Tabla de contenido
El corte por láser de fibra de acero se ha convertido en uno de los procesos más importantes y utilizados en el procesamiento moderno de chapa metálica. Ofrece ventajas como alta velocidad, alta precisión, buena calidad de corte, alta automatización y gran adaptabilidad, lo que lo hace especialmente adecuado para el procesamiento eficiente de chapas de acero al carbono, acero inoxidable y acero aleado.
Con la industria manufacturera avanzando hacia una mayor precisión, una mayor eficiencia y una fabricación inteligente, máquinas de corte por láser de fibra Se han convertido en equipos de producción esenciales en industrias como el procesamiento de chapa metálica, maquinaria de ingeniería, estructuras de acero, fabricación de automóviles, fabricación de ascensores, construcción naval, armarios eléctricos y maquinaria agrícola. El corte de chapa de acero es una de las áreas de aplicación más importantes del corte por láser de fibra.
Muchas empresas se enfrentan con frecuencia a problemas durante la producción, como superficies de corte irregulares, acumulación excesiva de escoria, desviaciones dimensionales, cortes incompletos, quemaduras en los bordes, deformación térmica, daños en las boquillas y contaminación de las lentes protectoras. Estos problemas no solo afectan la calidad del producto, sino que también reducen la eficiencia de los equipos y aumentan los costos de producción.
Sin embargo, en la producción real, los factores que realmente afectan la calidad del corte no son solo la potencia del equipo, sino también un conjunto de factores sistémicos que incluyen el estado del material, los parámetros del proceso, la selección del gas, la posición del punto focal, el método de perforación, las operaciones auxiliares, el mantenimiento del equipo y la experiencia del operario. Muchos problemas de corte no se deben a máquinas defectuosas, sino a parámetros, métodos y atención al detalle inadecuados.
Para lograr un corte láser de alta calidad y eficiencia en placas de acero, es fundamental comprender a fondo las propiedades del material, los parámetros del proceso, el estado del equipo, los gases auxiliares, las técnicas de operación y el mantenimiento.
La siguiente sección analizará sistemáticamente las precauciones y técnicas para el corte por láser de fibra de chapas de acero de múltiples dimensiones, incluyendo principios, materiales, parámetros, técnicas de proceso, problemas comunes, mejora de la calidad, mantenimiento de equipos y normas de seguridad.
1. El núcleo del corte láser de fibra de acero
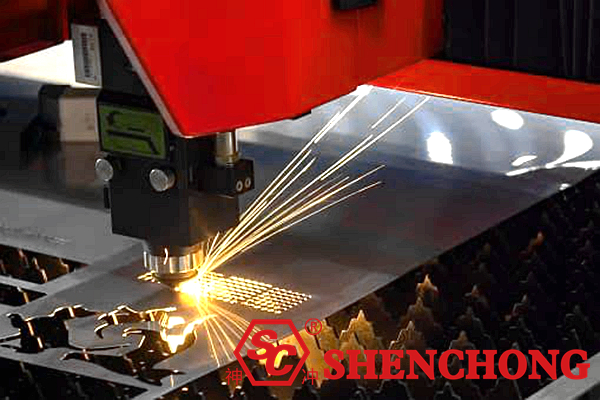
La esencia del corte por láser de fibra radica en utilizar un haz láser de alta densidad energética para irradiar la placa de acero, provocando que el material se funda, vaporice u oxide rápidamente en un área localizada. Posteriormente, se utiliza un gas auxiliar para eliminar el metal fundido, formando así un corte.
Por lo tanto, el efecto de corte en realidad depende de 4 saldos clave:
1) ¿Está la energía del láser suficientemente concentrada?
Si la energía es demasiado débil, no logrará cortar. Si es demasiado fuerte, los bordes se sobrecalentarán, se formará escoria y la placa se deformará.
2) ¿Se puede retirar el metal fundido a tiempo?
Una mala eliminación de la escoria dará como resultado una acumulación de escoria en el fondo, un corte irregular y un efecto de arrastre.
3) ¿Es controlable la zona afectada por el calor?
