Spis treści
Narzędzie prasy krawędziowej to forma używana przez hydrauliczny prasa krawędziowa maszyna Do kształtowania i obróbki materiałów arkuszowych. To narzędzie składa się z różnych części, podobnie jak różne formy. Obróbka kształtu przedmiotu odbywa się głównie poprzez zmianę stanu fizycznego formowanego materiału. Narzędzie służące do przekształcania wykroju w przedmiot obrabiany o określonym kształcie i rozmiarze pod naciskiem prasy krawędziowej.
Materiał, grubość, długość i szerokość blachy, a także zróżnicowane kształty i kąty, wymagają stosowania różnych narzędzi do gięcia. Ogólnie rzecz biorąc, gięcie wymaga użycia górnego stempla i dolnych matryc prasy krawędziowej o różnych wysokościach, kształtach i szerokościach V, a co więcej, wymaga specjalnych form o nietypowych kształtach. Niniejszy artykuł przedstawia różne rodzaje narzędzi do pras krawędziowych i uczy użytkowników, jak dobierać, obsługiwać i konserwować górny stempel i dolne matryce prasy krawędziowej.
Wprowadzenie ogólne do narzędzi do pras krawędziowych
Struktura form prasy krawędziowej
Formę prasy krawędziowej można podzielić na dwie kategorie pod względem konstrukcji: górny stempel prasy krawędziowej i dolne matryce prasy krawędziowej. W procesach gięcia zdecydowana większość górnego stempla to forma aktywna, a dolna matryca to forma pasywna. Jeśli dolna matryca jest nieruchoma i nieruchoma, górny stempel jest przesuwany siłą. Ogólnie rzecz biorąc, z wyjątkiem specjalnych zestawów oprzyrządowania do pras krawędziowych, dolna matryca prasy krawędziowej może odpowiadać wielu górnym stemplom, a operatorzy mogą wybierać je zgodnie z potrzebami projektowymi produktu.
Typy narzędzi do pras krawędziowych
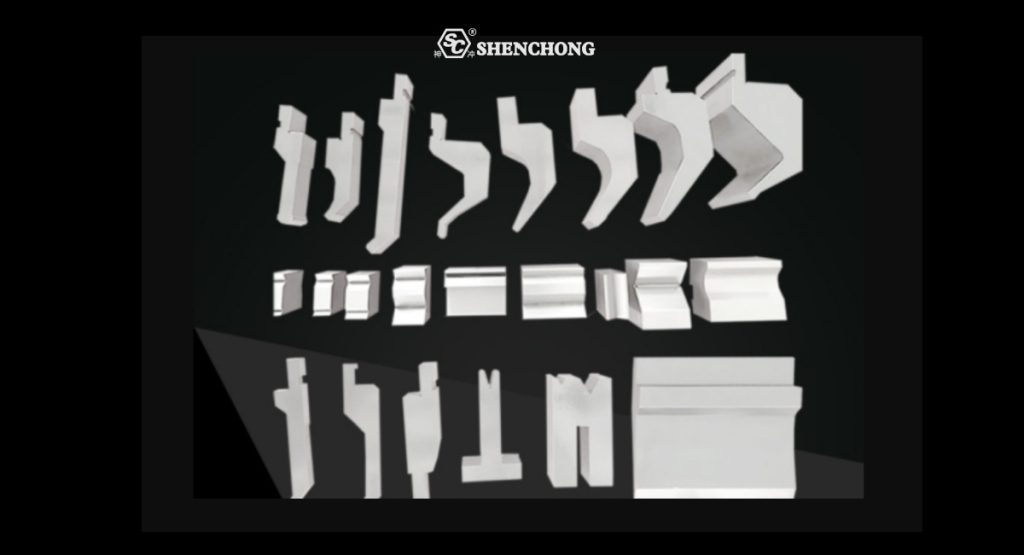
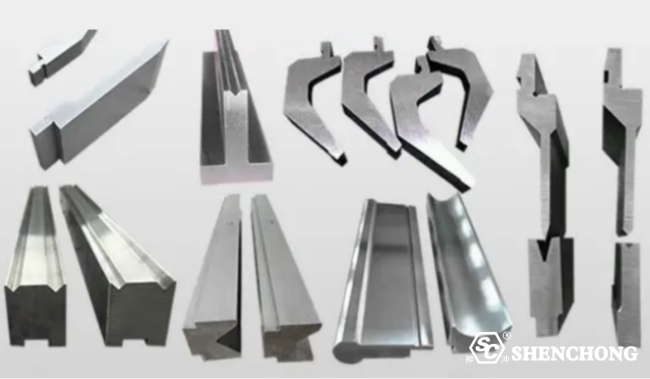
Istnieją różne rodzaje form do pras krawędziowych, w tym formy w kształcie litery V, U, wielokątne, półokrągłe itp. Każdy rodzaj formy jest odpowiedni do specyficznych potrzeb przetwórczych i rodzajów materiałów. Na przykład, formy w kształcie litery V i U są powszechnie używane do gięcia blach, natomiast formy wielokątne i półokrągłe nadają się do gięcia określonych kształtów i kątów. Konkretny kształt i rozmiar tych form dobiera się w oparciu o wymagania konstrukcyjne i obróbcze przedmiotu obrabianego.
