
Spis treści
Rozsądny wybór giętarki do stali nierdzewnej wymaga określenia modelu i parametrów maszyny zgodnie ze specyficznymi wymaganiami procesowymi. Wybór prasy krawędziowej o odpowiednich parametrach i modelu może nie tylko poprawić wydajność pracy, ale także obniżyć koszty produkcji i wydłużyć żywotność sprzętu i narzędzi.
1. Kluczowe czynniki przy wyborze giętarki do stali nierdzewnej
1) Właściwości materiału
Cechy stali nierdzewnej:
Stal nierdzewna charakteryzuje się dużą wytrzymałością i twardością, a podczas gięcia wymaga większego nacisku.
Materiał ten charakteryzuje się dużym odkształceniem sprężystym, dlatego kąt zgięcia może wymagać kompensacji.
Zalecany współczynnik ciśnienia:
Współczynnik ciśnienia stali nierdzewnej jest około 1,5 raza większy niż stali zwykłej. Na przykład, jeśli stal zwykła wymaga 100 ton nacisku, stal nierdzewna może wymagać 150 ton.
2) Specyfikacje płyt
Grubość płyty:
Nacisk (tonaż) giętarki musi być zgodny z wymaganiami dotyczącymi maksymalnej grubości blachy.
Długość płyty:
Długość stołu roboczego giętarki musi być taka, jaka jest możliwa do zgięcia w danej chwili.
3) Proces gięcia
Kąt gięcia:
Podczas gięcia stali nierdzewnej wymagana jest duża dokładność kąta, dlatego zaleca się wybór prasy krawędziowej CNC.
Kształt gięcia:
Jeśli wymagane są skomplikowane kształty (np. wielokątne, w kształcie głębokiej litery U itp.), należy wziąć pod uwagę kompatybilność formy i elastyczność maszyny do gięcia.
4) Objętość przetwarzania
Przetwarzanie małych partii:
Można wybrać giętarki ręczne lub małe giętarki CNC.
Produkcja masowa:
Wysokowydajne hydrauliczne prasy krawędziowe CNC lub serwo hybrydowa prasa krawędziowa są zalecane.
Wybór odpowiedniej giętarki do stali nierdzewnej wymaga określenia modelu i parametrów maszyny w oparciu o specyficzne wymagania technologiczne. Poniżej przedstawiono czynniki, które należy wziąć pod uwagę przy doborze parametrów giętarki oraz zalecany proces selekcji.
2. Jak określić główne parametry giętarki?
1) Wybierz siłę nacisku prasy krawędziowej w zależności od grubości blachy
Wymagania ciśnieniowe:
Gięcie stali nierdzewnej wymaga większego nacisku niż gięcie zwykłej stali węglowej, a tonaż urządzenia musi spełniać wymagania dotyczące grubości i długości blachy.
Wzór obliczeniowy:
Siła zginania (tony) ≈ 1,42 × grubość płyty × szerokość płyty ÷ szerokość rowka V
(Szerokość rowka V jest zwykle 8-10 razy większa od grubości płyty)
Przykład:
Płyta ze stali nierdzewnej o grubości 1 mm i długości 1 m, wytwarzana przy użyciu formy z rowkiem o szerokości 10 mm, wymaga nacisku około 50 ton.
Wybór sprzętu:
- Cienkie blachy (≤3 mm): Można wybrać hydrauliczną giętarkę o małym tonażu lub mechaniczną giętarkę.
- Blachy średnie i grube (3-10 mm): Wymagana jest średniej wielkości hydrauliczna giętarka o zakresie nacisku 100-300 ton.
- Grube blachy (>10 mm): Wymagana jest hydrauliczna giętarka o dużym tonażu i nacisku ponad 300 ton.
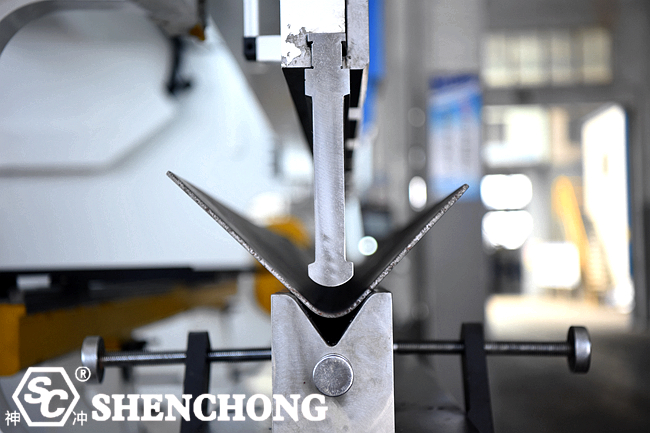
2) Wybierz formę zgodnie z promieniem gięcia
Zależność pomiędzy promieniem gięcia a szerokością szczeliny formy:
Promień gięcia wynosi zwykle 1–3 razy grubość płyty.