Un aporte excesivo de calor provocará un corte más ancho, oxidación de los bordes y deformación de la placa.
4) ¿La velocidad de corte se corresponde con el aporte de calor?
Una velocidad demasiado rápida provocará que el alambre se estire y el corte quede incompleto. Una velocidad demasiado lenta provocará que los bordes se quemen, queden rebabas y que el material se derrita en exceso.
Esto significa que el corte de chapa de acero no se trata simplemente de buscar la "máxima potencia", sino más bien de buscar "combinaciones óptimas de parámetros".
2. Condiciones esenciales antes del corte láser de chapa de acero
1) Calidad del material
El efecto de corte de una chapa de acero depende principalmente de su calidad. La corrosión severa, la cascarilla, las manchas de aceite, el recubrimiento irregular o las grandes variaciones de espesor en la superficie del material afectarán directamente la estabilidad del corte.
Los problemas comunes incluyen:
- La corrosión superficial severa provoca cambios localizados en la tasa de absorción, lo que resulta en un corte inestable.
- Una mala planitud de la placa provoca fluctuaciones en la altura focal, lo que da lugar a cortes incompletos o cortes ondulados.
- El grosor irregular dificulta la estandarización de los parámetros del proceso.
- Las placas de baja calidad contienen muchas impurezas, lo que fácilmente provoca rebabas y cortes discontinuos.
Por lo tanto, antes de cortar, se debe hacer lo siguiente en la medida de lo posible:
- Utilice materiales con espesor estable y buena condición superficial.
- Limpiar las placas muy oxidadas y aceitosas.
- La inspección por muestreo de los materiales del lote confirma las tolerancias del espesor de la placa.
- Coloque los platos en posición horizontal para evitar que se suelten o se deformen.
2) Sujeción y soporte adecuados de la placa
Durante el corte de chapas de acero, un soporte irregular puede provocar fácilmente deformaciones tras el calentamiento. En particular, durante el corte de gran formato, si la chapa está parcialmente suspendida, la trayectoria de corte se verá afectada por los cambios de altura, lo que provocará un desplazamiento del punto focal y un corte de menor calidad.
Las precauciones incluyen:
- Las láminas grandes deben apoyarse de la forma más uniforme posible.
- Evite la excesiva suspensión de los bordes de la lámina.
- Presta atención a la tendencia de deformación térmica de la chapa metálica durante el corte.
- Para láminas delgadas, considere la posibilidad de aplicar presión, succión o medidas de posicionamiento auxiliares.
- Para piezas pequeñas que se pueden voltear fácilmente después del corte, diseñe con anticipación puentes o microconexiones.
3) Optimización de planos y diseño
El corte por láser no solo es un problema de procesamiento, sino también de diseño. Un diseño inadecuado puede provocar desperdicio de material, trayectorias de corte excesivamente largas, una concentración de calor excesiva, demasiados ángulos afilados y deformación de la pieza.
Un diseño excelente debe cumplir los siguientes requisitos:
- Aprovecha al máximo el material.
- Reduzca los desplazamientos en vacío.
- Controlar las zonas de calor concentrado.
- Evite cortar continuamente partes adyacentes durante períodos prolongados.
- Intenta agrupar los componentes estructurales y los espesores similares.
- Reserve las posiciones de puenteo, las microconexiones y el espacio necesarios para las piezas que se caigan.
3. La selección del gas asistido es crucial.
En el corte de chapas mediante láser de fibra de acero, el gas auxiliar desempeña un papel vital, ya que afecta no solo a la calidad del corte, sino también a la velocidad de corte, el nivel de oxidación, el coste y la dificultad del procesamiento posterior.
1) Corte con oxígeno: Adecuado para acero al carbono más grueso.
Las ventajas del corte con oxígeno son:
La reacción de oxidación entre el oxígeno y el acero libera calor adicional, lo que mejora la capacidad de corte y la hace especialmente adecuada para acero al carbono de espesor medio y chapas de acero más gruesas.
Ventajas:
- Gran capacidad para cortar acero al carbono grueso.
