
Maszyna CNC do rowkowania V służy do wykonywania rowków w kształcie litery V o określonej głębokości na giętych częściach płyt ze stali nierdzewnej, stali miękkiej, aluminium, miedzi, kompozytów i innych płyt o grubości poniżej 6 mm przed gięciem. Przedmiot obrabiany w tym procesie charakteryzuje się małym promieniem gięcia, brakiem widocznych zmian koloru, niską siłą gięcia i redukcją błędu prostoliniowości wąskich i długich krawędzi gięcia. Zastosowanie uniwersalnej formy na standardowej maszynie. maszyna do gięcia może giąć elementy o skomplikowanych kształtach przekroju poprzecznego.
Maszyna CNC do rowkowania w kształcie litery V jest powszechnie stosowana w takich gałęziach przemysłu, jak dekoracja ze stali nierdzewnej, windy, drzwi antykradzieżowe, podwozia i szafy.
SC, renomowany chiński producent maszyn do rowkowania V, jest liderem w branży dzięki bogatej ofercie precyzyjnych maszyn. Nasze portfolio obejmuje szeroką gamę zaawansowanych modeli, w tym pionowe i poziome maszyny do rowkowania V, z których każda oferuje unikalne korzyści i możliwości dostosowane do zróżnicowanych potrzeb operacyjnych.
Maszyny CNC do rowkowania rowków typu V można podzielić na poziome i pionowe maszyny do rowkowania rowków typu V.
Konstrukcja pionowej maszyny CNC do rowkowania V jest podobna do maszyny do obróbki ościeżnic, która wykorzystuje uchwyt do naciągania blachy do odpowiedniej pozycji obróbki. Po dociśnięciu zaciskiem, rowek V jest obrabiany poprzez ruch narzędzia, który można rozumieć jako ruch blachy połączony z obróbką narzędzia, a narzędzie wykonuje jedynie ruch liniowy po trajektorii obróbki.
Zasada obróbki poziomej maszyny CNC do rowkowania V jest odwrotna do zasady obróbki pionowej maszyny do rowkowania V. Maszyna jest wyposażona w duży stół roboczy, a blacha jest mocowana na nim za pomocą zacisku. Narzędzie skrawające to automatyczna konstrukcja mechaniczna ramy bramowej. Najpierw urządzenie przesuwające narzędzie na ramie bramowej ustala ścieżkę obróbki na osi Y, a następnie rama bramowa napędza narzędzie skrawające, aby wykonać rowek V na osi X. Można to rozumieć jako mocowanie blachy i jej obróbkę poprzez ruch narzędzia skrawającego.
Oba typy maszyn do rowkowania mają swoje zalety i wady, a konkretny wybór sprzętu do obróbki zależy od zapotrzebowania branży i właściwości obrabianego przedmiotu.

| Model | AKJ-1325F2 | AKJ-1530F2 | AKJ-1545F2 |
|---|---|---|---|
|
Zakres cięcia |
1300*2500 mm |
1500*3000 mm |
1500*4500 mm |
|
Typ lasera |
Laser światłowodowy |
||
|
Moc lasera |
1 kW-12 kW |
||

Lorem ipsum dolor sit amet, consectetur adipiscing elita. Ut elit tellus, luctus nec ullamcorper Mattis, pulvinar dapibus leo.
Pionowa frezarka do rowków SC CNC jest przeznaczona do obróbki grubych płyt. Frezarka pionowa może rowkować pod kątem i nadaje się do obróbki płyt o niestandardowych kształtach.