Istnieje wiele rodzajów narzędzi tnących do giętarek CNC, w tym standardowe formy górne do gięcia pod kątem prostym, formy górne spiczaste, formy z nożem spłaszczającym, formy z nożem w kształcie litery R, przesunięty górny stempel, matryce dolne 1V, matryce dolne 2V, matryce dolne 3U, 4V, matryce dolne do gumowych pras krawędziowych Yuli, matryce dolne z twardej gumy, prowadnice dolnych form, podpory dolnych matryc, formy do gięcia różnicowego segmentów, formy do gięcia formującego, formy do gięcia kombinowanego, formy do gięcia bez zarysowań itp. Różne niestandardowe formy mogą być zaprojektowane w zależności od różnych sytuacji.
Pod względem zastosowania, formy do pras krawędziowych dzielą się na formy standardowe i specjalne. Ogólnie rzecz biorąc, kąt nachylenia górnej końcówki stempla prasy krawędziowej wynosi 30 stopni (kąt rzeczywisty to 26-28 stopni), kąt nachylenia dolnej końcówki stempla wynosi 30 stopni, 45 stopni, 60 stopni, 80-90 stopni itd. oraz 60 stopni, 78-88 stopni itd.
Z perspektywy kształtu, górny stempel maszyny do gięcia można podzielić na formę z ostrym ostrzem, formę łuku kołowego, formę ostrza do gięcia i formę formującą. Ogólnie rzecz biorąc, formy z ostrym nożem mają głównie kąty 30 stopni i 60 stopni, czasami ze specjalnie określonymi kątami, takimi jak 45 stopni i 55 stopni. Formy łukowe są projektowane głównie z różnymi średnicami i długościami łuku. Matryca gnąca jest używana głównie w celu uniknięcia elementów obrabianych w kształcie litery U lub wielokrotnych gięcia. Najbardziej złożona jest matryca formująca. Matryca formująca może być zintegrowana lub łączona. Ogólnie rzecz biorąc, matryca łączona jest projektowana, produkowana i łączona z formy górnej i dolnej. Z perspektywy kosztów produkcji, koszt produkcji kompleksowej matrycy formującej będzie znacznie wyższy (szczególnie w przypadku dużych form), a dokładność jest trudna do kontrolowania. Matryca łączona ma duże zalety w dużych formach i złożonych formach graficznych.
Narzędzia do pras krawędziowych można podzielić na formy jedno- i wielofunkcyjne, w zależności od ich funkcji. Forma jedno- lub wielofunkcyjna może wytwarzać tylko jeden rodzaj detalu, natomiast forma wielofunkcyjna może przetwarzać różne rodzaje detali. Niektóre formy można demontować i składać, co nazywa się również formami kompozytowymi, takimi jak forma różnicowa segmentów i forma formująca.
W zależności od liczby nacięć w formie, dolną matrycę prasy krawędziowej można podzielić na matryce z pojedynczym dnem V, matryce z podwójnym dnem V i matryce z wieloma dnami V. Jak sama nazwa wskazuje, powierzchnia matryc z pojedynczym i podwójnym dnem V ma tylko jedno lub dwa nacięcia, co jest powszechne w Prasy krawędziowe CNC i charakteryzuje się wysoką dokładnością. Dzięki stałemu punktowi odniesienia, znanemu również jako forma koncentryczna, można ją łatwo wymienić. Matryca z dnem w kształcie litery V to w większości forma kwadratowa, z wieloma wycięciami na czterech powierzchniach i o różnych rozmiarach. Zaletą jest to, że forma posiada wiele rowków, które dostosowują się do gięcia blach o różnej grubości.
