
Spis treści
1. Przegląd parametrów procesu cięcia laserowego
W przypadku laserowego cięcia blach parametry procesu stanowią główne czynniki decydujące o jakości cięcia, wydajności, stabilności obróbki i kosztach produkcji.
Ta sama maszyna do cięcia laserowego może dawać zupełnie różne rezultaty cięcia przy różnych ustawieniach parametrów.
Doskonałe procesy cięcia laserowego muszą spełniać następujące cele:
- Gładka szczelina
- Bez zadziorów
- Mała strefa wpływu ciepła
- Wysoka prostopadłość
- Wysoka prędkość cięcia
- Wysoki wskaźnik wykorzystania materiałów
- Stabilne ciągłe przetwarzanie
- Zmniejszone zużycie gazu
- Wydłużona żywotność soczewki
- Poprawa ogólnej wydajności maszyny
Dlatego optymalizacja parametrów procesu cięcia laserowego stanowi jedną z najważniejszych możliwości technicznych w branży cięcia laserowego.
2. Podstawowe parametry procesu cięcia laserowego
Główne parametry procesu cięcia laserowego obejmują przede wszystkim:
Parametry | Funkcje |
Moc lasera | Określa wydajność cięcia |
Prędkość cięcia | Określa wydajność przetwarzania |
Pozycja ostrości | Określa jakość cięcia |
Wysokość dyszy | Określa stabilność przepływu powietrza |
Ciśnienie gazu wspomagającego | Określa efekt usuwania żużla |
Częstotliwość | Określa wyjście impulsowe |
Cykl pracy | Określa gęstość energii |
Parametry przebijania | Określa początkową jakość cięcia |
Przyśpieszenie | Określa jakość narożników |
Średnica plamki | Określa precyzję |
Specyfikacja dyszy | Określa wzór przepływu powietrza |
Ścieżka cięcia | Określa ogólną wydajność |
3. Szczegółowe wyjaśnienie parametrów mocy lasera
1) Koncepcja mocy lasera
Moc lasera odnosi się do energii wyjściowej lasera na jednostkę czasu, zwykle mierzonej w W (watach) lub kW (kilowatach).
Typowe poziomy mocy obejmują:
- 1500 W
- 3000 W
- 6000 W
- 12000 W
- 20000 W
- 30000 W
- 40000W i więcej
Wyższa moc zazwyczaj skutkuje:
- Większa grubość cięcia
- Szybsza prędkość cięcia
- Większa zdolność przebijania
- Wyższa wydajność przetwarzania
Jednak większa moc nie zawsze oznacza lepszą.
Nadmierna moc może prowadzić do:
- Przetopienie
- Szerszy kerf
- Zwiększona ilość zadziorów
- Oparzenia krawędzi
- Zwiększone zużycie energii
- Wzrost kosztów operacyjnych
Dlatego też niezwykle istotne jest dopasowanie mocy do odpowiedniego procesu.
2) Zakres zastosowania różnych poziomów mocy
- Poziom 1500W
Nadaje się do:
- Obróbka cienkich blach
- Napisy reklamowe
- Małe części z blachy
- Blacha ze stali nierdzewnej
Zalecana grubość:
Przybory | Zalecana grubość |
Stal węglowa | 1-6 mm |
Stal nierdzewna | 1-4 mm |
Płyta aluminiowa | 1-3 mm |
- poziom 3000W
Nadaje się do:
- Ogólna obróbka blachy
- Małe i średnie fabryki
- Branża szaf elektrycznych
- Branża artykułów kuchennych
Zalecana grubość:
Przybory | Zalecana grubość |
Stal węglowa | 1-12 mm |
Stal nierdzewna | 1-8 mm |
Płyta aluminiowa | 1-6 mm |
- poziom 6000W
Nadaje się do:
- Obróbka płyt średnich i ciężkich
- Maszyny budowlane
- Branża konstrukcji stalowych
Zalecana grubość:
Przybory | Zalecana grubość |
Stal węglowa | 1-20 mm |
Stal nierdzewna | 1-16 mm |
Płyta aluminiowa | 1-12 mm |
- 12000W i więcej
Nadaje się do:
- Obróbka blach grubych z dużą prędkością
- Duże konstrukcje stalowe
- Okrętownictwo
- Ciężki przemysł
Zalecana grubość:
Przybory | Zalecana grubość |
Stal węglowa | 1-40 mm |
Stal nierdzewna | 1-50 mm |
Płyta aluminiowa | 1-40 mm |
4. Szczegółowe wyjaśnienie parametrów prędkości cięcia laserowego
1) Znaczenie prędkości cięcia
Prędkość skrawania ma bezpośredni wpływ na:
- Jakość przekroju poprzecznego
- Rozmiar zadziorów
- Strefa wpływu ciepła
- Wydajność produkcji
- Szerokość uderzenia
Zbyt wolno:
- Spalanie krawędzi
- Silne tworzenie się żużla
- Zwiększone odkształcenie termiczne
Za szybko:
- Niekompletne cięcie
- Nagromadzenie żużla
- Odbicie iskry
- Cięcie przerywane
Dlatego tak ważne jest znalezienie optymalnej równowagi.
