目次
鋼材ファイバーレーザー切断は、現代の板金加工において最も重要かつ広く用いられている加工方法の一つとなっています。高速性、高精度、優れた切断品質、高度な自動化、そして高い適応性といった利点を誇り、炭素鋼、ステンレス鋼、合金鋼などの鋼板を効率的に加工するのに特に適しています。
製造業はより高精度、より高効率、そしてインテリジェントな製造へと移行しており、 ファイバーレーザー切断機 ファイバーレーザーは、板金加工、建設機械、鉄骨構造物、自動車製造、エレベーター製造、造船、電気キャビネット、農業機械などの産業において、不可欠な生産設備となっています。鋼板切断は、ファイバーレーザー切断の最も重要な応用分野の一つです。
多くの企業は、実際の生産現場で、切断面の粗さ、深刻なスラグ付着、寸法誤差、切断不良、エッジの焼け、熱変形、ノズル損傷、保護レンズの汚染など、様々な問題に頻繁に遭遇します。これらの問題は、製品の品質に影響を与えるだけでなく、設備効率の低下や生産コストの増加にもつながります。
しかし、実際の生産現場では、切断品質に真に影響を与える要因は、装置の出力だけではなく、材料の状態、加工パラメータ、ガスの選択、焦点位置、穿孔方法、補助作業、装置のメンテナンス、作業者の経験など、システム全体の様々な要素が関係します。切断に関する問題の多くは、「機械の性能が悪い」ことが原因ではなく、パラメータや方法の不備、細部への注意不足に起因しているのです。
鋼板の高品質かつ高効率なレーザー切断を実現するには、材料特性、プロセスパラメータ、装置の状態、補助ガス、操作技術、およびメンテナンスに関する深い理解が不可欠です。
次のセクションでは、鋼板のファイバーレーザー切断における注意事項と技術を、原理、材料、パラメータ、加工技術、一般的な問題、品質改善、機器のメンテナンス、安全規制など、多角的な観点から体系的に分析します。
1. 鋼材ファイバーレーザー切断の核心
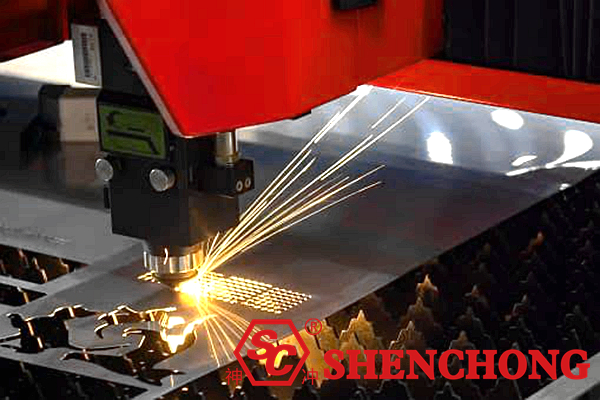
ファイバーレーザー切断の本質は、高エネルギー密度のレーザービームを鋼板に照射し、局所的に材料を急速に溶融、蒸発、または酸化させることにある。その後、補助ガスを用いて溶融金属を吹き飛ばし、切断溝を形成する。
したがって、切断効果は実際には 4 主要な残高:
1) レーザーエネルギーは十分に集中しているか?
エネルギーが弱すぎると切断できず、エネルギーが強すぎると切断端が過熱し、スラグが発生し、板が変形してしまう。
2) 溶融金属を時間内に除去できるか?
スラグ除去が不十分だと、底部にスラグが堆積し、切削面が粗くなり、後縁にスラグが残るなどの問題が生じる。
3) 熱影響部は制御可能ですか?
過剰な熱入力は、切断幅の拡大、切断端の酸化、および板材の変形を引き起こします。
4) 切断速度は熱入力に見合っていますか?