Szerokość rowka formy (szerokość rowka V) należy dobrać odpowiednio do grubości płyty. Zalecana wartość to:
Szerokość rowka V-kształtnego ≈ 8-10-krotność grubości płyty (np. dla płyty o grubości 3 mm należy wybrać formę o szerokości rowka 24-30 mm).
Wybór typu formy:
- Forma ostra: stosowana do gięcia o małym promieniu lub pod kątem prostym.
- Forma łukowa: nadaje się do gięcia dużych promieni lub powierzchni zakrzywionych.
- Forma Multi-V: odpowiednia do wymagań przetwarzania różnych grubości i kątów, o dużej elastyczności.
3) Wybierz sprzęt i narzędzia w zależności od kąta gięcia
Wybór sprzętu:
- Precyzyjne gięcie kątowe: Zaleca się używanie giętarki CNC (CNC), która umożliwia uzyskanie precyzyjnej kontroli kąta.
- Zwykłe gięcie kątowe: potrzeby mogą być spełnione za pomocą giętarki hydraulicznej lub giętarki mechanicznej.
Wybór formy:
Mały kąt (<90°): Użyj ostrej formy w kształcie litery V, a kąt formy powinien być mniejszy niż docelowy kąt gięcia.
Duży kąt (>90°): Można wybrać formę z szerokimi gniazdami lub formę łukową.
4) Wybierz typ sprzętu w zależności od dokładności przetwarzania
Wymagania dotyczące wysokiej precyzji:
Wybrano prasę krawędziową CNC z funkcją automatycznej kompensacji, która nadaje się do produkcji skomplikowanych części i produkcji masowej.
Obszary zastosowań: przemysł lotniczy i kosmiczny, sprzęt medyczny, części samochodowe.
Ogólne wymagania dotyczące precyzji:
Wybiera się prasę krawędziową hydrauliczną lub mechaniczną, która nadaje się do ogólnego przetwarzania przemysłowego.
Obszary zastosowań: dekoracje architektoniczne, produkcja sprzętu AGD.
5) Dobierz narzędzia pomocnicze zgodnie z potrzebami ochrony powierzchni stali nierdzewnej
Uszczelka ochronna:
Aby zapobiec zarysowaniu powierzchni stali nierdzewnej przez formę, należy stosować uszczelki poliuretanowe lub nylonowe.
Nadaje się do części o dużych wymaganiach dotyczących powierzchni, takich jak części dekoracyjne, przybory kuchenne itp.
Folia anty-zarysowa:
Przed gięciem należy zabezpieczyć powierzchnię stali nierdzewnej folią, aby uniknąć zarysowań podczas obróbki.
Szczególnie nadaje się do stali nierdzewnej polerowanej i lustrzanej.
Forma elastyczna:
Elastyczna forma wykonana jest ze specjalnych materiałów i może chronić powierzchnię stali nierdzewnej podczas gięcia.
6) Wybierz rozmiar stołu giętarki w zależności od długości blachy
Długość talerza odpowiada rozmiarowi stołu:
Długość stołu maszyny do gięcia musi być większa od długości płyty.
Obróbka długich blach wymaga użycia dużych giętarek lub układów łączonych wielomaszynowo.
Wymagania dotyczące przetwarzania segmentów:
W przypadku blach bardzo długich można stosować gięcie segmentowe lub specjalne przyrządy do obróbki pomocniczej.
7) Wybierz stopień automatyzacji urządzeń w zależności od partii przetwarzania
Produkcja małoseryjna:
Można wybrać ręczną giętarkę lub standardową hydrauliczną giętarkę, która jest tania i bardzo wszechstronna.
Produkcja wielkoseryjna:
Do tego celu wykorzystuje się giętarki CNC (CNC) lub automatyczne jednostki gnące, które są wydajne i nadają się do produkcji standaryzowanej.
