej górnej formy wynosi odpowiednio 415 mm i 835 mm.
Długość dzielenia: 10, 15, 20, 40, 50, 100 (lewe ucho), 100 (prawe ucho), 200, 300 (mm). Moduł segmentacji umożliwia łączenie długości gięcia o różnych długościach. Forma górna jest podzielona na cztery typy: stempel górny prosty, stempel górny zakrzywiony, stempel górny zakrzywiony i stempel górny specjalny.
Rodzaje i charakterystyka przetwarzania górnego stempla prostego
Prosty górny stempel nadaje się do gięcia produktów symetrycznych, umożliwia pominięcie kierunku przedniego i tylnego. Grubość narzędzia wynosi 6 mm, więc otwór gięcia może mieć zaledwie 6 mm.
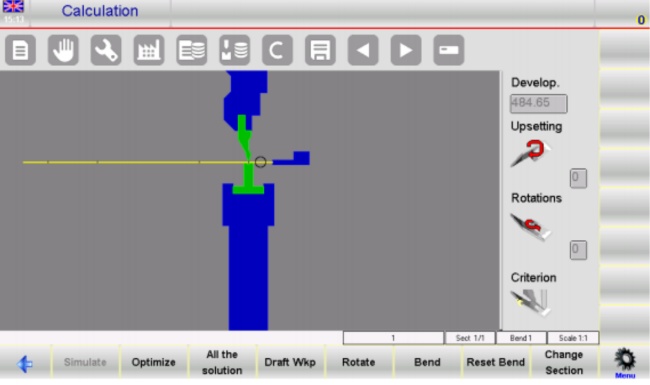
Analiza narzędzia: Z symulacyjnego diagramu gięcia narzędzia widać, że narzędzie można pominąć zarówno w pozycji przedniej, jak i tylnej, ale długość Z i W jest mniejsza niż X i Y. Kąt ostrza narzędzia tego typu wynosi 88 stopni, a kąt ostrza narzędzia R wynosi 0,2. Ponadto powszechnie stosuje się narzędzia o kącie ostrza narzędzia 30 stopni i 45 stopni. Kąt krawędzi skrawającej wynosi 30 stopni, a kąt R krawędzi skrawającej wynosi 0,67, więc można ją zgiąć pod kątem od 30 stopni do 180 stopni. Dzięki zastosowaniu małego kąta ostrza narzędzia można uniknąć powstawania otworów kiełkujących lub nakrętek. Ponadto można go również wykorzystać jako formę do głębokiego wkładania, a narzędzie można pominąć zarówno w pozycji przedniej, jak i tylnej.
Rodzaje i charakterystyka przetwarzania zakrzywionego stempla górnego
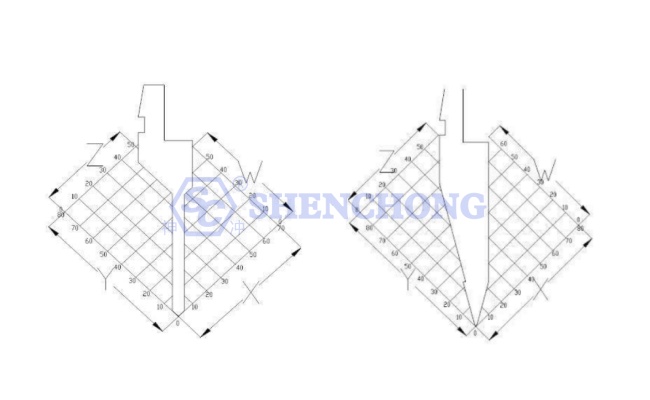
Analiza narzędzia: Podczas gięcia narzędzie wykorzystuje głównie unikanie w kierunku W. Gdy X>15MM, efekt unikania staje się coraz gorszy. Warunki gięcia są spełnione tylko wtedy, gdy Y>30, w przeciwnym razie narzędzie uderzy w tył stempla. Ten typ narzędzia jest powszechnie znany jako mały zakrzywiony stempel górny. Gdy X>25MM, efekt unikania staje się coraz gorszy. Gdy Y>75, warunek gięcia jest spełniony, w przeciwnym razie narzędzie uderzy w tył stempla górnego. Ten typ narzędzia jest powszechnie znany jako duży zakrzywiony stempel górny.