- Buena penetración.
- Coste relativamente bajo.
- Buena adaptabilidad a equipos de alta potencia.
Desventajas:
- Oxidación significativa del corte.
- La superficie de corte suele ser negra.
- Amplia zona afectada por el calor.
- Se requiere un tratamiento adicional para la soldadura, pulverización o recubrimiento posterior.
Escenarios aplicables:
- Planchas de acero al carbono de espesor medio.
- Componentes estructurales con bajos requisitos de oxidación por corte.
- Procesamiento por lotes priorizando la eficiencia.
2) Corte con nitrógeno: Adecuado para cortes de alta calidad y libres de óxido.
El corte con nitrógeno se utiliza principalmente para acero inoxidable, placas de aluminio y placas delgadas de acero al carbono donde se requiere una alta calidad de corte.
La función del nitrógeno es eliminar el metal fundido, en lugar de provocar una reacción de oxidación, lo que da como resultado un corte más limpio y bordes más brillantes.
Ventajas:
- Superficie de corte limpia y brillante.
- Fácilmente libre de la capa de óxido.
- Adecuado para soldadura y acabado posteriores.
- Buena precisión y consistencia.
Desventajas:
- Requiere mayor presión de gas.
- Altos requisitos para el sellado de equipos y los sistemas de suministro de gas.
- Coste superior al del corte con oxígeno.
- Se requieren mayor potencia y procesos más complejos para placas más gruesas.
Escenarios aplicables:
- Piezas de acabado de acero inoxidable.
- Piezas de precisión.
- Piezas que requieren un lijado mínimo o nulo.
- Piezas que requieren una alta calidad de soldadura.
3) Corte por aire: económico pero requiere más
El corte por aire comprimido es uno de los métodos de menor coste, pero exige mucho en cuanto al estado del equipo, la calidad del material de la chapa y la correcta aplicación del proceso.
El aire contiene oxígeno, lo que provoca cierta oxidación. Por lo tanto, el efecto de corte suele estar entre el del oxígeno y el del nitrógeno.
Ventajas:
- Bajo costo.
- Apto para procesamiento general.
- Económico para la producción de lotes pequeños a medianos.
Desventajas:
- La estabilidad del filo de corte no es tan buena como con los gases especializados.
- La oxidación de los bordes y el control de las rebabas son más difíciles de controlar.
- Requisitos de alta pureza para el aire comprimido.
- Las impurezas de aceite y agua pueden afectar gravemente la vida útil del cabezal de corte y la lente.
4. Posición del punto focal: factores clave para la calidad del corte
Muchos operarios tienden a pasar por alto el punto focal, pero en realidad, su posición determina casi por completo la forma del corte, la escoria del fondo, el ancho del corte y la eficiencia del corte.
1) Punto focal demasiado alto
Cuando el punto focal se encuentra demasiado alto sobre la superficie de la placa, la concentración de energía es deficiente, lo que resulta en un corte más ancho en la parte superior y más estrecho en la inferior. Es posible que la parte inferior no se corte completamente, lo que fácilmente puede provocar acumulación de material residual, escoria y rotura.
2) Punto focal demasiado bajo
Cuando el punto focal es demasiado bajo, la energía es demasiado fuerte en la parte inferior de la placa, lo que puede provocar un sobrecalentamiento en la parte inferior, un corte más ancho, un aumento de las rebabas e incluso una desviación de la conicidad.
3) Cómo elegir un punto focal adecuado
El punto focal debe evaluarse de forma integral en función del grosor de la placa, el tipo de material, el tipo de gas, la potencia del láser y las especificaciones de la boquilla.
En términos generales:
Las placas delgadas suelen favorecer un punto focal más alto o ligeramente negativo. Las placas de grosor medio generalmente utilizan un punto focal negativo adecuado. Las placas gruesas requieren un ajuste preciso en función de la perforación y los procesos de corte segmentado.
En la operación real, los valores teóricos No se debe confiar únicamente en ello.. Es fundamental observar los cortes de prueba:
- Si los cortes superior e inferior son uniformes.