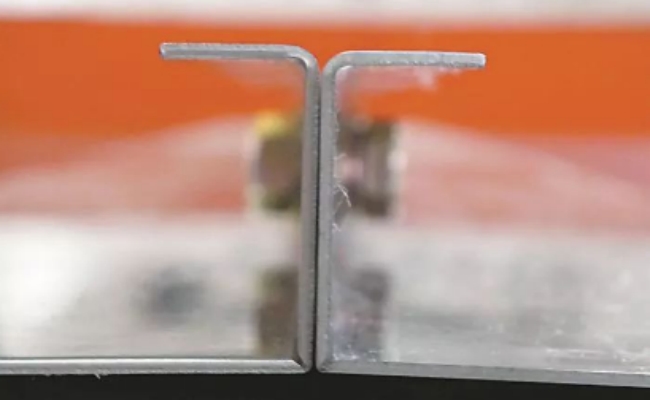
Jak pokazano na schemacie, dzięki zastosowaniu maszyny CNC do rowkowania V kąt gięcia R może być mniejszy, co zapewnia lepszy efekt estetyczny.
Element porównania | Pionowa maszyna CNC do rowkowania w kształcie litery V | Pozioma maszyna CNC do rowkowania w kształcie litery V |
Zakres przetwarzania | Podczas obróbki elementów wymagających rowkowania, jeśli element ma kształt długiego paska, konieczne jest dodanie stołu roboczego w celu podparcia elementu podczas obróbki krótkich krawędzi, co jest niewygodne w obsłudze | Obróbka CNC trzyosiowa, o szerokim zakresie obróbki, odpowiednia do obróbki różnorodnych elementów o dużych gabarytach i kształtach |
Technologia obróbki na stole warsztatowym | Stół warsztatowy wykonany jest z wysokiej jakości stali formowej, która została poddana całościowej obróbce cieplnej i drobno zmielona szlifierką, co pozwala uzyskać lustrzaną powierzchnię | Stół roboczy wykonany jest ze zwykłych płyt żeliwnych, spawanych i obrabianych, a twardość obrabianego przedmiotu jest wyższa niż jego własna. Szlifowanie, uszkodzone ostrza itp. powodują nierówność stołu roboczego (wymaga on regularnej renowacji za pomocą samodzielnie wykonanych elementów). |
Wydajność przetwarzania | Minimalna odległość między rowkiem w kształcie litery V a krawędzią wynosi 10 mm, a prędkość cięcia wynosi 40 mm/min, co wymaga przesuwania się urządzenia w przód i w tył. | Minimalna odległość między rowkiem w kształcie litery V a krawędzią wynosi 8 mm, a prędkość skrawania wynosi 50 m/min lub więcej. Brama i narzędzie pracują jednocześnie, bez konieczności posuwu posuwisto-zwrotnego, co przekłada się na wyższą wydajność. |
Strata energii elektrycznej | Uchwyt noża porusza się w przód i w tył, co powoduje minimalne straty | Jednoczesny ruch tam i z powrotem portalu i podpórki noża powoduje znaczne straty |
bezpieczeństwo | Pionowa maszyna do rowkowania CNC jest wyposażona w hydrauliczny, automatyczny zacisk obrabianych elementów, automatyczne pozycjonowanie i automatyczną obsługę. Operator powinien zachować bezpieczną odległość od ruchomych części obrabiarki. | Przedmiot obrabiany jest mocowany w zakresie ruchu obrabiarki, a brama porusza się z dużą prędkością. Część sterująca porusza się razem z bramą, a operator musi zachować ostrożność podczas użytkowania. |
Ogólny efekt | Ze względu na konieczność automatycznego podawania po uchwyceniu przedmiotu obrabianego, opiłki żelaza powstające podczas rowkowania często rysują powierzchnię dekoracyjną. Podczas obróbki dużych przedmiotów obrabianych wymagane jest częste ustawianie i przemieszczanie, co zwiększa prawdopodobieństwo wystąpienia takiej sytuacji. | Podczas obróbki, element obrabiany nie musi się poruszać i może być obsługiwany przez jedną osobę przez cały proces. Dekoracyjna powierzchnia elementu obrabianego nie ulega zarysowaniu, co gwarantuje wysoką jakość obróbki powierzchni (istotny powód zastosowania w przemyśle windowym). |
Czy możesz nam podać grubość i długość swojej blachy? Nasz dział sprzedaży zarekomenduje Ci model maszyny.