Rodzaje i charakterystyka przetwarzania górnego stempla łukowego
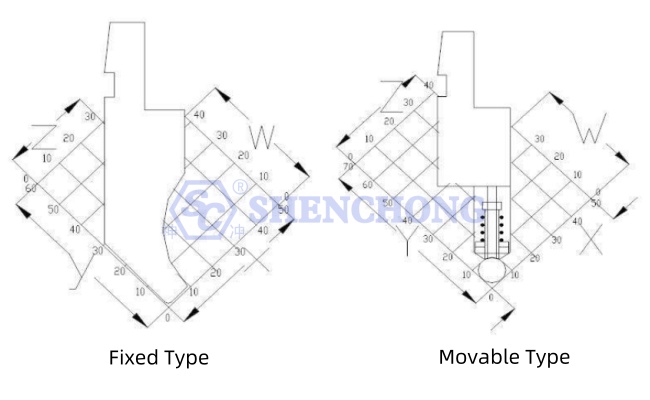
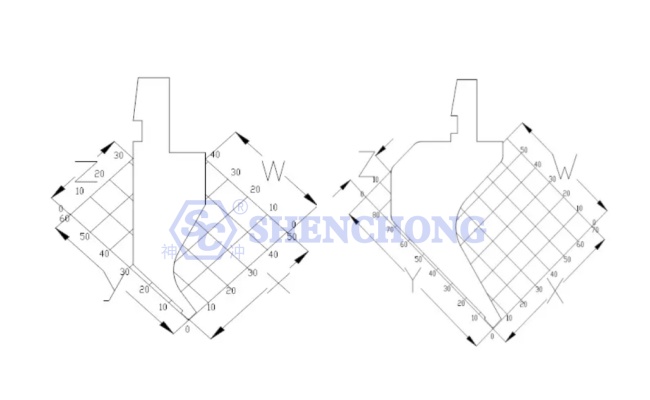
Analiza narzędzi: Górne stemple łukowe dzielą się na stałe i ruchome. Górny stempel łukowy spełnia warunki obróbki różnych gięcia łukowego, zastępując okrągły pręt. Górny stempel łukowy stały ma taki sam efekt unikania, jak małe narzędzia do gięcia, gdy rozmiar X jest większy niż 10 mm. Typowymi kryteriami wyboru rowka V w dolnej formie są średnica łuku plus dwie grubości blachy.
Rodzaje i charakterystyka przetwarzania specjalnego stempla górnego
Specjalny górny stempel do prasy krawędziowej obejmują formy różnicujące etapy, formy spłaszczające oraz niektóre formy o specjalnym kształcie do gięcia.
A: Istnieją dwa typy form różnicowych: 415 mm i 835 mm. Specyfikacje wymiarowe elementu dzielącego są zgodne z parametrami narzędzia tnącego, a kształt gięcia jest pokazany na schemacie formowania. Jednakże, gdy grubość blachy jest duża, np. T = 2,0, biorąc pod uwagę duże wgniecenia i ograniczenia samej formy, formowanie będzie trudne.
B: Górna forma formy spłaszczającej jest formą płaską, a dolną formę można zastąpić standardową formą do gięcia, ale bez rowka w kształcie litery V. Jest ona używana głównie do spłaszczania krawędzi, nitowania nakrętek i innych metod obróbki.
Dolna matryca prasy krawędziowej
Dolna matryca prasy krawędziowej obejmuje gięcie dolnej formy, wkładanie głębokiej dolnej formy, itp.
Wybór dolnej matrycy do prasy krawędziowej zależy głównie od grubości obrabianego produktu. W przypadku konieczności zastosowania dużych lub małych nacięć V do obróbki ze względu na ograniczenia technologiczne, współczynnik gięcia należy odpowiednio dostosować. Analiza formy: Typy nacięć V obejmują głównie narzędzia do gięcia 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V oraz niektóre specjalne narzędzia do gięcia z dużymi nacięciami V.
Podstawowe zasady organizacji procesu gięcia
- Gięcie od wewnątrz na zewnątrz.
- Zginaj od małego do dużego.
- Najpierw wygnij ogólny kształt, a następnie wygnij kształty złożone.
- Zasada jest taka, że zmiana poprzedniego procesu nie ma wpływu na kolejny proces.
Metoda kontroli rozmiaru gięcia
- Aby uniknąć błędów kumulacyjnych, podczas przetwarzania należy mierzyć rozmiar rozłożonego materiału dla każdego zagięcia.
- Unikaj opierania się o wygięte krawędzie i pod dużymi kątami.
- Produkt należy umieścić zagiętą krawędzią, a kąt wcześniejszego złożenia powinien być nieznacznie mniejszy niż 90 stopni.
- Przed obróbką należy określić dokładność narzędzi pomiarowych.
- Przeprowadź wstępną kontrolę przed formalnym przetwarzaniem i regularnie przeprowadzaj kontrole w trakcie przetwarzania.
- Wybierz odpowiednią maszynę biorąc pod uwagę wymagania dotyczące precyzji przetwarzanego produktu.
- Unikaj wybierania narzędzi, które nie są współśrodkowe i przed rozpoczęciem obróbki sprawdź, czy końcówka górnego narzędzia formy znajduje się na tej samej linii prostej.
- Wybór dobrych metod przetwarzania i technik aranżacji w celu uproszczenia trudności przetwarzania.
- Dokładne pozycjonowanie — każde nietypowe pozycjonowanie musi zostać wykryte natychmiast.
Obecnie sterowniki pras krawędziowych CNC potrafią automatycznie optymalizować kroki gięcia za użytkowników, co oznacza, że operatorzy nie muszą ręcznie projektować kroków gięcia przy użyciu hydraulicznej prasy krawędziowej CNC.
Wniosek
Wiedza na temat obsługi prasy krawędziowej CNC pomaga operatorom uzyskać lepsze wyniki gięcia i lepiej konserwować maszynę. Maszyny SC jest jednym z najbardziej znanych producentów hydraulicznych pras krawędziowych w Chinach. Aby uzyskać więcej informacji na temat pras krawędziowych, prosimy o kontakt.