Wraz z ciągłym postępem społeczeństwa, wymagania dotyczące produktów stale rosną, a wraz z nimi rosną również wymagania dotyczące giętych produktów i materiałów. Dolna forma giętarek również jest stale rozwijana. Formy z wgłębionym dnem, formy z dnem bez wgłębień oraz formy z regulowanym otworem są szeroko stosowane w różnych gałęziach przemysłu.
Popularne typy górnych stempli i dolnych matryc do prasy krawędziowej na sprzedaż
1. Zwykły standardowy górny stempel i dolne matryce
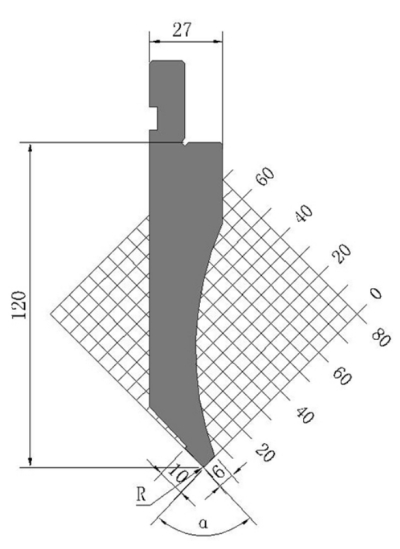
Standardowe stemple górne i dolne służą do gięcia pod kątem 90°-180°. Zalety: wszechstronne zastosowanie do grubych i cienkich blach, trwałe i szeroko stosowane.
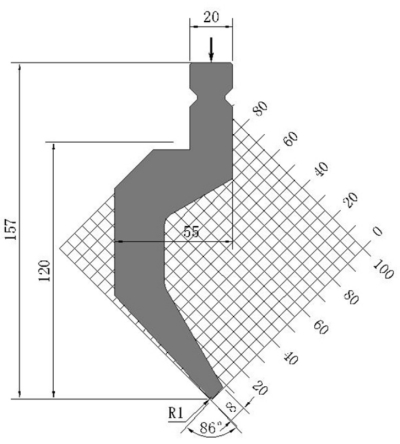
2. Ostry cios górny
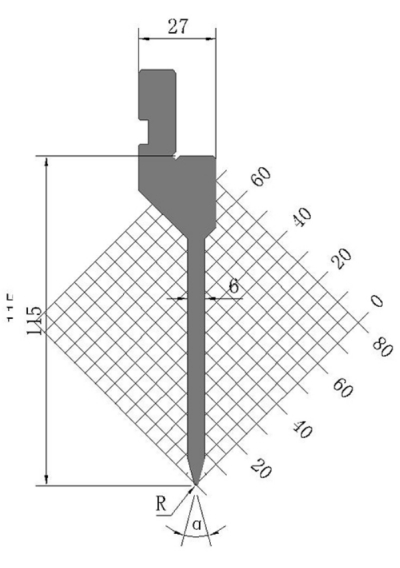
Ostry górny stempel służy do gięcia pod kątem 20° – 180°. Zalety: umożliwia gięcie mniejszych kątów i rozmiarów, z mniejszym promieniem R po gięciu, pięknym wyglądem i wyraźnymi krawędziami.
3. Duży górny cios zginający (górny cios typu „gęsia szyja”)
Górny stempel prasy krawędziowej typu „gęsia szyja” służy do gięcia pod kątem 30°–180°. Zalety: stosowany do wyrobów w kształcie litery U, których nie da się wykonać za pomocą standardowych i spiczastych form, o szerokim zakresie zastosowań.