2) Metoda oceny prędkości
Stan normalny Objawy:
- Iskry strzelają w dół
- Gładkie cięcie
- Brak widocznych zadziorów
- Stabilny dźwięk
Za szybko Objawy:
- Iskry padają do tyłu
- Nagromadzenie żużla na dnie
- Niekompletne cięcie w niektórych obszarach
- Wąskie cięcie
Za wolno Objawy:
- Rozprzestrzenianie iskier
- Przepalanie krawędzi
- Większa strefa wpływu ciepła
- Przekrój szorstki
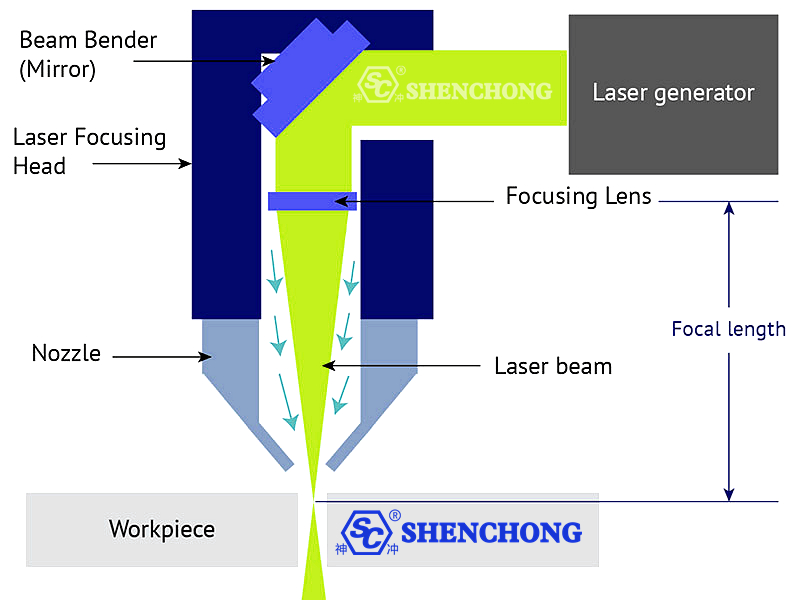
5. Szczegółowe wyjaśnienie parametrów pozycji ostrości
1) Definicja pozycji ogniskowej
Pozycja ogniska odnosi się do odległości między ogniskiem lasera a powierzchnią materiału.
Pozycję ogniskową wyraża się zazwyczaj w postaci:
- 0
- +1
- -1
itp.