速度が速すぎると、線引き加工や切断不良が発生します。速度が遅すぎると、切断面が焦げたり、バリが出たり、溶けすぎたりします。
つまり、鋼板切断は単に「最大出力」を追求することではなく、「最適なパラメータの組み合わせ」を追求することなのだ。
2. 鋼板レーザー切断前の必須条件
1) 材料の品質
鋼板の切断性能は、主にその品質に左右されます。表面にひどい錆、スケール、油染み、不均一なコーティング、または大きな厚みのばらつきがあると、切断の安定性に直接影響します。
よくある問題点は以下のとおりです。
- 表面の錆がひどくなると、吸収率が局所的に変化し、切削が不安定になる。
- プレートの平面度が低いと焦点高さに変動が生じ、切断が不完全になったり、切断面が波打ったりする。
- 厚みが均一でないと、工程パラメータを標準化するのが難しくなる。
- 低品質のプレートには多くの異物が含まれており、バリや切断不良が発生しやすい。
したがって、切断する前に、可能な限り以下のことを行うべきです。
- 厚みが安定していて表面状態の良い材料を使用してください。
- ひどく錆びて油まみれになった皿をきれいに洗ってください。
- バッチ材料の抜き取り検査により、板厚公差が確認される。
- プレートは吊り下げたり反ったりしないように平らに置いてください。
2) プレートの適切な固定とサポート
鋼板切断時、支持面が不均一だと、加熱後に歪みが生じやすくなります。特に大型切断の場合、板金が部分的に吊り下げられていると、切断経路が高さの変化の影響を受け、焦点ずれや切断幅の悪化につながります。
注意事項は以下のとおりです。
- 大きなシートは、できるだけ均等に支える必要があります。
- シートの端を過度に吊り下げないようにしてください。
- 切断作業中は、板金の熱変形傾向に注意してください。
- 薄いシートの場合は、圧力、吸引、または補助的な位置決め手段を追加することを検討してください。
- 切断後に簡単に反転できる小さな部品の場合は、事前にブリッジングやマイクロ接続を設計しておくと良いでしょう。
3) 図面とレイアウトの最適化
レーザー切断は、加工上の問題だけでなく、レイアウト上の問題でもあります。不適切なレイアウトは、材料の無駄、切断経路の過剰な延長、深刻な熱集中、鋭角の多さ、部品の変形などを引き起こす可能性があります。
優れたレイアウトは、以下の要件を満たす必要があります。
- 材料を最大限に活用する。
- 無駄な移動を減らす。
- 熱が集中している区域を制御する。
- 隣接する部分を長時間連続して切断することは避けてください。
- 厚みや構造が似ている部品はまとめてグループ化するようにしてください。
- 必要なブリッジ接続位置、マイクロ接続、および部品落下時のスペースを確保してください。
3.アシストガスの選択は極めて重要である
鋼板のファイバーレーザー切断において、アシストガスは重要な役割を果たし、切断幅の品質だけでなく、切断速度、酸化レベル、コスト、後加工の難易度にも影響を与える。
1) 酸素切断:厚手の炭素鋼に適しています
酸素切断の利点は以下のとおりです。
酸素と鋼の酸化反応によって追加の熱が発生し、切断能力が向上するため、中厚炭素鋼や厚鋼板の切断に特に適しています。
利点:
- 厚い炭素鋼を切断する優れた能力。
- 貫通力良好。
- 比較的低コスト。
- 高出力機器への適応性に優れている。
デメリット:
- 切断面の著しい酸化。
- 切断面は通常黒色である。
- 広範囲にわたる熱影響部。
- その後の溶接、塗装、めっきには、追加の処理が必要です。
適用可能なシナリオ:
- 中厚の炭素鋼板。
- 切断酸化に対する要求が低い構造部品。
- 効率性を最優先したバッチ処理。
2) 窒素切断:高品質で酸化物のない切断に適しています
窒素切断は、主にステンレス鋼、アルミニウム板、および高い切断品質が要求される薄板炭素鋼板の加工に使用されます。
窒素の役割は、酸化反応を引き起こすのではなく、溶融金属を吹き飛ばすことであり、その結果、よりきれいな切断面とより明るいエッジが得られる。