- Si se reduce la escoria del fondo.
- Si el corte es liso y uniforme.
- Si las esquinas afiladas se sobrecalientan.
- Si el sonido de corte es estable.
5. La velocidad de corte no siempre es mejor cuanto más rápido.
La velocidad es el parámetro de corte más sensible.
Una velocidad demasiado alta puede parecer eficiente, pero en realidad puede provocar:
- Corte incompleto.
- Residuos de escoria en el fondo.
- Un corte débil.
- Reducción de velocidad insuficiente en las curvas.
- Mayor desviación en agujeros pequeños.
Una velocidad demasiado lenta puede provocar:
- Sobrecalentamiento en los bordes.
- Corte ancho.
- Aumento de la zona afectada por el calor.
- Deformación de la lámina.
- Adherencia de escoria.
Principios básicos del ajuste de velocidad:
- Para planchas gruesas, priorice el corte completo y la eliminación estable de la escoria.
- Para planchas delgadas, priorice la eficiencia y la calidad de los bordes.
- Reduzca la velocidad adecuadamente en las esquinas pronunciadas, los cortes estrechos y los agujeros pequeños.
- Al cortar formas complejas, controle la velocidad por segmentos.
- Se pueden utilizar diferentes estrategias de velocidad para diferentes partes, en lugar de usar un único parámetro en todas ellas.
Especialmente en el procesamiento por lotes, muchas piezas presentan cargas diferentes en sus contornos exteriores, orificios interiores, esquinas afiladas y zonas de unión, por lo que no todas pueden cortarse a la misma velocidad. Los procesos óptimos utilizan un control de velocidad por capas basado en la zona de la trayectoria.
6. Perforación: desafío clave en el corte de placas gruesas
Al cortar planchas de acero gruesas, la perforación suele ser más difícil que el propio corte.
Una perforación deficiente hace inútiles incluso los mejores parámetros posteriores, ya que se forman fácilmente salpicaduras, acumulación de escoria, acumulación de calor y defectos de inicio de corte alrededor del orificio.
1) Problemas comunes en la perforación
- Tiempo de perforación excesivo.
- Rebote de escoria que contamina la lente protectora.
- Agrandamiento excesivo del orificio.
- Ardor en el punto de partida después de la perforación.
- Perforación inestable de placas gruesas, lo que provoca penetraciones repetidas.
2) Métodos para mejorar los resultados de la perforación
- Utilice perforación segmentada, perforación progresiva o perforación por pulsos de alta intensidad.
- Aumente adecuadamente la presión del gas de perforación.
- Establezca una altura de perforación razonable.
- Al taladrar placas gruesas, asegúrese de concentrar la energía antes de cortar.
- Coloque un cable guía o un microconector en la parte exterior del corte para evitar comenzar el corte directamente en los bordes críticos.
Para aceros al carbono más gruesos, se debe prestar especial atención a lo siguiente durante la perforación:
- Evitar el reflujo de escoria.
- Evite que el agujero inicial sea demasiado grande.
- Evite cortar inmediatamente después de perforar sin limpiar los residuos del fondo, ya que esto puede provocar cortes discontinuos.
7. La selección y el mantenimiento de las boquillas son cruciales.
La boquilla es la interfaz clave entre el láser, el gas y el baño de metal fundido.
Una mala selección de la boquilla, o la contaminación, deformación o mala concentricidad de la misma, afectará directamente a la calidad del corte.
1) Principios de selección de boquillas
El diámetro de la boquilla debe coincidir con el espesor de la placa, la potencia y el gas:
- Placas delgadas: En general, un diámetro de boquilla más pequeño resulta beneficioso para un flujo de aire concentrado.
- Planchas de espesor medio: Se necesita un diámetro mayor para garantizar una capacidad adecuada de eliminación de escoria.
- Placas gruesas: La boquilla debe equilibrar la velocidad del flujo de aire y la estabilidad.
2) ¿Qué ocurrirá si la boquilla falla?
- Aumento de las rebabas en el corte.