4. Narzędzia do prasy krawędziowej
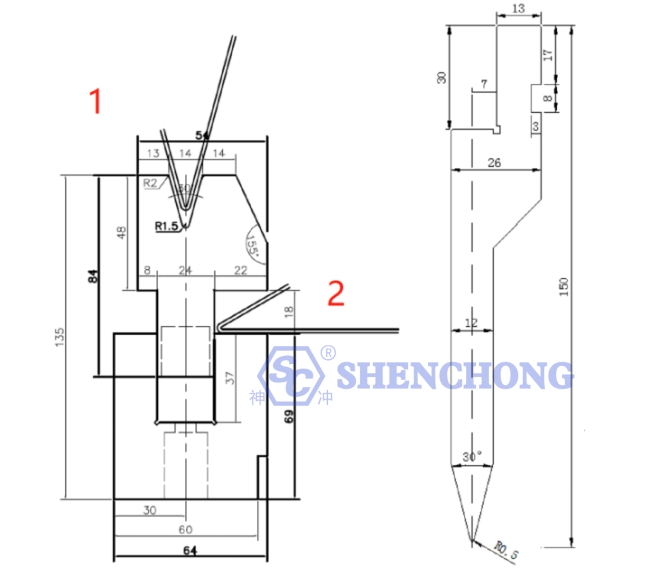
Narzędzia do prasy krawędziowej do zaginania krawędzi służą do zaginania krawędzi i są odpowiednie do współpracy z matrycami o ostrych krawędziach. Najpierw matryca o ostrych krawędziach zagina element obrabiany pod kątem mniejszym niż 45°, a następnie matryca spłaszczająca dociska krawędź, co jest wykorzystywane głównie do wzmacniania ramy.
5. Narzędzia do prasy krawędziowej „Z”
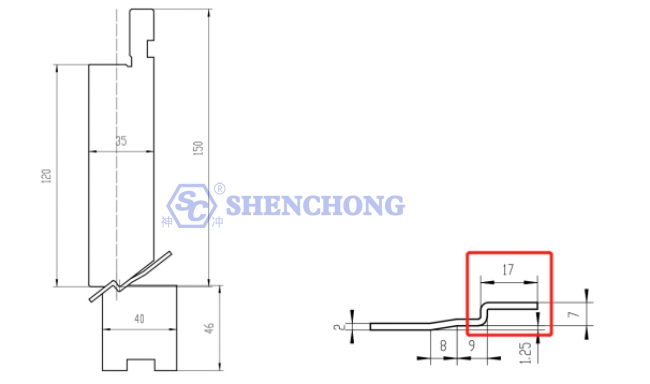
Matryca typu „Z” stosowana jest głównie do jednorazowego gięcia małych elementów w kształcie litery „Z”, dzielących się na typy stałe i regulowane.
6. Forma do formowania na prasie krawędziowej
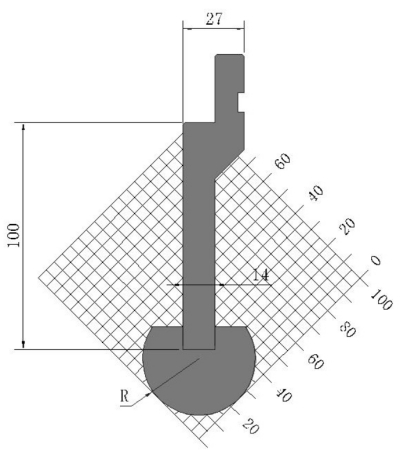
Forma formująca (w tym forma łukowa, jednorazowa forma do ościeżnic, forma do formowania w kształcie litery U, forma do słupów lamp itp.) jest zazwyczaj używana do gięcia złożonych produktów i obejmuje wiele kątów i stylów gięcia. Dlatego jednorazowa forma formująca do gięcia została zaprojektowana w celu zwiększenia dokładności i wydajności gięcia.
7. Ten sam rdzeń dolnej matrycy
Dolna matryca z tym samym rdzeniem zazwyczaj odnosi się do dolnej formy używanej w połączeniu z giętarką CNC, składającej się z uchwytu formy i segmentowanych form dolnych. Termin „ten sam rdzeń” odnosi się do zastosowania dowolnego rowka, który wystarczy zmienić na określony rowek, bez konieczności ponownego centrowania górnej i dolnej formy. Wymiana formy jest bardzo wygodna, a dokładność obróbki wysoka.