利点:
- 清潔で光沢のある切断面。
- 酸化層が容易に除去できる。
- その後の溶接および仕上げに適しています。
- 精度と一貫性に優れている。
デメリット:
- より高いガス圧が必要です。
- 機器の密閉性およびガス供給システムには高い要求が課せられる。
- 酸素切断よりもコストが高い。
- 厚みのあるプレートには、より高い電力と加工要件が求められる。
適用可能なシナリオ:
- ステンレス鋼製仕上げ部品。
- 精密部品。
- 研削加工が最小限、または全く不要なワークピース。
- 高い溶接品質が求められる部品。
3) エアカット:経済的だが、より多くのものが必要となる
エアカッティングは最も低コストな方法の一つですが、設備の状態、板材の品質、および工程の適合性に関して非常に高い要求が課せられます。
空気には酸素が含まれており、それが酸化反応を引き起こします。したがって、切断効果は通常、酸素と窒素の中間程度になります。
利点:
- 低コスト。
- 一般的な加工に適しています。
- 小ロットから中ロットの生産に適した経済性。
デメリット:
- 最先端部の安定性は、特殊ガスの場合ほど良くない。
- 刃先の酸化やバリの除去はより困難である。
- 圧縮空気には高い純度が求められる。
- 油分や水分などの不純物は、切断ヘッドやレンズの寿命に深刻な影響を与える可能性があります。
4.焦点位置:切断品質の重要な要素
多くの作業者は焦点を見落としがちですが、実際には、焦点の位置が切断溝の形状、底部のスラグ、切断溝の幅、切断効率をほぼ完全に決定づけます。
1) 焦点位置が高すぎる
焦点位置がプレート表面から高すぎると、エネルギー集中が悪くなり、切断幅が上部で広く下部で狭くなります。下部が完全に切断されない場合があり、切断残渣の付着、スラグの堆積、破損につながりやすくなります。
2) 焦点位置が低すぎる
焦点位置が低すぎると、プレート底部でのエネルギーが強くなりすぎて、底部が過熱したり、切削幅が広くなったり、バリが増えたり、テーパーのずれが生じたりする可能性があります。
3) 適切な焦点の判断
焦点位置は、板厚、材料の種類、ガスの種類、レーザー出力、ノズル仕様などに基づいて総合的に判断する必要がある。
一般的に言って:
薄板は、焦点位置を高くするか、わずかにマイナスの焦点位置に設定すると適しています。中厚板は通常、適切なマイナスの焦点位置を使用します。厚板は、穿孔や分割切断の工程に基づいて微調整が必要です。
実際の運用では、理論値は それだけに頼るべきではない. 試験切断では以下の点を観察することが不可欠です。
- 上下の切り込み幅が一致しているかどうか。
- 底部のスラグが減少するかどうか。
- 切り口が滑らかで均一かどうか。
- 鋭角部分が過熱していないか。
- 切断音が安定しているかどうか。
5. 切断速度は必ずしも速ければ速いほど良いとは限らない
速度は最も影響を受けやすい切削パラメータである。
速度が速すぎると効率的に見えるかもしれないが、実際には次のような結果を招く可能性がある。
- 切断が不完全です。
- 底部にスラグ残渣が沈殿している。
- 切り込みが弱い。
- コーナーでの減速が不十分。
- 小さな穴では偏差が増加する。
速度が遅すぎると、次のような問題が発生する可能性があります。
- 端の部分が過熱している。
- 幅広の切り口。
- 熱影響部が拡大した。
- 板材の変形。
- スラグ付着。
速度調整の基本原則:
- 厚板の場合は、完全切断と安定したスラグ除去を優先してください。
- 薄板の場合、効率性とエッジ品質を優先する。
- 鋭角なコーナー、狭い溝、小さな穴では、適切な速度で減速してください。
- 複雑な形状を切断する場合は、切断速度を段階的に調整してください。
- 単一のパラメータを全体を通して使用するのではなく、異なる部分ごとに異なる速度制御戦略を用いることができる。