- Líneas onduladas en la superficie de corte.
- Acumulación de escoria en el borde inferior.
- Dirección anómala de la chispa durante el corte.
- Mayor riesgo de que el cabezal de corte golpee la placa.
- Contaminación acelerada del cristalino.
3) Puntos clave para el uso de la boquilla
- Mantenga la boquilla limpia.
- Compruebe la redondez y la concentricidad de la boquilla.
- Sustituya la boquilla inmediatamente si observa que está chocando.
- Utilice las boquillas adecuadas para cada material y grosor.
- Realice una prueba de flujo de aire antes de cortar para confirmar que la boquilla funciona correctamente.
8. Las técnicas de corte difieren significativamente según el material de la chapa de acero.
1) Técnicas de corte de acero al carbono
El acero al carbono es el material más común para el corte de chapas de acero.
Es apto para el corte con oxígeno y también se puede cortar con nitrógeno o aire dentro de un cierto rango de espesor.
Puntos clave:
- Para acero al carbono de espesor medio, priorice la reacción de oxidación y la eliminación de escoria.
- Para aceros al carbono más gruesos, controle el calor de perforación.
- Cuando se requiere una alta oxidación en los bordes, se puede utilizar nitrógeno en su lugar.
- Tras el corte, es probable que se forme una capa de óxido en la superficie cortada. La necesidad de limpiarla depende de los procesos posteriores.
2) Técnicas de corte por láser de fibra de acero inoxidable
El acero inoxidable es más adecuado para el corte con nitrógeno porque tiene altos requisitos de calidad superficial y evita una oxidación significativa.
Puntos clave:
- Se requiere nitrógeno de alta pureza.
- La posición del punto focal debe ser más precisa.
- La velocidad lenta provocará un amarilleamiento o una coloración azulada, lo que afectará a la apariencia.
- En el caso del acero inoxidable delgado, se debe prestar especial atención a la prevención de la deformación por calor y la formación de rebabas en el fondo.
3) Técnicas de corte de acero de alta resistencia y acero aleado
El acero de alta resistencia es más sensible al calor. Un corte inadecuado puede provocar fácilmente endurecimiento de los bordes, agrietamiento o deformación posterior al corte.
Puntos clave a tener en cuenta:
- Controlar la zona afectada por el calor.
- Evite la exposición prolongada a calor intenso localizado.
- Realice una evaluación de la tensión si es necesario después del corte.
- Preste especial atención a la calidad de los bordes en las zonas de soldadura posteriores.
9. Varios defectos típicos que afectan la calidad del corte y sus soluciones.
1) Escoria de fondo
La escoria de fondo es uno de los problemas más comunes.
Las causas comunes incluyen: Velocidad demasiado lenta, presión de aire insuficiente, posición de enfoque incorrecta, desajuste de la boquilla, contaminación de la superficie de la chapa metálica e incompatibilidad de potencia con el espesor.
Soluciones:
- Aumente la velocidad adecuadamente.
- Ajusta el enfoque.
- Aumentar la presión del gas auxiliar.
- Compruebe la concentricidad de la boquilla.
- Observe si la causa es el óxido o el recubrimiento de la superficie de la chapa metálica.
3) Corte incompleto
Posibles causas:
- Potencia insuficiente.
- Velocidad demasiado rápida.
- Desviación de enfoque.
- La chapa metálica es demasiado gruesa.
- Obstrucción de la boquilla.
- Perforación insuficiente.
Soluciones:
- Reduce la velocidad.
- Ajuste el enfoque a la posición adecuada.
- Sustituya la boquilla y compruebe el conducto de aire.
- Mejorar el proceso de perforación.
- Considere una mayor potencia o una estrategia de corte segmentado para placas más gruesas.
4) Amarillamiento, ennegrecimiento y oxidación severa del borde cortado.
Común en acero inoxidable y piezas que requieren acabado superficial.
Generalmente se debe a una selección inadecuada del gas, una velocidad excesiva o un aporte de calor excesivo.
Soluciones:
- Aumentar la velocidad de corte.