8. Dolna matryca bez wgłębień
Konstrukcja formy z obrotową płytą odchylaną, zapobiegającej wgniataniu. Podczas procesu wtłaczania detalu do dolnej części matrycy przez górny stempel, dzięki stykowi między detalem a płaszczyzną obracającej się płyty odchylanej, obraca się ona w dolnej części formy, a detal nie przesuwa się względem niej przez cały proces gięcia. Jednocześnie detal styka się z obrotową płytą odchylaną, co eliminuje ślady nacisku i zarysowania spowodowane ściskaniem na powierzchni detalu, skutecznie poprawiając jakość i dokładność wykonania detalu. Oprócz dwóch wyżej wymienionych typów form bezwgniatanych, które mogą zapobiegać wgniataniu na powierzchni detalu podczas gięcia, zastosowanie gumowych podkładek zapobiegających wgniataniu, pojedynczych wklęsłych tulei gumowych zapobiegających wgniataniu, blokowych wyściółek z kleju Superior + AT, twardych gumowych form wklęsłych i innych metod może również pomóc w zapobieganiu wgniataniu na powierzchni detalu podczas gięcia, spełniając wymagania jakościowe produktu. Jednakże podkładki gumowe, tuleje gumowe, wysokiej jakości bloki gumowe i twarda guma są podatne na odkształcenia i charakteryzują się krótką żywotnością podczas gięcia, co wpływa na dokładność wymiarową giętego przedmiotu. Nadają się one jedynie do gięcia przedmiotów o niskich wymaganiach dotyczących dokładności wymiarowej.
Dolna matryca bezwciskowa składa się z matrycy kulkowej bezwciskowej, matrycy z obracaną płytką bezwciskową oraz wysokiej jakości, klejącej matrycy bezwciskowej. Głównym celem matrycy bezwciskowej jest zapobieganie powstawaniu zarysowań i wgnieceń na powierzchni materiału.
Materiały narzędziowe do pras krawędziowych
Narzędzia do pras krawędziowych są zazwyczaj wykonane ze stali T8, T10, T10A i 42CrMo, które charakteryzują się wysoką wytrzymałością, udarnością i dobrą odpornością na zużycie. Do produkcji form do obróbki na zimno wybiera się stal Cr12MoV. Jest to bardzo dobry materiał. Jego parametry spełniają wymagania, a wydajność procesu jest również dobra. Cena będzie wyższa. 42CrMo to wysokowytrzymała stal stopowa hartowana i odpuszczana o wysokiej wytrzymałości i dobrej udarności. Może pracować w temperaturach poniżej 500 stopni Celsjusza.
Wybierając materiał na oprzyrządowanie prasy krawędziowej, producenci i użytkownicy muszą wziąć pod uwagę kilka cech: twardość, odporność na ciepło i zużycie. Zazwyczaj do produkcji oprzyrządowania prasy krawędziowej wybieramy stal węglową T8-T12, spośród której częściej stosuje się stal T10, charakteryzującą się umiarkowaną wytrzymałością i dobrą odpornością na zużycie. Po obróbce cieplnej najwyższa twardość może osiągnąć 60 HRC lub więcej, a jej koszt produkcji jest stosunkowo niski. Charakteryzuje się jednak słabą hartownością i odpornością na ciepło (250°C).
Jeśli potrzebujesz lepszych materiałów na formy, wybierz stal konstrukcyjną stopową 42CrMo o wysokiej wytrzymałości. 42CrMo należy do stali o ultrawysokiej wytrzymałości, charakteryzującej się wysoką wytrzymałością i udarnością, dobrymi właściwościami hartowniczymi oraz wysoką granicą zmęczenia i odpornością na wielokrotne uderzenia po hartowaniu i odpuszczaniu. Może pracować w temperaturach poniżej 500°C. Twardość po obróbce cieplnej wynosi około 45-48 HRC, co jest bardziej odpowiednie.
Wybór narzędzi do pras krawędziowych
Zastosowanie różnych kombinacji narzędzi prasy krawędziowej pozwala uzyskać różne wysokości form do obróbki różnych części. Odległość między końcówkami narzędzi w różnych kombinacjach form nie może przekraczać połowy ich skoku pomniejszonego o szerokość wycięcia w kształcie litery V.
Obróbka różnych części wymaga użycia różnych form. Nieprawidłowy dobór formy nie tylko utrudnia obróbkę, ale może również prowadzić do powstawania odpadów. Przed wyborem formy należy zrozumieć parametry obróbki prasy krawędziowej i formy, aby uniknąć sytuacji, w których nie będą one do siebie pasować.
Parametry obrabiarki obejmują: skok, wydajność sprężania, wysokość otwarcia i typ szybkiego zacisku.
Parametry oprzyrządowania prasy krawędziowej: (typ uchwytu stempla), tonaż wytrzymałości na nacisk (maksymalna siła gięcia).
Wybór górnego stempla prasy krawędziowej
Istnieją trzy rodzaje górnego uchwytu dziurkacza.