特にバッチ処理では、多くの部品は外形、内穴、鋭角部、ブリッジ部など、それぞれ異なる負荷がかかるため、すべてを同じ速度で切削することはできません。優れた加工プロセスでは、パス領域に基づいて段階的な速度制御を行います。
6. 穴あけ加工:厚板切断における主要な課題
厚い鋼板を切断する場合、穴あけ作業は実際の切断作業よりも難しいことが多い。
穴あけ加工が不十分だと、その後の最適なパラメータ設定も無意味になってしまう。穴の周囲にスパッタ、スラグの堆積、熱の蓄積、切削開始時の欠陥などが容易に発生するからである。
1) 一般的な穴あけ作業の問題点
- 過剰な掘削時間。
- スラグの跳ね返りにより保護レンズが汚染された。
- 穴の拡大が過剰。
- 掘削開始地点で燃焼が発生する。
- 厚板への穴あけ加工が不安定になり、貫通が繰り返される。
2) 掘削結果を改善するための方法
- 分割掘削、漸進掘削、または高ピークパルス掘削を使用してください。
- 掘削ガスの圧力を適切に上げる。
- 適切な掘削高さを設定してください。
- 厚板に穴を開ける際は、切断前にエネルギー集中を確保するようにしてください。
- 切断箇所の外側にリード線またはマイクロコネクタを配置し、重要な切断端から直接切断を開始しないようにしてください。
厚手の炭素鋼の場合、穿孔時には以下の点に特に注意を払う必要があります。
- スラグの逆流を防ぐ。
- 最初の穴が大きくなりすぎないように注意してください。
- 穿刺後、底部の残留物を拭き取らずに直接切断すると、切断が途切れる原因となるため、避けてください。
7.ノズルの選定とメンテナンスは極めて重要である
ノズルは、レーザー、ガス、溶融池をつなぐ重要な接点である。
ノズルの選択ミス、ノズルの汚染、変形、または同心度の不良は、切断品質に直接影響を与えます。
1) ノズル選定の原則
ノズル径は、プレートの厚さ、出力、およびガスの種類に適合している必要があります。
- 薄型プレート:一般的に、ノズル径が小さいほど、空気の流れを集中させるのに有利です。
- 中厚板:十分なスラグ除去能力を確保するためには、より大きな直径が必要です。
- 厚板:ノズルは気流速度と安定性のバランスを取る必要がある。
2) ノズルが故障した場合、どうなりますか?
- 切断面にバリが多く発生する。
- 切断面に波状の線が見られる。
- 下端にスラグが付着している。
- 切断時の異常な火花方向。
- 切断ヘッドがプレートに衝突するリスクが増加する。
- レンズ汚染の加速。
3) ノズル使用時の重要ポイント
- ノズルを清潔に保ってください。
- ノズルの真円度と同心度を確認してください。
- ノズルが衝突していることが判明した場合は、直ちに交換してください。
- 異なる材料や厚みに応じて、適切なノズルを使用してください。
- 切断作業を行う前に、ノズルが正常に動作していることを確認するために、エアフローテストを実施してください。
8.鋼板の材質によって切断技術は大きく異なる
1) 炭素鋼の切削技術
炭素鋼は、鋼板の切断に最も一般的に使用される材料である。
酸素切断に適しており、一定の厚さ範囲内であれば窒素または空気による切断も可能です。
要点:
- 中厚炭素鋼の場合、酸化反応とスラグ除去を優先する。
- 厚い炭素鋼の場合は、穿孔時の熱量を制御すること。
- 高いエッジ酸化が必要な場合は、代わりに窒素を使用することができる。
- 切断後、切断面に酸化層が形成されやすい。これを洗浄するかどうかは、その後の工程によって異なる。
2) ステンレス鋼ファイバーレーザー切断技術
ステンレス鋼は、表面品質に対する要求が高く、著しい酸化を避けることができるため、窒素切断により適している。
要点:
- 高純度の窒素が必要とされる。
- 焦点位置をより正確にする必要がある。
- 低速で撮影すると、黄ばみや青みがかった変色が生じ、外観に影響が出ます。
- 薄いステンレス鋼の場合、熱による変形や底面のバリを防ぐために特に注意を払う必要があります。
3) 高強度鋼および合金鋼の切削技術
