Obsah
Řezání ocelovými vlákny laserem se stalo jedním z nejdůležitějších a nejběžněji používaných procesů v moderním zpracování plechů. Může se pochlubit výhodami, jako je vysoká rychlost, vysoká přesnost, dobrá kvalita řezu, vysoká automatizace a silná přizpůsobivost, díky čemuž je obzvláště vhodné pro efektivní zpracování ocelových plechů z uhlíkové oceli, nerezové oceli a legované oceli.
S tím, jak se výrobní průmysl posouvá směrem k vyšší přesnosti, vyšší efektivitě a inteligentní výrobě, vláknové laserové řezací stroje se staly nezbytným výrobním zařízením v odvětvích, jako je zpracování plechů, strojírenství, ocelové konstrukce, výroba automobilů, výroba výtahů, stavba lodí, elektrické skříně a zemědělské stroje. Řezání ocelových plechů je jednou z nejvýznamnějších oblastí použití řezání vláknovým laserem.
Mnoho firem se v reálné výrobě často setkává s problémy, jako jsou drsné povrchy řezu, silné hromadění strusky, rozměrové odchylky, neúplné řezy, spálení hran, tepelná deformace, poškození trysek a kontaminace ochranných čoček. Tyto problémy nejen ovlivňují kvalitu výrobku, ale také snižují efektivitu zařízení a zvyšují výrobní náklady.
Ve skutečné výrobě však faktory, které skutečně ovlivňují kvalitu řezání, nejsou nikdy jen samotný výkon zařízení, ale také celá řada systémových faktorů, včetně stavu materiálu, procesních parametrů, výběru plynu, polohy ohniska, metody propalování, pomocných operací, údržby zařízení a zkušeností obsluhy. Mnoho problémů s řezáním není způsobeno „špatnými stroji“, ale spíše nesprávnými parametry, metodami a pozorností k detailům.
Pro dosažení vysoce kvalitního a vysoce účinného laserového řezání ocelových plechů je nezbytné hluboké pochopení vlastností materiálů, procesních parametrů, stavu zařízení, pomocných plynů, provozních technik a údržby.
Následující část bude systematicky analyzovat bezpečnostní opatření a techniky pro řezání ocelových plechů vláknovým laserem z různých rozměrů, včetně principů, materiálů, parametrů, procesních technik, běžných problémů, zlepšování kvality, údržby zařízení a bezpečnostních předpisů.
1. Jádro řezání ocelovými vlákny laserem
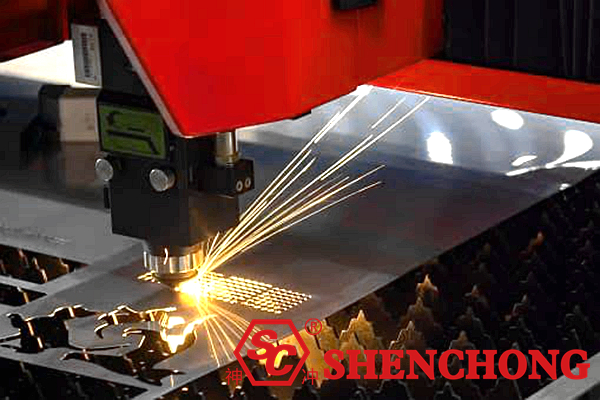
Podstata řezání vláknovým laserem spočívá v použití laserového paprsku s vysokou hustotou energie k ozáření ocelového plechu, což způsobí rychlé roztavení, odpaření nebo oxidaci materiálu v lokalizované oblasti. Poté se použije pomocný plyn k odfouknutí roztaveného kovu, čímž se vytvoří řezná spára.
Řezný účinek tedy ve skutečnosti závisí na 4 klíčové zůstatky:
1) Je laserová energie dostatečně koncentrovaná?
Příliš slabá energie a neprorazí. Příliš silná energie a okraje se přehřejí, vytvoří se struska a deska se deformuje.
2) Lze roztavený kov včas odstranit?
Špatné odstraňování strusky bude mít za následek hromadění strusky na dně, hrubý řez a vlečný efekt.