8) Wybierz narzędzia specjalne w zależności od kształtu gięcia
Wielokrotne gięcie:
Do produkcji skomplikowanych części wymagane są formy wielostanowiskowe lub specjalne formy formujące.
Gięcie o specjalnym kształcie:
Do gięcia nieliniowego potrzebna jest giętarka rolkowa lub specjalna forma.
Mała krawędź gięcia:
Do gięcia małych krawędzi potrzebna jest specjalna, wąska forma, aby zagwarantować dokładność obróbki.
9) Inne czynniki brane pod uwagę przy wyborze
Charakterystyka materiału:
Do produkcji stali nierdzewnej o dużej twardości (np. 304, 316) potrzebna jest forma o dużej wytrzymałości.
Materiał wymagający intensywnego utwardzenia należy poddać wstępnemu podgrzaniu lub wielokrotnemu gięciu.
Marka sprzętu i serwis:
Wybierz niezawodną markę, aby mieć pewność stabilności sprzętu i jakości obsługi posprzedażowej.
Konserwacja i pielęgnacja sprzętu:
Regularnie sprawdzaj stan układu hydraulicznego i formy, aby zapewnić dokładność przetwarzania i żywotność sprzętu.
3. Podstawowy proces doboru giętarek do stali nierdzewnej
Jasne wymagania dotyczące przetwarzania:
- Maksymalna grubość i długość płyty.
- Kąt i kształt gięcia.
- Wymagania dotyczące wielkości produkcji i precyzji.
Określ rodzaj sprzętu:
- Małe i średnie partie: standardowa hydrauliczna giętarka.
- Wysoka precyzja, duże partie: giętarka CNC lub serwo CNC.
Wybierz odpowiednią markę:
- Chińskie marki: Shenchong, Jinfangyuan, Yawei itp., charakteryzujące się wysokim stosunkiem ceny do jakości.
- Międzynarodowe marki: AMADA, TRUMPF, LVD itp. o najwyższej wydajności.
Kontrola i badania terenowe:
- Upewnij się, że wydajność sprzętu spełnia rzeczywiste potrzeby przetwarzania.
- Sprawdź możliwości serwisu posprzedażowego.
4. Zalecane typy pras krawędziowych do stali nierdzewnej
1) Giętarka ręczna
- Zastosowania: produkcja małoseryjna, cienkie płyty (<2 mm).
- Zalety: niski koszt, prosta obsługa.
- Wady: niska wydajność, przeciętna precyzja.
2) Prasa krawędziowa NC
- Zastosowanie: obróbka blach średnich i grubych, odpowiednia do produkcji masowej.
- Zalety: duża siła gięcia, nadaje się do materiałów o dużej wytrzymałości, np. stali nierdzewnej.
- Wady: wysokie zużycie energii, wysokie koszty utrzymania.
3) Prasa krawędziowa CNC

- Zastosowanie: wysoka precyzja, produkcja masowa.
- Zalety: wysoka precyzja, programowalność. Obsługuje gięcie o złożonych kształtach.
- Wady: wysoki koszt początkowy.
4) Prasa krawędziowa CNC serwo

- Scenariusze zastosowania: scenariusze przetwarzania zaawansowanego, dążące do wysokiej wydajności i ochrony środowiska.
- Zalety: niskie zużycie energii, płynna praca. Większa precyzja gięcia.
- Wady: drogi sprzęt.
Zalecane modele (przykład):
- Seria AMADA RG: precyzyjna prasa krawędziowa CNC, przeznaczona do obróbki stali nierdzewnej.
- Seria TRUMPF TruBend: niemiecka marka, serwo CNC, przeznaczona do wymagających zastosowań obróbczych.
- Seria SHENCHONG WDK: wysoka dokładność gięcia, oszczędność energii, niski poziom hałasu. Wyposażona w roboty, może zostać przekształcona w bezobsługową jednostkę gnącą.
5. Podsumowanie
Wybierając giętarkę do stali nierdzewnej, należy kompleksowo uwzględnić takie czynniki, jak grubość blachy, kąt gięcia, wymagania dotyczące precyzji, zabezpieczenie powierzchni oraz partię produkcyjną. Rozsądny wybór może nie tylko poprawić wydajność i jakość obróbki, ale także obniżyć koszty produkcji i wydłużyć żywotność urządzeń i narzędzi.
Kliknij tutaj, aby dowiedzieć się więcej o gięciu stali nierdzewnej:
Przewodnik po gięciu blach ze stali nierdzewnej