高強度鋼は熱入力に対してより敏感です。不適切な切断は、刃先の硬化、亀裂、または切断後の変形を容易に引き起こします。
留意すべき重要なポイント:
- 熱影響部を制御する。
- 局所的な高温に長時間さらされることを避けてください。
- 切断後、必要に応じて応力評価を実施する。
- 後続の溶接箇所については、特に切断面の品質に注意してください。
9. 切断品質に影響を与えるいくつかの典型的な欠陥とその解決策
1) 底部のスラグ
底部のスラグは、最も一般的な問題の一つです。
一般的な原因としては、以下のようなものがあります。 速度が遅すぎる、空気圧が不十分、焦点位置が不適切、ノズルが合っていない、板金表面の汚染、および厚みに対する出力の不適合。
解決策:
- 速度を適切に上げてください。
- 焦点を調整してください。
- 補助ガスの圧力を上げてください。
- ノズルの同心度を確認してください。
- 錆が原因なのか、板金表面のコーティングが原因なのかを確認してください。
3) 不完全なカット
考えられる原因:
- 電力不足。
- スピードが速すぎる。
- 焦点ずれ。
- 板金が厚すぎる。
- ノズル詰まり。
- 穿孔が不十分です。
解決策:
- 速度を落としてください。
- 適切な位置に焦点を合わせてください。
- ノズルを交換し、空気の流れを確認してください。
- 穿孔プロセスを強化する。
- 厚い板材の場合は、より高い出力、または分割切断方式を検討してください。
4) 切断面の黄変、黒変、および著しい酸化
ステンレス鋼や表面仕上げが必要な部品によく用いられる。
一般的には、不適切なガス選択、不適切な速度、または過剰な熱入力によって引き起こされます。
解決策:
- 切断速度を上げる。
- 窒素に切り替える。
- 熱の蓄積を抑える。
- 切断焦点を最適化する。
- ガスの純度を確保する。
5) 大きなエッジテーパー
つまり、上部が狭く下部が広い、あるいはその逆のカットになっているということだ。
考えられる原因は以下のとおりです。
- フォーカス設定が間違っています。
- プレートの厚さと電力の不一致。
- ガスパージが不均一。
- 切断ヘッドの高さ制御が不安定です。
- プレートの材質が均一ではない。
6) コーナーの過熱
小さな丸みを帯びた角、鋭角な角、急カーブでは、減速により機械内部に局所的な熱が蓄積されることがよくあります。
解決策には以下が含まれます。
- コーナーパワー低減機能を有効にする。
- コーナーごとのパラメータを設定します。
- 不要な鋭角を減らすために、切断経路を最適化する。
- 事前に工程補償を実施する。
10.カッティングパスとグラフィックデザインのテクニック
多くの人は機器の仕様ばかりに注目し、切断結果に及ぼす図面設計の影響を軽視しがちです。しかし実際には、適切な構造設計によって切断品質と効率を大幅に向上させることができます。
1) 過度に鋭い角や極端に細かい構造は避ける
鋭利な角は局所的な熱集中を引き起こし、端の焦げ付きを容易にする。
極めて微細な構造物は、切断時に揺れ、変形、または部品の欠落を起こしやすい。
2) 穴径と板厚の比率を適切な範囲に保つ
小さすぎる穴は厚板に安定して切削するのが難しく、中心がずれた穴、先細りの穴、または変形した穴になりやすい。
穴径の設計においては、一般的に板厚と加工能力を考慮する必要があります。単に小さな穴を追求することは推奨されません。
3) リード線を適切に設置する
リード線は切断開始点における移行部分です。適切に設定することで、開始時の跡や局所的な焦げ付きを軽減できます。
リード線が短すぎると、開始位置を示すマークが目立ちすぎてしまう。リード線が長すぎると、時間と材料の無駄になる。
4) 小さな部品用のマイクロ接続を設定する
切断後に落下したり、ひっくり返ったり、詰まったりしやすい小さな部品の場合は、部品が落下して切断ヘッドに当たったり、後続の切断経路に影響を与えたりしないように、マイクロ接続を設計するのが最善です。