Gdzie:
- Pozytywne skupienie: Punkt centralny znajduje się ponad materiałem
- Ognisko zerowe: Ognisko znajduje się na powierzchni materiału
- Negatywne skupienie: Punkt skupienia znajduje się wewnątrz materiału
2) Sytuacje mające zastosowanie w różnych punktach centralnych
Zero skupienia
Nadaje się do:
- Cienkie blachy ze stali nierdzewnej
- Cienkie płyty aluminiowe
- Precyzyjne cięcie
Cechy:
- Najdrobniejszy szew
- Wysoka precyzja
- Piękna powierzchnia
Negatywne skupienie
Nadaje się do:
- Grube blachy ze stali węglowej
- Cięcie z dużą prędkością
Cechy:
- Głęboka penetracja
- Dobre usuwanie żużla
- Silna penetracja
Pozytywne skupienie
Nadaje się do:
- Materiały specjalne
- Kilka grubych płyt
Cechy:
- Szerokie nacięcie u góry i wąskie u dołu
- Dobra powierzchnia górna
6. Szczegółowe wyjaśnienie parametrów gazu pomocniczego
1) Parametry cięcia tlenowego
Tlen jest stosowany głównie do cięcia stali węglowej.
Cechy:
- Niski koszt
- Duża zdolność cięcia grubych płyt
- Może zwiększyć prędkość cięcia
Wady:
- Utlenianie powierzchni cięcia
- Zaczernienie przekroju poprzecznego
Zalecane ciśnienie:
Grubość płyty | Ociśnienie tlenu |
1-3 mm | 0,3-0,6 bara |
4-10 mm | 0,6-1,0 bara |
12-20 mm | 0,8-1,5 bara |
2) Parametry cięcia azotem
Azot jest stosowany głównie do:
- Stal nierdzewna
- Płyty aluminiowe
- Blachy ocynkowane
- Wysokiej klasy części zewnętrzne
Cechy:
- Brak utleniania
- Jasny krój
- Wysokiej jakości cięcie
Wady:
- Wysokie zużycie gazu
- Wysoki koszt
Zalecane ciśnienie:
Grubość płyty | Ociśnienie tlenu |
1 mm | 8-12 barów |
2mm | 10-14 barów |
4 mm | 14-18 barów |
6 mm lub więcej | 18-25 barów |
3) Parametry cięcia powietrznego
Cięcie powietrzne to niedrogi proces, który w ostatnich latach bardzo szybko się rozwinął.
Cechy:
- Nie wymaga azotu
- Niski koszt
- Nadaje się do produkcji masowej
Dotyczy:
- Części z blachy ogólnej
- Branża skrzynek elektrycznych
- Branża regałów
Wady:
- Lekkie utlenienie cięcia
- Nieco niższa precyzja
7. Szczegółowe wyjaśnienie parametrów dyszy
Bezpośredni wpływ dysz na:
- Warunki przepływu powietrza
- Stabilność cięcia
- Wydajność usuwania żużla
- Najnowocześniejsza jakość
Typowe specyfikacje dysz:
Specyfikacje | Aplikacje |
Pojedyncza warstwa 1.0 | Cienka płyta o dużej prędkości |
Pojedyncza warstwa 1,5 | Średni talerz |
Podwójna warstwa 1.2 | Płyta tlenowa ze stali węglowej |
Podwójna warstwa 1,5 | Gruba płyta |
Podwójna warstwa 2.0 | Bardzo gruba płyta |
8. Szczegółowe wyjaśnienie parametrów procesu wiercenia
1) Znaczenie wiercenia
Cięcie laserowe wymaga wiercenia przed przystąpieniem do właściwego cięcia.