3) Je tepelně ovlivněná zóna regulovatelná?
Nadměrný přívod tepla povede k širší řezné spárě, oxidaci hran a deformaci desky.
4) Je řezná rychlost přizpůsobena vnesenému teplu?
Příliš vysoká rychlost bude mít za následek tažení drátu a neúplné řezání. Příliš nízká rychlost bude mít za následek spálené hrany, otřepy a přetavení.
To znamená, že při řezání ocelových plechů se nejedná pouze o snahu o „maximální výkon, ale spíše o hledání „optimálních kombinací parametrů“.
2. Základní podmínky před řezáním ocelových plechů laserem
1) Kvalita materiálu
Řezný účinek ocelového plechu závisí především na jeho kvalitě. Silná rez, okuje, olejové skvrny, nerovnoměrný povlak nebo velké odchylky tloušťky na povrchu materiálu přímo ovlivní stabilitu řezu.
Mezi běžné problémy patří:
- Silná povrchová rez vede k lokálním změnám v rychlosti absorpce, což má za následek nestabilní řezání.
- Špatná rovinnost desky způsobuje kolísání ohniskové výšky, což vede k neúplným nebo vlnitým řezům.
- Nerovnoměrná tloušťka ztěžuje standardizaci procesních parametrů.
- Desky nízké kvality obsahují mnoho vměstků, což snadno vede k otřepům a nespojitým řezům.
Proto je před řezáním třeba co nejvíce provést následující:
- Používejte materiály se stabilní tloušťkou a dobrým stavem povrchu.
- Vyčistěte silně zrezivělé a mastné talíře.
- Kontrola vzorků materiálů šarže potvrzuje tolerance tloušťky plechů.
- Desky pokládejte naplocho, abyste zabránili jejich prohýbání a deformaci.
2) Správné upínání a podepření destičky
Během řezání ocelového plechu může nerovnoměrné podepření snadno způsobit deformaci po zahřátí. Zejména při řezání velkoformátů, pokud je plech částečně zavěšen, bude dráha řezu ovlivněna změnami výšky, což povede k posunu ohniska a horší řezné spárě.
Mezi bezpečnostní opatření patří:
- Velké plechy by měly být podepřeny co nejrovnoměrněji.
- Zabraňte nadměrnému zavěšení okrajů plechů.
- Věnujte pozornost trendu tepelné deformace plechu během řezání.
- U tenkých plechů zvažte přidání tlakových, sacích nebo pomocných polohovacích opatření.
- U malých dílů, které se po řezání snadno převrátí, navrhněte předem můstky nebo mikrospoje.
3) Optimalizace výkresů a rozvržení
Řezání laserem není jen problém zpracování, ale také problém uspořádání. Nevhodné uspořádání může vést k plýtvání materiálem, nadměrně dlouhým řezným drahám, silné koncentraci tepla, příliš velkému počtu ostrých rohů a deformaci součásti.
Vynikající rozvržení by mělo splňovat následující požadavky:
- Plně využít materiál.
- Snižte volnoběžné otáčky.
- Ovládejte oblasti koncentrovaného tepla.
- Zabraňte delšímu nepřetržitému řezání sousedních částí.
- Zkuste seskupit podobné tloušťky a strukturální komponenty.
- Rezervujte potřebné přemosťovací pozice, mikrospojení a prostor pro spadlé díly.
3. Výběr asistenčního plynu je klíčový
Při řezání plechů ocelovými vlákny laserem hraje pomocný plyn zásadní roli, který ovlivňuje nejen kvalitu řezné spáry, ale také rychlost řezu, stupeň oxidace, náklady a obtížnost následného zpracování.
1) Řezání kyslíkem: Vhodné pro silnější uhlíkovou ocel
Výhody řezání kyslíkem jsou:
Oxidační reakce mezi kyslíkem a ocelí uvolňuje dodatečné teplo, což zlepšuje řeznou schopnost, a proto je obzvláště vhodná pro středně silnou uhlíkovou ocel a silnější ocelové plechy.