- Cambiar a nitrógeno.
- Reduzca la acumulación de calor.
- Optimiza el enfoque de corte.
- Garantizar la pureza del gas.
5) Gran bisel en los bordes
Es decir, el corte es más estrecho en la parte superior y más ancho en la inferior, o viceversa.
Las posibles causas incluyen:
- Configuración de enfoque incorrecta.
- Desajuste entre el grosor de la placa y la potencia.
- Purga de gas desigual.
- Control inestable de la altura del cabezal de corte.
- Material de la placa irregular.
6) Sobrecalentamiento en las esquinas
En esquinas pequeñas y redondeadas, esquinas pronunciadas y giros bruscos, la máquina suele experimentar una acumulación de calor localizada debido a la desaceleración.
Las soluciones incluyen:
- Permite la reducción de potencia en las curvas.
- Configuración de parámetros específicos para cada esquina.
- Optimizar la trayectoria de corte para reducir las esquinas afiladas innecesarias.
- Realizar la compensación del proceso por adelantado.
10. Técnicas de trazado y diseño gráfico
Muchas personas se centran únicamente en los parámetros del equipo, descuidando el impacto del diseño del dibujo en los resultados del corte. De hecho, un diseño estructural adecuado puede mejorar significativamente la calidad y la eficiencia del corte.
1) Evite esquinas excesivamente afiladas y estructuras extremadamente finas.
Las esquinas afiladas pueden provocar una concentración de calor localizada, causando fácilmente quemaduras en los bordes.
Las estructuras extremadamente finas son propensas a vibrar, deformarse o perder partes durante el corte.
2) Mantener una relación razonable entre el diámetro del orificio y el espesor de la placa.
Los agujeros demasiado pequeños son difíciles de cortar de forma estable en placas gruesas, lo que fácilmente da como resultado agujeros descentrados, cónicos o deformados.
En general, para el diseño del diámetro del orificio se deben tener en cuenta el espesor de la placa y las capacidades del proceso. No es aconsejable buscar orificios pequeños a ciegas.
3) Instalar correctamente los cables conductores
Los cables conductores constituyen la sección de transición en el punto de inicio del corte. Un ajuste adecuado puede reducir las marcas de inicio y las quemaduras localizadas.
Los cables de conexión demasiado cortos dejarán marcas de inicio muy visibles. Los cables de conexión demasiado largos suponen un derroche de tiempo y materiales.
4) Configurar microconexiones para piezas pequeñas
Para piezas pequeñas que tienden a caerse, volcarse o atascarse después del corte, lo mejor es diseñar microconexiones para evitar que las piezas se caigan y golpeen el cabezal de corte o afecten las trayectorias de corte posteriores.
11. Las estrategias de corte difieren según el espesor de la placa.
1) Corte de chapa delgada
La clave para cortar chapas finas no reside en "cortar completamente", sino en "cortar de forma rápida, limpia y sin deformaciones".
Consejos:
- Aumente la velocidad adecuadamente.
- Ajusta el enfoque con mayor precisión.
- Reduzca el aporte de calor.
- Mantener la estabilidad de la placa.
- Evita que las piezas delgadas se deformen y se desprendan.
2) Corte de placas de espesor medio
El corte de chapas de espesor medio exige las capacidades de procesamiento más completas.
Consejos:
- Equilibrio entre potencia, velocidad y combustible.
- Énfasis en la calidad de la perforación.
- Controlar la acumulación de escoria en el fondo.
- Presta atención a la acumulación de calor durante el corte.
- Optimiza las esquinas y las formas irregulares.
3) Corte de chapa gruesa
El mayor desafío en el corte de chapas gruesas reside en lograr una penetración de corte estable y una eliminación eficiente de la escoria.
Consejos:
- La perforación debe ser estable.
- Presión de aire suficiente.
- Enfoque y boquilla precisos.
- La velocidad de corte no debe ser excesivamente rápida.
- Requiere equipos de mayor potencia y una experiencia de proceso más consolidada.