Jakość wiercenia decyduje o:
- Stabilność cięcia
- Jakość powierzchni
- Wydajność przetwarzania
- Zapobieganie pękaniu otworów
2) Typowe metody wiercenia
Zwykłe wiercenie
Nadaje się do:
- Cienkie płytki
- Płytki średnio-cienkie
Cechy:
- Wysoka prędkość
- Prosty i stabilny
Wiercenie progresywne
Nadaje się do:
- Grube płyty
- Materiały o wysokim współczynniku odbicia
Cechy:
- Zapobieganie pękaniu otworów
- Zmniejszanie szoku termicznego
Wiercenie impulsowe
Cechy:
- Mała strefa wpływu ciepła
- Wysoka precyzja
- Dobra jakość wiercenia
9. Analiza parametrów cięcia różnych materiałów
1) Parametry procesu cięcia laserowego stali węglowej
Cechy:
- Łatwy w obróbce
- Niski koszt
- Szeroko stosowany
Zalecany gaz:
- Tlen
Kluczowe punkty procesu:
- Kontrola utleniania
- Zapobiegaj gromadzeniu się żużla
- Poprawa prostopadłości grubych płyt
2) Parametry cięcia laserowego stali nierdzewnej
Cechy:
- Silna refleksyjność
- Powolne przewodzenie ciepła
- Skłonny do przegrzania
Zalecany gaz:
- Azot
Kluczowe punkty procesu:
- Zapobiega żółknięciu
- Kontroluj zadziory
- Utrzymaj jasne wykończenie
3) Parametry procesu cięcia płyt aluminiowych
Cechy:
- Wysoka refleksyjność
- Szybkie przewodzenie ciepła
- Skłonny do pękania otworów
Kluczowe punkty procesu:
- Wysoka moc stabilna na wyjściu
- Zapobiegaj podświetleniu
- Kontrola odkształceń termicznych
4) Parametry procesu cięcia laserowego blach miedzianych
Cechy:
- Ultrawysoka refleksyjność
- Trudne do przetworzenia
Wymagania:
- Laser dużej mocy
- System anty-podświetleniowy
- Głowica tnąca o wysokiej stabilności
10. Rozwiązywanie problemów z jakością i dostosowywanie parametrów
1) Problemy z zadziorami
Powoduje:
- Niewystarczająca moc
- Nadmierna prędkość
- Niewystarczające ciśnienie powietrza
- Odchylenie ostrości
Rozwiązania:
- Zwiększ moc
- Zmniejsz prędkość
- Zwiększ ciśnienie powietrza
- Dostosuj ostrość
2) Problemy z żużlem
Powoduje:
- Słabe usuwanie żużla
- Uszkodzona dysza
- Niestabilny przepływ gazu
Rozwiązania:
- Wymień dyszę
- Dostosuj ciśnienie powietrza
- Poprawa stabilności cięcia
3) Problemy z wypalaniem krawędzi
Powoduje:
- Niska prędkość
- Nadmierna moc
- Nieprawidłowe ustawienie ostrości
Rozwiązania:
- Zwiększ prędkość
- Zmniejsz moc
- Skup się ponownie
4) Niekompletne cięcie
Powoduje:
- Niewystarczająca moc
- Zanieczyszczenie soczewki
- Niewystarczające ciśnienie powietrza
Rozwiązania:
- Zwiększ moc
- Wyczyść soczewkę
- Sprawdź ścieżkę gazową
11. Techniki parametrów cięcia grubych płyt
Cięcie grubych blach stanowi wyzwanie w przypadku obróbki laserowej.
Kluczowe punkty obejmują:
- Zapobiegaj gromadzeniu się żużla
- Utrzymuj prostopadłość
- Poprawa zdolności penetracji
- Kontroluj strefę dotkniętą ciepłem
Kluczowe parametry:
Parametry | Dostosuj kierunek |
Moc | Zwiększenie ujemnego stężenia koksu |
Centrum | Stabilizacja średniego i wysokiego ciśnienia |
Ciśnienie powietrza | Zmniejszenie |
Prędkość | Zwiększ przysłonę |
Dysza | Dostosuj kierunek |
12. Techniki cięcia cienkich płyt z dużą prędkością
Kluczowe punkty obróbki cienkich blach to:
- Poprawa wydajności
- Zapobieganie wibracjom
- Zapobieganie odkształcaniu
- Poprawa precyzji
Kierunki optymalizacji:
- Duże przyspieszenie
- Mała dysza
- System ruchu o dużej prędkości
- Lekka głowica tnąca
13. Techniki cięcia materiałów silnie odblaskowych
Materiały o wysokim współczynniku odbicia światła obejmują:
- Płyty aluminiowe
- Płyty miedziane
- Mosiądz
- Miedź
Trudności:
- Odbicie laserowe
- Łatwo uszkadza laser
- Trudności w przekłuwaniu
Rozwiązania:
- Użyj lasera światłowodowego o dużej mocy
- Zastosuj system anty-podświetleniowy
- Zastosuj piercing progresywny
- Użyj stabilnego systemu chłodzenia
14. Technologia dynamicznych parametrów
Nowoczesny wysokiej klasy maszyny do cięcia laserowego weszliśmy w erę inteligentnej kontroli dynamicznej.