Výhody:
- Silná schopnost řezat silnou uhlíkovou ocel.
- Dobrá penetrace.
- Relativně nízké náklady.
- Dobrá přizpůsobivost zařízením s vysokým výkonem.
Nevýhody:
- Významná oxidace řezu.
- Řezná plocha je obvykle černá.
- Velká tepelně ovlivněná zóna.
- Pro následné svařování, stříkání nebo pokovování je nutná dodatečná úprava.
Použitelné scénáře:
- Středně silné desky z uhlíkové oceli.
- Konstrukční součásti s nízkými požadavky na oxidaci řezu.
- Dávkové zpracování s prioritou efektivity.
2) Řezání dusíkem: Vhodné pro vysoce kvalitní řezání bez oxidů
Řezání dusíkem se používá především pro nerezové oceli, hliníkové plechy a tenké plechy z uhlíkové oceli, kde je vyžadována vysoká kvalita řezu.
Úlohou dusíku je odfouknout roztavený kov, spíše než způsobit oxidační reakci, což vede k čistšímu řezu a jasnějším hranám.
Výhody:
- Čistý, lesklý řezný povrch.
- Snadno se zbavuje oxidové vrstvy.
- Vhodné pro následné svařování a konečnou úpravu.
- Dobrá přesnost a konzistence.
Nevýhody:
- Vyžaduje vyšší tlak plynu.
- Vysoké požadavky na těsnění zařízení a systémy přívodu plynu.
- Vyšší náklady než řezání kyslíkem.
- Vyšší požadavky na výkon a proces pro silnější plechy.
Použitelné scénáře:
- Nerezové dokončovací díly.
- Přesné díly.
- Obrobky vyžadující minimální nebo žádné broušení.
- Díly vyžadující vysokou kvalitu svařování.
3) Řezání vzduchem: Ekonomické, ale vyžaduje více
Řezání vzduchem je jednou z nejlevnějších metod, ale má velmi vysoké požadavky na stav zařízení, kvalitu plechového materiálu a shodu s procesem.
Vzduch obsahuje kyslík, což vede k určité oxidaci. Proto je řezný účinek obvykle mezi kyslíkem a dusíkem.
Výhody:
- Nízké náklady.
- Vhodné pro všeobecné zpracování.
- Ekonomické pro malosériovou až střední výrobu.
Nevýhody:
- Stabilita břitu není tak dobrá jako u specializovaných plynů.
- Oxidace hran a kontrola otřepů jsou obtížnější.
- Vysoké požadavky na čistotu stlačeného vzduchu.
- Nečistoty z oleje a vody mohou vážně ovlivnit životnost řezné hlavy a čočky.
4. Poloha ohniska: Klíčové faktory pro kvalitu řezu
Mnoho operátorů má tendenci přehlížet ohnisko, ale ve skutečnosti jeho poloha téměř výhradně určuje tvar řezné spáry, spodní strusku, šířku řezné spáry a účinnost řezání.
1) Ohnisko je příliš vysoko
Pokud je ohnisko příliš vysoko nad povrchem desky, je koncentrace energie špatná, což má za následek řeznou spáru, která je nahoře širší a dole užší. Spodní část nemusí být proříznuta, což snadno vede k usazování strusky a jejímu lámání.
2) Ohnisko je příliš nízko
Pokud je ohnisko příliš nízko, energie je ve spodní části desky příliš silná, což může způsobit přehřátí ve spodní části, širší řeznou spáru, větší otřepy a dokonce i odchylku kuželovitosti.
3) Posouzení vhodného ohniska
Ohnisko je třeba posoudit komplexně na základě tloušťky plechu, typu materiálu, typu plynu, výkonu laseru a specifikací trysek.
Obecně řečeno:
Tenké desky obvykle preferují vyšší ohnisko nebo mírně záporné ohnisko. Středně silné desky obvykle používají vhodné záporné ohnisko. Silné desky vyžadují jemné nastavení na základě perforace a segmentovaných řezných procesů.
