
Spis treści
Proces gięcia trójwalcowego (znany również jako trójwalcowe walcowanie blach) to jedna z najbardziej klasycznych i powszechnie stosowanych metod gięcia okrągłego w dziedzinie formowania blach. Jest szeroko stosowany w zbiornikach ciśnieniowych, kanałach wentylacyjnych, zbiornikach magazynowych, konstrukcjach stalowych, przemyśle stoczniowym, mostowym i maszynowym.
Poniżej przedstawiono systematyczną i dogłębną analizę zasady działania, składu strukturalnego, mechanizmu formowania, charakterystyk technicznych, zalet, porównania różnych form strukturalnych i scenariuszy zastosowań.
1. Podstawowa zasada działania procesu gięcia 3-rolkowego
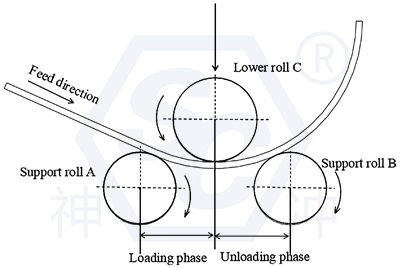
Zasada działania trójwalcowego walcowania blach jest następująca: poprzez zmianę względnego położenia trzech walców, blacha poddawana jest ciągłemu odkształceniu plastycznemu poprzez zginanie pod wpływem naprężenia, ostatecznie przyjmując pożądany kształt łuku lub walca.
1) Podstawowe elementy konstrukcyjne
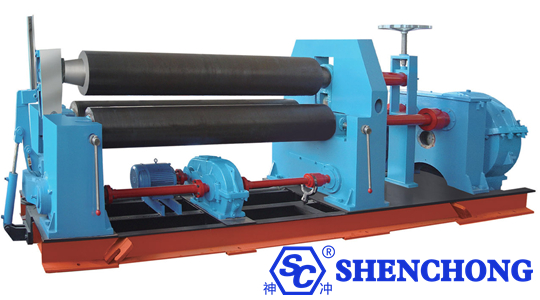
Standardowa trójwalcowa walcarka do blach składa się zazwyczaj z:
- Wałek górny (wałek główny)
- Dolna rolka (rolka podporowa)
- Rolki boczne (rolki regulacyjne)
- Główny układ napędowy
- Układ hydrauliczny
- Układ sterowania elektrycznego
- Mechanizm przechylania (do rozładunku)
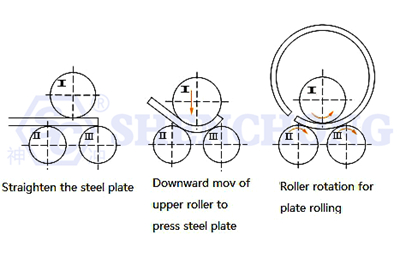
2) Proces gięcia i formowania na 3 rolkach
Krok 1: Podawanie i pozycjonowanie płyt
Blachę wkłada się pomiędzy górny i dolny wałek.
Krok 2: Podnoszenie i opuszczanie rolki bocznej
Rolki boczne podnoszą się lub opadają, zmieniając w ten sposób pozycję podparcia trzypunktowego.
Krok 3: Generowanie momentu zginającego
Podczas przechodzenia blachy przez trzy rolki:
- Górny wałek wywiera nacisk.
- Dolny wałek zapewnia wsparcie.
- Rolki boczne regulują promień gięcia.
- Blacha podlega ciągłemu odkształceniu plastycznemu.
Krok 4: Powtarzane karmienie
Poprzez wielokrotne walcowanie gięcie stopniowo osiąga zadany promień.
Krok 5: Zakończ proces formowania
Uformuj przedmiot obrabiany w kształcie walca lub łuku.
2. Zasady mechaniczne walcowania blach na trzech walcach
Istotą gięcia blach na 3 rolkach jest: Ciągłe formowanie gięcia trzypunktowego
Charakterystyka mechaniczna:
Górny walec jest walecem napędowym (w większości konstrukcji)
Płyta jest poddawana momentowi zginającemu
Zewnętrzna strona płyty jest pod napięciem
Wewnętrzna strona jest poddawana ściskaniu
Warstwa neutralna pozostaje zasadniczo niezmieniona
Gdy naprężenie przekroczy granicę plastyczności materiału, następuje odkształcenie plastyczne.