11.板厚によって切断方法は異なる
1) 薄板切断
薄板切断の鍵は「完全に切断すること」ではなく、「迅速かつきれいに、そして変形なく切断すること」にある。
ヒント:
- 速度を適切に上げてください。
- より正確にピントを合わせてください。
- 熱入力を減らす。
- プレートの安定性を維持する。
- 薄い部品の反りや脱落を防ぐ。
2) 中厚板の切断
中厚板の切断には、最も包括的な加工能力が求められる。
ヒント:
- パワー、スピード、そして燃費のバランスを取る。
- 穿孔品質を重視。
- 底部のスラグ堆積を抑制する。
- 切断中は熱の蓄積に注意してください。
- 角や不規則な形状を最適化します。
3) 厚板切断
厚板切断における最大の課題は、安定した切断深さと効率的なスラグ除去を実現することにある。
ヒント:
- 穿孔は安定していなければならない。
- 十分な空気圧。
- 精密な焦点とノズル。
- 切断速度は、むやみに速くしてはいけない。
- より高性能な設備と、より高度なプロセス経験が必要となる。
12.機器の状態と日常的なメンテナンスが長期的な安定性を左右する
今日良好に切断できる機械でも、明日も同じように機能するとは限りません。ファイバーレーザー切断の安定性は、長期的なメンテナンスにかかっています。
1) 光路とレンズのメンテナンス
切断ヘッドの内部レンズが汚染されると、動力伝達効率と焦点調整効率が低下します。
保護レンズ、コリメートレンズ、フォーカスレンズは定期的に点検し、汚れ、過熱、傷が見つかった場合は直ちに交換してください。
2) ガス経路のメンテナンス
ガスの純度、パイプラインの密閉性、ろ過装置、乾燥システムはすべて極めて重要である。
油分、水分、または粉塵を含む圧縮空気は、ノズルの詰まり、レンズの汚染、および切断の不安定化を引き起こします。
3) ガイドレール、ラック、リードスクリューのメンテナンス
機械伝達の精度は、切削軌道に直接影響を与える。
ガイドレール上の埃、摩耗したラック、潤滑不足は、動作時の振動、位置決め誤差、切断幅の不均一につながります。
4) 冷却システムのメンテナンス
レーザーと切断ヘッドには安定した冷却が必要です。
冷却が不十分だと、電力変動、部品の温度ドリフト、切断の不安定化、そして深刻な場合には機器の損傷を引き起こす可能性があります。
5) 切断ベッドと集塵システム
切断ベッドにスラグが大量に蓄積すると、板金の支持力や切断面の高さに影響が出ます。また、集塵不良は煙や粉塵による汚染を増加させ、レンズの寿命や作業環境に悪影響を及ぼします。
13. オペレーターの経験が重要
オペレーターの経験は、単一のパラメータよりも重要な場合が多い。同じ機械、同じ板金でも、オペレーターによって結果が大きく異なることがある。これは、経験が多くの細部に反映されるためである。
優秀なオペレーターは通常、以下の点に注意を払います。
- 火花のパターンに基づいて、切断状態を判断できる。
- 彼らは切断音が安定しているかどうかを判別できる。
- 切断時の色やスラグに基づいて、パラメータの偏差を判断できる。
- 材料のバッチごとの変化に応じて、パラメーターを微調整することができます。
- 変形や部品の紛失のリスクを予測することができる。
- 不良傾向の初期段階で問題を修正できるため、製品全体を廃棄するまで待つ必要がなくなります。
つまり、鋼材ファイバーレーザー切断は「ボタンを押す」だけではなく、「観察→判断→修正」という継続的なプロセスなのです。
14.切断効率と品質を向上させるための実践的な技術
1) 標準プロセスライブラリを確立する
さまざまな材料、板厚、ガス、および装置出力に対応した標準プロセスパラメータライブラリを確立する。これにより、試作切断時間を短縮し、バッチの安定性を向上させることができる。
2) 最初のピースの確認を確実に行う
プレート、バッチ、材料、ノズル、またはガスの交換を行う前に、必ず初回品検査を実施してください。