V reálném provozu, teoretické hodnoty nemělo by se spoléhat pouze na. Je nezbytné dodržovat zkušební řezy:
- Zda jsou horní a dolní řezné spáry konzistentní.
- Zda se sníží množství strusky na dně.
- Zda je řez hladký a rovnoměrný.
- Zda se ostré rohy přehřívají.
- Zda je zvuk řezání stabilní.
5. Rychlost řezání není vždy tím lepší, čím rychlejší je
Rychlost je nejcitlivějším parametrem řezání.
Příliš vysoká rychlost se může zdát efektivní, ale ve skutečnosti může vést k:
- Neúplný řez.
- Zbytky strusky na dně.
- Slabý řez.
- Nedostatečné snížení rychlosti v zatáčkách.
- Zvýšená odchylka v malých otvorech.
Příliš pomalá rychlost může vést k:
- Přehřívání na okrajích.
- Široká řezná drážka.
- Zvětšená zóna ovlivněná teplem.
- Deformace plechu.
- Přilnavost strusky.
Základní principy nastavení rychlosti:
- U silných plechů upřednostněte kompletní řez a stabilní odstranění strusky.
- U tenkých plechů upřednostňujte efektivitu a kvalitu hran.
- V ostrých rozích, úzkých zářezech a malých otvorech vhodně snižte rychlost.
- Při řezání složitých tvarů ovládejte rychlost po segmentech.
- Pro různé součásti lze použít různé strategie rychlosti, namísto použití jediného parametru v celém rozsahu.
Zejména při dávkovém zpracování má mnoho dílů různá zatížení na svých vnějších obrysech, vnitřních otvorech, ostrých rozích a můstkových plochách, takže je nelze všechny řezat stejnou rychlostí. Vynikající procesy využívají vrstvené řízení rychlosti na základě plochy dráhy.
6. Vrtání: klíčová výzva při řezání tlustých plechů
Při řezání silných ocelových plechů je vrtání často obtížnější než samotné řezání.
Špatné vrtání znehodnocuje i ty nejlepší následné parametry, protože kolem otvoru se snadno tvoří rozstřik, hromadění strusky, akumulace tepla a vady při zahájení řezání.
1) Běžné problémy s vrtáním
- Nadměrná doba vrtání.
- Odraz strusky kontaminuje ochrannou čočku.
- Nadměrné zvětšení otvoru.
- Pálení v počátečním bodě po vrtání.
- Nestabilní vrtání tlustých plechů, což má za následek opakované pronikání.
2) Metody pro zlepšení výsledků vrtání
- Použijte segmentované vrtání, progresivní vrtání nebo vrtání s vysokými špičkovými pulzy.
- Vhodně zvyšte tlak vrtného plynu.
- Nastavte přiměřenou výšku vrtání.
- Při vrtání silných plechů zajistěte před řezáním koncentraci energie.
- Umístěte přívodní vodič nebo mikrokonektor na vnější stranu řezu, abyste zabránili zahájení řezu přímo na kritických hranách.
U silnější uhlíkové oceli je třeba při propichování věnovat zvláštní pozornost následujícím bodům:
- Zabraňte zpětnému toku strusky.
- Zabraňte tomu, aby byl počáteční otvor příliš velký.
- Zabraňte řezání ihned po propíchnutí bez očištění spodních zbytků, což může vést k přerušovaným řezům.
7. Výběr a údržba trysek jsou klíčové
Tryska je klíčovým rozhraním mezi laserem, plynem a roztavenou lázní.
Špatný výběr trysky, její znečištění, deformace nebo špatná soustřednost přímo ovlivní kvalitu řezu.
1) Zásady výběru trysek
Průměr trysky musí odpovídat tloušťce desky, výkonu a plynu:
- Tenké desky: Obecně platí, že menší průměr trysky je výhodný pro koncentrované proudění vzduchu.
- Středně silné desky: Pro zajištění dostatečné kapacity odstraňování strusky je zapotřebí větší průměr.
- Silné desky: Tryska musí vyvažovat rychlost proudění vzduchu a stabilitu.