- Górny stempel kątowy powinien być mniejszy niż kąt obróbki. Na przykład, obróbka pod kątem 90 stopni przy użyciu górnego stempla o kącie 88 stopni.
- Wybierając odpowiednią końcówkę R, zwykle stosuje się R0,6 poniżej 3 mm, ale jeśli istnieją specjalne wymagania dotyczące przetwarzania, można zastosować inne formy R, takie jak R0,2.
- Upewnij się, że zakres odporności na ciśnienie górnego stempla przekracza zakres przetwarzania.
- Do różnych kształtów gięcia wymagane są różne kształty górnego stempla.
Wybór matryc dolnych do pras krawędziowych
- Upewnij się, że wybrałeś właściwą szerokość litery V dla dolnego wykrojnika.
- Kąt między wcięciem w kształcie litery V dolnej formy powinien być zgodny z kątem górnej formy, na przykład 88 stopni górnej formy z 88 stopni dolnej formy
- Upewnij się, że zakres odporności na ciśnienie dolnej matrycy przekracza zakres przetwarzania
- Dolna matryca obejmuje pojedyncze i podwójne V. Wśród tych dwóch typów istnieją również różne rodzaje form do segmentacji i całych segmentów, które odpowiadają różnym potrzebom przetwórczym. Ogólnie rzecz biorąc, formy z pojedynczym V mają szerszy zakres zastosowań niż formy z podwójnym V, a formy segmentowe mają szerszy zakres zastosowań niż formy z całym segmentem. Jednak te pierwsze są stosunkowo drogie.
Wybór dolnego wspornika matrycy
Wybierz podstawę dolnej matrycy zgodnie z wybraną dolną matrycą i użyj różnych podstaw dolnej matrycy dla pojedynczej i podwójnej matrycy w kształcie litery V.
Wybierając dolną podporę formy, należy również pamiętać o tym, że istnieje kilka różnych wysokości podpór formy, które są dostosowane do różnych metod przetwarzania.
Wprowadzenie do metody instalacji narzędzi prasy krawędziowej

Wybierz formę prasy krawędziowej
Wybór formy prasy krawędziowej, która odpowiada Twoim potrzebom, jest warunkiem koniecznym do korzystania z prasy krawędziowej. Wybierając formę do gięcia, zwróć uwagę na następujące kwestie:
- Określ wymagany zakres ciśnień i grubość materiału roboczego.
- Wybierz typ narzędzia prasy krawędziowej na podstawie wymaganego kąta gięcia i promienia gięcia.
Regulacja formy
Przed zainstalowaniem narzędzi prasy krawędziowej należy je najpierw wyregulować.
- Wyreguluj siłę zacisku narzędzia prasy krawędziowej, aby zapewnić dobre dopasowanie do przedmiotu obrabianego.
- Dostosuj kąt i promień gięcia formy tak, aby spełniały wymagania obrabianego przedmiotu.
Montaż form
- Najpierw należy umieścić dolną podporę matrycy prasy krawędziowej na stole roboczym zgodnie z kołkiem pozycjonującym.
- Następnie zamontuj ruchomą formę w podstawie formy.
- Na koniec zamontuj ramę siedziska górnej formy (w miejscu teoretycznej krzywej gięcia) i zakończ montaż formy.
Podczas montażu formy należy zachować następujące środki ostrożności:
- Przed zainstalowaniem formy wyłącz zasilanie i odczekaj, aż maszyna się zatrzyma.
- Podczas montażu należy zwrócić uwagę na siłę podparcia, aby zagwarantować stabilność montażu.
- Aby zapobiec wystąpieniu sytuacji awaryjnych, należy ściśle przestrzegać instrukcji obsługi.
Korzystanie z form
Po zainstalowaniu narzędzi prasy krawędziowej konieczne jest przeprowadzenie próbnego gięcia w celu sprawdzenia, czy forma i maszyna są stabilne i czy forma spełnia wymagania dotyczące obrabianego przedmiotu.
Podsumowując, prawidłowa instalacja formy giętarki jest kluczem do zapewnienia jej prawidłowej pracy. Dlatego podczas instalacji formy należy poważnie podejść do kwestii regulacji i instalacji, aby zapewnić jej prawidłowy montaż, bezpieczeństwo pracy i wydajność produkcji.