12. El estado del equipo y el mantenimiento diario determinan la estabilidad a largo plazo.
Una máquina que corta bien hoy puede no funcionar igual mañana. La estabilidad del corte por láser de fibra depende de un mantenimiento a largo plazo.
1) Mantenimiento de la trayectoria óptica y de las lentes
La contaminación de las lentes internas del cabezal de corte reducirá la transmisión de potencia y la eficiencia del enfoque.
Inspeccione periódicamente las lentes protectoras, las lentes de colimación y las lentes de enfoque, y reemplácelas inmediatamente si detecta contaminación, sobrecalentamiento o rayones.
2) Mantenimiento de la vía de gas
La pureza del gas, el sellado de las tuberías, los dispositivos de filtración y los sistemas de secado son todos factores fundamentales.
El aire comprimido que contenga aceite, agua o polvo provocará la obstrucción de la boquilla, la contaminación de la lente y un corte inestable.
3) Mantenimiento de rieles guía, cremalleras y husillos
La precisión de la transmisión mecánica afecta directamente a la trayectoria de corte.
La acumulación de polvo en los rieles guía, el desgaste de las cremalleras y la lubricación insuficiente provocarán vibraciones durante el movimiento, errores de posicionamiento y un corte irregular.
4) Mantenimiento del sistema de refrigeración
El láser y el cabezal de corte requieren una refrigeración estable.
Una refrigeración insuficiente provocará fluctuaciones de potencia, deriva térmica de los componentes, corte inestable y, en casos graves, daños en el equipo.
5) Sistema de mesa de corte y eliminación de polvo
La acumulación excesiva de escoria en la mesa de corte afectará la sujeción de la chapa metálica y la altura de la superficie de corte. Una mala eliminación del polvo aumentará la contaminación por humo y polvo, lo que afectará la vida útil de la lente y el entorno de trabajo.
13. La experiencia del operador es crucial.
La experiencia del operario suele ser más importante que un solo parámetro. La misma máquina y la misma chapa metálica pueden producir resultados muy diferentes según el operario. Esto se debe a que la experiencia se refleja en muchos detalles.
Los operadores excelentes suelen prestar atención a lo siguiente:
- Pueden determinar el estado del corte basándose en el patrón de chispas.
- Pueden discernir si el sonido del corte es estable.
- Pueden evaluar las desviaciones de los parámetros basándose en el color del corte y la escoria.
- Pueden ajustar los parámetros en función de los cambios en el material producido por cada lote.
- Pueden prever el riesgo de deformación y pérdida de piezas.
- Pueden corregir los problemas en la fase inicial de las tendencias adversas, en lugar de esperar a que se deseche todo el lote.
En resumen, el corte por láser de fibra de acero no consiste en "apretar un botón", sino en un proceso continuo de "observación, juicio y corrección".
14. Técnicas prácticas para mejorar la eficiencia y la calidad del corte.
1) Establecer una biblioteca de procesos estándar
Establezca una biblioteca de parámetros de proceso estándar para diferentes materiales, espesores de placa, gases y potencia del equipo. Esto reduce el tiempo de corte de prueba y mejora la estabilidad del lote.
2) Asegurar la confirmación de la primera pieza.
Realice una inspección de la primera pieza antes de cada cambio de placa, lote, material, boquilla o gas.
La producción en masa solo debe comenzar después de que la primera pieza pase la inspección, lo que reduce significativamente el riesgo de desperdicio.
3) Gestión de procesos por capas
Gestione por separado las piezas con diferentes espesores, materiales y requisitos estéticos. No utilice un único conjunto de parámetros.
4) Optimizar la secuencia de corte
El orden en que se realicen los orificios internos o los contornos externos, así como el orden de las piezas (más pequeñas o más grandes), influye en la estabilidad de la placa y en la calidad final. Una secuencia adecuada reduce la deformación térmica y la pérdida de material.
5) Mantener la estabilidad del equipo a largo plazo.
No se limite a realizar el mantenimiento del equipo cuando surgen problemas. Realice inspecciones, limpiezas, calibraciones y registros periódicos.