2) Co se stane, když tryska nefunguje správně?
- Zvýšené otřepy na řezu.
- Vlnité čáry na řezném povrchu.
- Nahromadění strusky na spodním okraji.
- Abnormální směr jiskry během řezání.
- Zvýšené riziko nárazu řezné hlavy do desky.
- Zrychlená kontaminace čočky.
3) Klíčové body pro použití trysek
- Udržujte trysku čistou.
- Zkontrolujte kulatost a soustřednost trysky.
- Pokud zjistíte, že tryska koliduje, okamžitě ji vyměňte.
- Pro různé materiály a tloušťky používejte vhodné trysky.
- Před řezáním proveďte zkoušku proudění vzduchu, abyste se ujistili, že tryska je v normálním provozním stavu.
8. Techniky řezání se u různých materiálů ocelových plechů výrazně liší
1) Techniky řezání uhlíkové oceli
Uhlíková ocel je nejběžnějším materiálem pro řezání ocelových plechů.
Je vhodný pro řezání kyslíkem a lze jej také řezat dusíkem nebo vzduchem v určitém rozsahu tloušťky.
Klíčové body:
- U středně silné uhlíkové oceli upřednostněte oxidační reakci a odstraňování strusky.
- U silnější uhlíkové oceli regulujte teplotu propichování.
- Pokud je vyžadována oxidace na vysoké hraně, lze místo toho použít dusík.
- Po řezání se na řezném povrchu náchylně tvoří oxidová vrstva. Zda ji je třeba čistit, závisí na následných procesech.
2) Techniky řezání nerezových vláknových laserů
Nerezová ocel je vhodnější pro řezání dusíkem, protože má vysoké požadavky na kvalitu povrchu a zabraňuje významné oxidaci.
Klíčové body:
- Je vyžadována vysoká čistota dusíku.
- Poloha ohniska musí být přesnější.
- Pomalá rychlost způsobí žloutnutí nebo zmodrání, což ovlivní vzhled.
- U tenké nerezové oceli je třeba věnovat zvláštní pozornost prevenci tepelné deformace a otřepů na spodní straně.
3) Techniky řezání vysokopevnostní oceli a legované oceli
Vysokopevnostní ocel je citlivější na přívod tepla. Nesprávné řezání může snadno vést ke zpevnění hran, praskání nebo deformaci po řezu.
Klíčové body k zapamatování:
- Ovládejte tepelně ovlivněnou zónu.
- Vyhněte se dlouhodobému lokálnímu vystavení vysokým teplotám.
- V případě potřeby proveďte po řezání posouzení napětí.
- Věnujte zvláštní pozornost kvalitě hran u následných svařovaných oblastí.
9. Několik typických vad ovlivňujících kvalitu řezu a jejich řešení
1) Spodní struska
Spodní struska je jedním z nejčastějších problémů.
Mezi běžné příčiny patří: příliš pomalá rychlost, nedostatečný tlak vzduchu, nesprávná poloha ostření, nesoulad trysek, povrchová kontaminace plechu a nekompatibilita výkonu s tloušťkou.
Řešení:
- Zvyšte přiměřeně rychlost.
- Upravte zaostření.
- Zvyšte tlak pomocného plynu.
- Zkontrolujte soustřednost trysky.
- Zkontrolujte, zda je to způsobeno rzí nebo povlakem na povrchu plechu.
3) Neúplný řez
Možné příčiny:
- Nedostatečný výkon.
- Příliš vysoká rychlost.
- Odchylka zaostření.
- Příliš silný plech.
- Ucpání trysky.
- Nedostatečná perforace.
Řešení:
- Snižte rychlost.
- Upravte zaostření do správné polohy.
- Vyměňte trysku a zkontrolujte cestu vzduchu.
- Zlepšete proces perforace.
- Pro silnější plechy zvažte vyšší výkon nebo segmentovanou strategii řezání.
4) Žloutnutí, zčernání a silná oxidace řezné hrany
Běžné u nerezové oceli a dílů vyžadujících povrchovou úpravu.