量産は、最初の製品が検査に合格してから開始すべきであり、そうすることで不良品の発生リスクを大幅に低減できる。
3) 階層型プロセス管理
厚み、材質、外観要件が異なるワークピースは、それぞれ個別に管理してください。単一のパラメータセットを使用しないでください。
4) 切断順序の最適化
内部の穴を先に切削するか、外部の輪郭を先に切削するか、あるいは小さい部品を先に切削するか、大きい部品を先に切削するかなど、すべて板の安定性と最終的な品質に影響します。適切な手順を踏むことで、熱変形や部品の損失を低減できます。
5)機器の長期的な安定性を維持する
問題が発生した時だけ機器のメンテナンスを行うのではなく、定期的な点検、清掃、校正、記録管理を実施してください。
機器の安定性が高ければ高いほど、プロセスの標準化が容易になる。
15.安全対策は決して無視してはならない
レーザー切断は非常に効率的な加工方法ですが、同時に高エネルギーを消費する加工装置でもあるため、安全性が常に最優先事項となります。
1) レーザーの安全性
レーザー光は目や皮膚に危険です。レーザー光線や反射光を直接見ることは厳禁です。操作中は適切な保護措置を講じる必要があります。
2) 煙と火花
鋼板切断作業では、大量の煙と火花が発生します。集塵システムが正常に作動していることを確認し、作業エリアを可燃物から遠ざけてください。
3) ガスの安全性
酸素、窒素、その他のガスボンベや配管は、漏洩、爆発、誤作動を防ぐために適切に管理されなければなりません。特に高圧ガスシステムは、密閉状態と圧力について定期的に点検する必要があります。
4) 機械動作の安全性
切断台、交換テーブル、およびガントリー構造は高速で移動します。作業者は危険区域への立ち入りを避けてください。
メンテナンス、プレート交換、清掃の際には、電源遮断、ガス遮断、施錠などの安全手順を必ず守らなければなりません。
16. 「切れる」ことから「上手に切れる」へ
レーザー切断技術を導入した初期段階では、多くの企業は単に「板材を切断する」ことだけを目的としていました。しかし、生産能力が増加するにつれて、真の競争力の決定要因は切断能力ではなく、全体的なコストを削減しながら高品質な部品を安定的に生産する能力へと変化します。
真に高度な鋼板ファイバーレーザー切断は、以下の点を追求します。
- バリが少ない。
- 酸化を抑制する。
- 垂直性の向上。
- 変形が少ない。
- 材料利用率の向上。
- 配送速度の向上。
- より安定したバッチ品質。
- 後処理コストの削減。
言い換えれば、切削加工は最終的に「機械のパラメータ」ではなく「生産結果」に貢献する。
17.要約
鋼板のファイバーレーザー切断において、常に鍵となるのはシステムの性能です。鋼板のファイバーレーザー切断は単一の工程のように見えるかもしれませんが、実際には複数の要素が相互に作用する複雑なシステムエンジニアリングプロジェクトなのです。
装置の性能はあくまで基礎に過ぎません。真に効果を決定づけるのは、材料の状態、ガスの選択、焦点位置、ノズルのマッチング、速度制御、穿孔戦略、レイアウトの最適化、装置のメンテナンス、そして担当者の経験といった要素の総合的な結果です。
鋼板をきれいに切断するには、以下の基本原則を覚えておく必要があります。
- まず、材料と設備の状態の安定性を確保し、次にパラメータの最適化を検討する。
- ガス、フォーカス、速度は個別に調整するのではなく、同時に調整する必要がある。
- 穿孔品質は、厚板切断の上限を決定する要因となる。
- 切断品質は、切削深さだけでなく、刃先、テーパー、スラグ付着性、後処理にも左右される。
- プロセス最適化は一度きりのイベントではなく、継続的な反復プロセスである。
- 設備の保守管理と従業員の経験が、長期的な安定性を左右する。
企業がこれらの詳細を真に習得すれば、鋼板のファイバーレーザー切断は単なる加工方法ではなく、効率性の向上、コスト管理、品質向上、納期遵守能力の強化のための重要な競争優位性となるでしょう。