Zasada kontroli promienia gięcia
Promień gięcia zależy od:
- Rozstaw rolek
- Pozycja przechyłu bocznego
- Grubość płyty
- Wytrzymałość materiału
- Nacisk górnego walca
Im bliżej rolki bocznej znajduje się rolka górna:
→ Mniejszy promień gięcia
→ Większa krzywizna formowania
3. Typy konstrukcyjne trójwalcowych walcarek do blach
– Symetryczna trójwalcowa walcarka do blach
– Asymetryczna trójwalcowa walcarka do blach
– Mechaniczna maszyna do walcowania blach
– Uniwersalna walcarka do blach z górnym wałkiem
Dostępne są konfiguracje niestandardowe dostosowane do grubości blachy, precyzji obróbki i wymagań automatyzacji.
1) Symetryczna 3-walcowa giętarka do blach
- Cechy: Dwie dolne rolki są stałe, górna rolka podnosi się pionowo.
- Zalety: Prosta konstrukcja, niski koszt, nadaje się do płyt średnich i ciężkich.
- Wady: Wymaga pomocy przy wstępnym gięciu; nieco niższa precyzja.
2) Asymetryczna trójwalcowa walcarka do blach
- Cechy: Dolny wałek jest regulowany; jeden wałek boczny jest ruchomy.
- Zalety: Możliwość bezpośredniego gięcia, łatwiejsza obsługa, większa precyzja.
- Przeznaczone dla: małych i średnich zakładów przetwórczych.
3) Maszyna do walcowania blach trójwalcowych z regulacją wysokości
Cechy: Dwie rolki boczne poruszają się poziomo, rolka górna jest nieruchoma.
Zalety: Wysoka precyzja; wysoki stopień automatyzacji; nadaje się do dużych płyt.
4) Uniwersalna walcarka do trzech płyt z górnym wałkiem
- Cechy: Ta maszyna jest hydrauliczną 3-rolkową giętarką, używaną do wykonywania procesów wstępnego gięcia, zaokrąglania i prostowania na końcach różnych pojemników, bez konieczności odwracania się po jednym podaniu.
- Zalety: Dzięki układowi hydraulicznemu nadaje się do walcowania grubych blach. Uniwersalna maszyna z górnym walcem może być wyposażona w urządzenie do walcowania stożków, co umożliwia walcowanie kształtów stożkowych.
- Nadaje się do produkcji ciężkich modeli walcarek do blach, a jego cena jest niższa niż Maszyna do walcowania 4-rolkowa.
4. Cechy i zalety: Urządzenie do gięcia 3-rolkowego
Poniżej przedstawiono szczegółowy opis jego zalet:
1) Silna stabilność strukturalna
Trzy rolki tworzą trzypunktową konstrukcję wsporczą, co zapewnia zrównoważone naprężenia, wysoką nośność i przydatność do obróbki o dużej wytrzymałości. Szczególnie nadaje się do: zbiorników ciśnieniowych, korpusów zbiorników magazynowych i dużych konstrukcji stalowych.
2) Szeroki zakres formowania
Możliwość obróbki: cylindrów, stożków (z elementami stożkowymi), płyt zakrzywionych i łuków wielosegmentowych. Rodzaje materiałów obejmują: stal węglową, stal nierdzewną, płyty aluminiowe, płyty o wysokiej wytrzymałości i stal stopową.
3) Wysokowydajne formowanie ciągłe
W porównaniu do giętarek: Giętarki wykonują gięcie wielosegmentowe, natomiast profilowanie trójwalcowe polega na gięciu ciągłym.
Dlatego: gładsza powierzchnia, lepsza okrągłość i dokładniejsze połączenia spawane.
4) Silna zdolność do wstępnego gięcia
Obsługuje częściowe strukturalne gięcie wstępne: gięcie głowicy płyty, gięcie końcówki płyty, zmniejszając ilość pozostałości po prostych krawędziach.