Obvykle způsobeno nesprávným výběrem plynu, nepřiměřenou rychlostí nebo nadměrným tepelným příkonem.
Řešení:
- Zvyšte rychlost řezání.
- Přepněte na dusík.
- Snižte hromadění tepla.
- Optimalizujte zaměření řezu.
- Zajistěte čistotu plynu.
5) Velké zúžení hrany
To znamená, že střih je nahoře užší a dole širší, nebo naopak.
Mezi možné příčiny patří:
- Nesprávné nastavení ostření.
- Nesoulad mezi tloušťkou desky a výkonem.
- Nerovnoměrné proplachování plynem.
- Nestabilní ovládání výšky řezné hlavy.
- Nerovnoměrný materiál desky.
6) Přehřátí rohů
V malých zaoblených rozích, ostrých rohových liniích a prudkých zatáčkách dochází u stroje v důsledku zpomalení k lokální akumulaci tepla.
Řešení zahrnují:
- Povolení redukce síly v rozích.
- Nastavení parametrů specifických pro daný roh.
- Optimalizace řezné dráhy pro snížení zbytečných ostrých rohů.
- Provádění kompenzace procesu předem.
10. Řezné cesty a techniky grafického designu
Mnoho lidí se zaměřuje pouze na parametry zařízení a zanedbává vliv návrhu výkresu na výsledky řezání. Ve skutečnosti může rozumný konstrukční návrh výrazně zlepšit kvalitu a efektivitu řezání.
1) Vyhněte se nadměrně ostrým rohům a extrémně jemným strukturám
Ostré rohy mohou vést k lokální koncentraci tepla, což snadno způsobí spálení hran.
Extrémně jemné struktury jsou náchylné k otřesům, deformacím nebo ztrátám součástí během řezání.
2) Udržujte rozumný poměr mezi průměrem otvoru a tloušťkou desky
Příliš malé otvory se obtížně stabilně řezají na tlustých pleších, což snadno vede k mimostředovým, zúženým nebo deformovaným otvorům.
Návrh průměru otvoru by měl obecně zohledňovat tloušťku plechu a možnosti procesu. Slepé hledání malých otvorů se nedoporučuje.
3) Správně nastavte přívodní vodiče
Přívodní dráty jsou přechodovou částí v počátečním bodě řezání. Správné nastavení může omezit počáteční stopy a lokální popáleniny.
Příliš krátké přívodní vodiče povedou k příliš zřetelným počátečním stopám. Příliš dlouhé přívodní vodiče způsobují plýtvání časem a materiálem.
4) Nastavení mikrospojení pro malé součástky
U malých dílů, které jsou po řezání náchylné k pádu, převrácení nebo zaseknutí, je nejlepší navrhnout mikrospoje, aby se zabránilo pádu dílů a jejich nárazu do řezné hlavy nebo ovlivnění následných řezných drah.
11. Strategie řezání se liší pro různé tloušťky plechů
1) Řezání tenkých plechů
Klíčem k řezání tenkých plechů není „prořezávání“, ale spíše „rychlé, čisté řezání a bez deformace“.
Tipy:
- Přiměřeně zvyšte rychlost.
- Přesnější zaostření.
- Snižte přívod tepla.
- Udržujte stabilitu desky.
- Zabraňte deformaci a odlétávání tenkých dílů.
2) Řezání středně silných plechů
Řezání středně silných plechů vyžaduje nejkomplexnější procesní schopnosti.
Tipy:
- Vyvážte sílu, rychlost a plyn.
- Důraz na kvalitu perforace.
- Kontrolujte hromadění strusky na dně.
- Věnujte pozornost akumulaci tepla během řezání.
- Optimalizujte rohy a nepravidelné tvary.
3) Řezání tlustých plechů
Největší výzvou při řezání tlustých plechů je dosažení stabilního pronikání řezu a efektivního odstraňování strusky.
Tipy:
- Perforace musí být stabilní.
- Dostatečný tlak vzduchu.
- Přesné zaostření a tryska.
- Rychlost řezu by neměla být slepě vysoká.