Zastosowanie narzędzi do pras krawędziowych
Istnieje kilka typów form do gięcia, w tym w kształcie litery L, R, U, Z itp. Górna forma jest używana głównie pod różnymi kątami, takimi jak 90°, 88°, 45°, 30°, 20° i 15°. Dolna forma ma podwójne i pojedyncze wycięcie o różnych szerokościach wycięcia 4-18V, a także dolne formy R, dolne formy o ostrym kącie i formy spłaszczające. Górna i dolna forma są podzielone na segmenty i całość: górne segmenty formy mają zazwyczaj 300 mm, 200 mm, 100 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm, 10 mm, a cała forma ma 835 mm. Dolna forma jest zazwyczaj podzielona na średnice 400 mm, 200 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm i 10 mm, przy czym jej całkowita wielkość wynosi 835 mm.
- Narzędzia prasy krawędziowej są wykonane z wysokiej jakości stali poddanej specjalnej obróbce cieplnej, która charakteryzuje się wysoką twardością, niską odpornością na zużycie i wysoką odpornością na ciśnienie. Jednak każda forma ma swoją maksymalną wytrzymałość na ciśnienie: tony/metr. Dlatego podczas użytkowania formy ważne jest, aby prawidłowo dobrać jej długość, czyli siłę nacisku na metr, i nigdy nie przekraczać ciśnienia wskazanego na formie. Jest to bardzo ważne i mamy nadzieję, że wszyscy o tym pamiętają.
- Aby uniknąć uszkodzenia oprzyrządowania prasy krawędziowej, zastrzegamy, że podczas ustawiania punktu początkowego należy użyć górnego stempla i dolnej matrycy o długości co najmniej 300 mm. Dopiero po ustawieniu punktu początkowego można użyć tej samej wysokości form górnej i dolnej. Surowo zabrania się stosowania form rozdzielających do ustawiania punktu początkowego, a nacisk w punkcie początkowym musi być oparty na nacisku w punkcie początkowym giętarki. Nie może on przekraczać 7 ton dla 80 ton, 10 ton dla 100 ton i 15 ton dla 200 ton.
- Podczas stosowania form do pras krawędziowych, ze względu na różnice w wysokościach poszczególnych form, na jednej maszynie można stosować wyłącznie formy o tej samej wysokości, nie można natomiast stosować form o różnych wysokościach.
- Podczas stosowania form, należy dobrać odpowiednie formy górne i dolne w oparciu o twardość, grubość i długość blachy przeznaczonej do gięcia. W przypadku twardszego i grubszego materiału, należy zastosować szersze wycięcie w dolnej matrycy.
- Podczas gięcia ostrych narożników lub zaginania narożników należy wybrać kąt 30 stopni, najpierw zaginając ostre narożniki, a następnie zaginając krawędzie. Podczas gięcia pod kątem R należy wybrać zarówno górną, jak i dolną formę.
- Podczas gięcia dłuższych elementów obrabianych, aby zmniejszyć wgniecenia narzędzia, najlepiej nie używać form segmentowych.
- Dokonując wyboru formy górnej, powinniśmy zapoznać się z parametrami wszystkich form i podjąć decyzję, którą formę górną zastosować, biorąc pod uwagę kształt produktu, który ma być formowany.
- Po ustawieniu punktu początkowego przez maszynę, górna i dolna forma powinny zostać zablokowane, aby zapobiec ich wypadnięciu, powodując obrażenia ciała lub uszkodzenie formy. Podczas operacji należy uważać, aby nie wywierać zbyt dużego nacisku na raz i zwracać uwagę na zmiany danych wyświetlanych na ekranie.
- Po użyciu narzędzia prasy krawędziowej należy je niezwłocznie umieścić z powrotem na stojaku formy i ustawić zgodnie z etykietą. Kurz na formie należy regularnie czyścić i smarować olejem antykorozyjnym, aby zapobiec rdzewieniu i pogorszeniu dokładności formy.
Wniosek
W ostatnich latach chiński przemysł wytwórczy dynamicznie się rozwija, co oznacza ogromny rynek zbytu dla przemysłu obrabiarek CNC w Chinach. W tym kontekście niski poziom kosztów produkcji w Chinach jest również faktem. Według danych, różnica w cenach oprzyrządowania do pras krawędziowych w Chinach i krajach rozwiniętych w Europie i Ameryce jest około 3-5 razy większa. Klienci mogą kupić tańsze stemple górne i dolne do pras krawędziowych w Chinach.