Cuanto más estable sea el equipo, más fácil será estandarizar el proceso.
15. Las precauciones de seguridad nunca deben ignorarse.
Si bien el corte por láser es altamente eficiente, también es un dispositivo de procesamiento de alta energía, y la seguridad es siempre la máxima prioridad.
1) Seguridad láser
El láser es peligroso para los ojos y la piel. Está estrictamente prohibido mirar directamente al rayo láser o a la luz reflejada. Deben utilizarse las medidas de protección adecuadas durante su uso.
2) Humos y chispas
El corte de chapa de acero genera una gran cantidad de humos y chispas. Asegúrese de que el sistema de extracción de polvo funcione correctamente y mantenga la zona de trabajo alejada de materiales inflamables.
3) Seguridad del gas
Los cilindros o tuberías de oxígeno, nitrógeno y otros gases deben gestionarse adecuadamente para evitar fugas, explosiones y fallos de funcionamiento. Los sistemas de gas a alta presión, en particular, deben revisarse periódicamente para comprobar su estanqueidad y presión.
4) Seguridad en el movimiento mecánico
La plataforma de corte, la mesa de intercambio y la estructura del pórtico se mueven a alta velocidad. Los operarios deben evitar entrar en zonas peligrosas.
Durante el mantenimiento, la sustitución de placas y la limpieza, deben seguirse los procedimientos de seguridad, como el apagado de la alimentación eléctrica, el cierre del suministro de gas y el bloqueo de las instalaciones.
16. De "Ser capaz de cortar" a "Cortar bien"
En las primeras etapas de la introducción del corte por láser, muchas empresas solo buscaban "abrir la placa". Sin embargo, una vez que aumenta la capacidad de producción, el verdadero factor determinante de la competitividad no es la capacidad de cortar, sino la capacidad de producir piezas de alta calidad de forma constante, reduciendo al mismo tiempo los costes generales.
El corte láser de fibra de alta gama de placas de acero persigue los siguientes objetivos:
- Menos rebabas.
- Menor oxidación.
- Mejor perpendicularidad.
- Menor deformación.
- Mayor aprovechamiento de los materiales.
- Mayor velocidad de entrega.
- Mayor estabilidad en la consistencia de los lotes.
- Menores costes de postprocesamiento.
En otras palabras, el proceso de corte, en última instancia, no sirve a los "parámetros de la máquina", sino a los "resultados de producción".
17. Resumen
La clave para el corte de chapas de acero mediante láser de fibra reside siempre en la capacidad del sistema. Si bien el corte de chapas de acero mediante láser de fibra puede parecer un proceso sencillo, en realidad se trata de un proyecto de ingeniería de sistemas complejo que involucra múltiples factores interrelacionados.
La potencia del equipo es solo la base. Lo que realmente determina el efecto es el resultado combinado de la condición del material, la selección del gas, la posición del punto focal, la adecuación de la boquilla, el control de velocidad, la estrategia de perforación, la optimización del diseño, el mantenimiento del equipo y la experiencia del personal.
Para cortar correctamente las planchas de acero, hay que tener en cuenta los siguientes principios fundamentales:
- En primer lugar, asegúrese de la estabilidad de las condiciones del material y del equipo, y luego considere la optimización de los parámetros.
- El gas, el enfoque y la velocidad deben ajustarse de forma conjunta, no individualmente.
- La calidad de la perforación determina el límite superior del corte de chapa gruesa.
- La calidad del corte no solo depende de la penetración, sino también de los bordes, la conicidad, la adhesión de la escoria y el postprocesamiento.
- La optimización de procesos no es un evento puntual, sino un proceso iterativo continuo.
- El mantenimiento de los equipos y la experiencia del personal determinan la estabilidad a largo plazo.
Cuando las empresas dominen realmente estos detalles, el corte de placas mediante láser de fibra de acero dejará de ser simplemente un método de procesamiento y se convertirá en una ventaja competitiva fundamental para mejorar la eficiencia, controlar los costes, aumentar la calidad y fortalecer la capacidad de entrega.