W tym:
- Dynamiczna kontrola ostrości
- Automatyczna regulacja ciśnienia powietrza
- Inteligentne przekłuwanie
- Optymalizacja parametrów AI
- Automatyczne wyszukiwanie krawędzi
- Cięcie w locie
- Inteligentny system zapobiegający kolizjom
Jego główne cele:
- Poprawa wydajności
- Popraw stabilność
- Zmniejszenie zależności od pracy ręcznej
15. Zalecane podejścia do parametrów dla różnych grubości
1) 1 mm cienka płyta
Kluczowe punkty:
- Wysoka prędkość
- Mały punkt skupienia
- Mała dysza
- Wysokie przyspieszenie
2) Płyta średnia 6 mm
Kluczowe punkty:
- Równowaga między wydajnością a jakością
- Usuwanie żużla
- Kontroluj wpływ termiczny
3) Płyta o grubości 20 mm
Kluczowe punkty:
- Zdolność penetracji
- Możliwość usuwania żużla
- Kontrola termiczna
- Długoterminowe stabilne przetwarzanie
16. Czynniki wpływające na stabilność parametrów
1) Zanieczyszczenie soczewki
Powoduje:
- Tłumienie mocy
- Nieprawidłowa plama
- Wypalenie soczewki
2) Niewystarczająca czystość gazu
Powoduje:
- Cięcie utleniania
- Zwiększone zadziory
- Zażółcenie przekroju poprzecznego
3) Wibracje obrabiarki
Powoduje:
- Zmniejszona dokładność
- Cięcie Ripple
- Otwory nieokrągłe
4) Niewystarczająca dokładność prowadnicy
Powoduje:
- Błąd śledzenia
- Niestabilne cięcie
17. Podstawowa logika optymalizacji parametrów
Cięcie laserowe proces optymalizacja parametrów to w zasadzie kwestia równowagi pomiędzy następującymi czynnikami:
- Energia
- Czas
- Przepływ powietrza
- Ciepło
- Ruch
Naprawdę wybitni inżynierowie procesowi muszą przeprowadzać kompleksową optymalizację w oparciu o:
- Tworzywo
- Grubość
- Wymagania dotyczące precyzji
- Wymagania dotyczące kosztów
- Wymagania dotyczące wydajności
18. Inteligentna baza danych procesów
Nowoczesny sprzęt laserowy stopniowo wkroczył w erę procesów opartych na bazach danych.
System może automatycznie wywołać:
- Parametry mocy
- Parametry ostrości
- Parametry ciśnienia powietrza
- Parametry perforacji
- Parametry kąta
Zalety obejmują:
- Zmniejszone trudności operacyjne
- Skrócony czas cięcia próbnego
- Poprawiona spójność
- Zmniejszone poleganie na pracy ręcznej
19. Przyszłe trendy rozwoju technologii cięcia laserowego
Przyszłe kierunki rozwoju technologii cięcia laserowego obejmują:
- Automatyczna optymalizacja parametrów AI
- Cięcie adaptacyjne
- Inteligentne monitorowanie jakości
- Technologia automatycznej kompensacji
- Cięcie z bardzo dużą prędkością
- Obróbka płyt ultragrubych
- Fabryki bezzałogowe
- Baza danych procesów w chmurze
Urządzenia do cięcia laserowego w przyszłości nie będą jedynie urządzeniami do obróbki, ale również ważnymi węzłami inteligentnych systemów produkcyjnych.
20. Wnioski
Parametry procesu cięcia laserowego stanowią podstawową technologię decydującą o wydajności sprzętu, jakości przetwarzania i efektywności fabryki.
Prawdziwie zaawansowana obróbka laserowa nie polega tylko na „umiejętności cięcia”, ale także na:
- Szybkie cięcie
- Cięcie stałe
- Pięknie tnie
- Cięcie ekonomiczne
- Stabilna praca przez dłuższy czas
Dlatego umiejętność optymalizacji parametrów procesu stanie się jedną z najważniejszych kompetencji w przyszłościowej branży obróbki laserowej.