- Vyžaduje zařízení s vyšším výkonem a delší zkušenosti s procesy.
12. Stav zařízení a denní údržba určují dlouhodobou stabilitu
Stroj, který dnes řeže dobře, nemusí zítra fungovat stejně. Stabilita řezání vláknovým laserem závisí na dlouhodobé údržbě.
1) Údržba optické dráhy a čočky
Znečištění vnitřních čoček řezné hlavy sníží přenos výkonu a účinnost ostření.
Pravidelně kontrolujte ochranné čočky, kolimační čočky a zaostřovací čočky a v případě zjištění znečištění, přehřátí nebo škrábanců je ihned vyměňte.
2) Údržba plynové cesty
Čistota plynu, utěsnění potrubí, filtrační zařízení a sušicí systémy jsou zásadní.
Stlačený vzduch obsahující olej, vodu nebo prach způsobí ucpání trysky, znečištění čočky a nestabilní řezání.
3) Údržba vodicí lišty, ozubeného hřebene a vodicího šroubu
Přesnost mechanického převodu přímo ovlivňuje trajektorii řezu.
Prach na vodicích lištách, opotřebované ozubené tyče a nedostatečné mazání povedou k vibracím při pohybu, chybám v polohování a nerovnoměrnému řezu.
4) Údržba chladicího systému
Laser a řezací hlava vyžadují stabilní chlazení.
Nedostatečné chlazení způsobí kolísání výkonu, tepelný drift součástí, nestabilní řezání a v závažných případech i poškození zařízení.
5) Řezací lože a systém odsávání prachu
Silné hromadění strusky v řezném loži ovlivní podepření plechu a výšku řezné plochy. Špatné odstraňování prachu zvýší znečištění kouřem a prachem, což ovlivní životnost čočky a pracovní prostředí.
13. Zkušenosti operátora jsou klíčové
Zkušenosti obsluhy jsou často důležitější než jeden parametr. Stejný stroj a stejný plech mohou v závislosti na obsluze produkovat velmi odlišné výsledky. Je to proto, že zkušenosti se odrážejí v mnoha detailech.
Vynikající operátoři obvykle věnují pozornost následujícímu:
- Stav řezu mohou posoudit na základě jiskrového vzoru.
- Dokážou rozlišit, zda je zvuk řezání stabilní.
- Dokážou posoudit odchylky parametrů na základě barvy řezu a strusky.
- Mohou jemně doladit parametry podle změn v materiálu v dávkách.
- Mohou předvídat riziko deformace a ztráty dílů.
- Mohou problémy napravit v počáteční fázi nepříznivých trendů, spíše než čekat na sešrotování celé šarže.
Stručně řečeno, řezání ocelovými vlákny laserem není „stisknutí tlačítka“, ale nepřetržitý proces „pozorování – úsudek – korekce“.
14. Praktické techniky pro zlepšení efektivity a kvality řezání
1) Vytvořte knihovnu standardních procesů
Vytvořte standardní knihovnu procesních parametrů pro různé materiály, tloušťky plechů, plyny a výkon zařízení. Tím se zkrátí doba zkušebního řezání a zlepší se stabilita šarží.
2) Zajistěte potvrzení prvního kusu
Před každou výměnou desky, dávky, materiálu, trysky nebo plynu proveďte kontrolu prvního kusu.
Hromadná výroba by měla probíhat až poté, co první kus projde kontrolou, čímž se výrazně sníží riziko zmetkovitosti.
3) Vrstvené řízení procesů
Spravujte obrobky různých tlouštěk, materiálů a požadavků na vzhled samostatně. Nepoužívejte jednu sadu parametrů.
4) Optimalizace sekvence řezání
Zda se nejprve vyřezávají vnitřní otvory nebo vnější kontury, nebo menší či větší díly, to vše ovlivňuje stabilitu desky a konečnou kvalitu. Rozumná sekvence snižuje tepelnou deformaci a ztráty dílů.
5) Udržujte dlouhodobou stabilitu zařízení
Neudržujte zařízení jen tehdy, když se vyskytnou problémy. Provádějte pravidelné kontroly, čištění, kalibraci a veďte záznamy.