Ulepszenia:
- Wskaźnik wykorzystania materiałów
- Jakość spawania
- Estetyka gotowego produktu
5) Duży potencjał ulepszeń automatyzacji
Nowoczesne trójwalcowe giętarki do blachy mogą być wyposażone w:
- System sterowania CNC
- Automatyczny system pomiaru średnicy
- Automatyczny system karmienia
- System kompensacji kąta
- Automatyczny system centrowania
Osiągnięcia:
- Przewijanie jednym kliknięciem
- Pamięć parametrów
- Produkcja masowa
6) Oszczędność energii i zalety napędu
Główne metody napędu:
- Przekładnia mechaniczna
- Przekładnia hydrauliczna
- Pełny serwonapęd
Wśród nich:
- Hydraulika nadaje się do dużych obciążeń
- Serwo nadaje się do zastosowań o wysokiej precyzji
5. Porównanie walcarki trójwalcowej i czterowalcowej
Tabela porównawcza gięcia 3-rolkowego i 4-rolkowego:
Elementy porównania | 3-rolkowy | 4-rolkowy |
Złożoność strukturalna | Prosty | Złożony |
Koszt | Niżej | Wyższy poziom |
Trudność operacyjna | Nieco wyżej | Poziom prostszy |
Pojemność wstępnego gięcia | Częściowo obsługiwane | Mocniejszy |
Automatyzacja | Możliwość aktualizacji | Bardziej odpowiedni do automatyzacji |
Zalety sprężarek trójrolkowych to: ekonomiczność i praktyczność, stabilność konstrukcyjna oraz łatwość konserwacji.
Zasady techniczne i zalety konstrukcyjne:
1) Ciągłe formowanie gięcia trzypunktowego
Urządzenie składa się z trzypunktowego układu podparcia, składającego się z rolki górnej, rolki dolnej i rolek bocznych. Poprzez regulację położenia rolek bocznych zmienia się stan naprężenia blachy, co pozwala jej stopniowo osiągać zadany promień gięcia podczas walcowania, zapewniając równomierne i stabilne odkształcenie plastyczne.
- Zewnętrzna warstwa blachy jest pod napięciem
- Warstwa wewnętrzna jest poddawana ściskaniu
- Warstwa neutralna jest stabilna
- Proces formowania jest ciągły i płynny
2) Konstrukcja ramy o wysokiej wytrzymałości
- Zintegrowana rama spawana
- Konstrukcja płyty bocznej o wysokiej sztywności
- Rolki ze stali stopowej o dużej średnicy
- Wytrzymały system łożyskowy
Zapewnia stabilną pracę i precyzyjną kontrolę nawet przy walcowaniu grubych blach i dużych średnic.
3) Projekt funkcji wstępnego gięcia
Wspomaga wstępne gięcie na czole i na końcu blachy, skutecznie redukując ilość pozostałości po prostych krawędziach, poprawiając wykorzystanie materiału i jakość spawania, szczególnie przydatne przy produkcji obudów kontenerów o wysokich wymaganiach.
6. Kluczowe wskaźniki techniczne
Główne parametry techniczne obejmują:
- Maksymalna grubość cewki
- Maksymalna szerokość zwoju
- Średnica górnego wałka
- Średnica dolnej rolki
- Minimalna średnica cewki
- Moc silnika głównego
- Prędkość toczenia
- Grubość przed gięciem
Kluczowe parametry techniczne (przykładowy szablon)
(Poniżej przedstawiono parametry szablonu; rzeczywiste parametry projektu można dostosować do wymagań.)
Przedmiot | Parametry techniczne |
Maksymalna grubość cewki | 2500 mm |
Maksymalna szerokość zwoju | ≤ 245 MPa |
Wytrzymałość materiału | φ320 mm |
Średnica górnej rolki | φ280 mm |
Dolna średnica rolki | ≥ φ350 mm |
Minimalna średnica cewki | 15 kW |
Moc silnika głównego | 4–6 m/min |
Prędkość toczenia | ≥ 16 mm |
Grubość przed gięciem | 2500 mm |
Możemy wykonać obliczenia weryfikacyjne na podstawie klasy wytrzymałości materiału płytowego klienta.
7. Podsumowanie głównych zalet giętarek 3-rolkowych
Krótko mówiąc:
Giętarki trójwalcowe są klasycznym urządzeniem do „ciągłego plastycznego gięcia”, posiadającym kompleksowe zalety, takie jak stabilność konstrukcyjna, duża nośność, ekonomiczność i szeroki zakres obróbki.
8. Typowe branże zastosowań
- Produkcja zbiorników ciśnieniowych
- Wieże turbin wiatrowych
- Zbiorniki magazynowe na produkty petrochemiczne
- Okrętownictwo
- Inżynieria rurociągowa
- Duże konstrukcje stalowe
9. Trendy rozwoju technologicznego
Przyszłe kierunki rozwoju:
- Pełne CNC
- Elektryfikacja serwo
- Automatyczny system kompensacji
- Integracja z cięciem laserowym
- Integracja inteligentnej fabryki
- Zbieranie danych i zdalna konserwacja