Čím stabilnější je zařízení, tím snazší je standardizovat proces.
15. Bezpečnostní opatření nesmí být nikdy ignorována
Řezání laserem je sice vysoce efektivní, ale zároveň vyžaduje vysokou energii a bezpečnost je vždy nejvyšší prioritou.
1) Bezpečnost při práci s laserem
Laser je nebezpečný pro oči a kůži. Přímý pohled do laserového paprsku nebo odraženého světla je přísně zakázán. Během provozu je nutné používat vhodná ochranná opatření.
2) Výpary a jiskry
Řezání ocelového plechu vytváří velké množství výparů a jisker. Zajistěte, aby systém odsávání prachu fungoval normálně, a udržujte pracovní prostor mimo dosah hořlavých materiálů.
3) Bezpečnost plynu
Kyslíkové, dusíkové a jiné plynové lahve nebo potrubí musí být řádně spravovány, aby se zabránilo únikům, výbuchům a nesprávnému provozu. Zejména vysokotlaké plynové systémy musí být pravidelně kontrolovány z hlediska těsnosti a tlaku.
4) Bezpečnost mechanického pohybu
Řezací plošina, výměnný stůl a portálová konstrukce se pohybují vysokou rychlostí. Obsluha se musí vyvarovat vstupu do nebezpečných prostor.
Během údržby, výměny a čištění desek je nutné dodržovat bezpečnostní postupy, jako je vypnutí napájení, uzavření plynu a uzamčení.
16. Od „umět stříhat“ k „dobře stříhat“
Mnoho společností se v raných fázích zavádění laserového řezání zaměřovalo pouze na „otevřené řezání plechu“. Jakmile se však výrobní kapacita zvýší, skutečným určujícím faktorem konkurenceschopnosti není schopnost řezat, ale schopnost konzistentně vyrábět vysoce kvalitní díly a zároveň snižovat celkové náklady.
Opravdu vysoce kvalitní řezání ocelových plechů vláknovým laserem sleduje:
- Méně otřepů.
- Nižší oxidace.
- Lepší kolmost.
- Menší deformace.
- Vyšší využití materiálu.
- Rychlejší rychlost doručení.
- Stabilnější konzistence šarže.
- Nižší náklady na následné zpracování.
Jinými slovy, proces řezání v konečném důsledku neslouží „parametrům stroje“, ale „výsledkům výroby“.
17. Shrnutí
Klíčem k řezání ocelových plechů vláknovým laserem je vždy systémová kapacita. I když se řezání ocelových plechů vláknovým laserem může jevit jako jediný proces, ve skutečnosti se jedná o komplexní projekt systémového inženýrství zahrnující více propojených faktorů.
Výkon zařízení je pouze základem. To, co skutečně určuje efekt, je kombinovaný výsledek vlastností materiálu, výběru plynu, polohy ohniska, sladění trysek, regulace rychlosti, strategie propalování, optimalizace uspořádání, údržby zařízení a zkušeností personálu.
Pro kvalitní řezání ocelových plechů je třeba dodržovat následující základní zásady:
- Nejprve zajistěte stabilitu materiálových a strojních podmínek a poté zvažte optimalizaci parametrů.
- Plyn, zaostření a rychlost musí být nastaveny společně, nikoli jednotlivě.
- Kvalita perforace určuje horní hranici řezání tlustých plechů.
- Kvalita řezu se netýká jen průniku, ale také břitů, kuželovitosti, přilnavosti strusky a následného zpracování.
- Optimalizace procesů není jednorázová událost, ale kontinuální iterativní proces.
- Údržba zařízení a zkušenosti personálu určují dlouhodobou stabilitu.
Jakmile firmy skutečně zvládnou tyto detaily, řezání plechů ocelovými vlákny laserem již nebude jen metodou zpracování, ale stane se klíčovou konkurenční výhodou pro zlepšení efektivity, kontrolu nákladů, zvýšení kvality a posílení dodavatelských kapacit.




