Table des matières
La découpe laser à fibre d'acier est devenue l'un des procédés les plus importants et les plus utilisés dans le traitement moderne de la tôle. Elle présente des avantages tels que la rapidité, la précision, la qualité de coupe, l'automatisation poussée et une grande adaptabilité, ce qui la rend particulièrement adaptée au traitement efficace des plaques d'acier au carbone, d'acier inoxydable et d'acier allié.
L'industrie manufacturière évoluant vers une plus grande précision, une plus grande efficacité et une fabrication intelligente, machines de découpe laser fibre Les lasers à fibre sont devenus des équipements de production essentiels dans des secteurs tels que la transformation de la tôle, la construction mécanique, les structures métalliques, l'automobile, la fabrication d'ascenseurs, la construction navale, l'armoire électrique et les machines agricoles. La découpe de tôles d'acier est l'un des domaines d'application les plus importants de la découpe laser à fibre.
De nombreuses entreprises rencontrent fréquemment des problèmes en production, tels que des surfaces de coupe rugueuses, une accumulation importante de scories, des écarts dimensionnels, des coupes incomplètes, des brûlures sur les bords, des déformations thermiques, des dommages aux buses et la contamination des lentilles de protection. Ces problèmes affectent non seulement la qualité des produits, mais réduisent également l'efficacité des équipements et augmentent les coûts de production.
Cependant, en production, la qualité de coupe dépend bien plus que la simple puissance de l'équipement : elle englobe un ensemble de facteurs systémiques tels que l'état du matériau, les paramètres de processus, le choix du gaz, la position du point focal, la méthode de perçage, les opérations auxiliaires, la maintenance de l'équipement et l'expérience de l'opérateur. Nombre de problèmes de coupe ne sont pas dus à des machines défectueuses, mais plutôt à des paramètres et des méthodes inadaptés, ou à un manque de rigueur.
Pour obtenir une découpe laser de haute qualité et à haut rendement des plaques d'acier, une compréhension approfondie des propriétés des matériaux, des paramètres de processus, de l'état des équipements, des gaz auxiliaires, des techniques d'exploitation et de la maintenance est essentielle.
La section suivante analysera systématiquement les précautions et les techniques de découpe au laser à fibre de plaques d'acier multidimensionnelles, y compris les principes, les matériaux, les paramètres, les techniques de traitement, les problèmes courants, l'amélioration de la qualité, la maintenance des équipements et les règles de sécurité.
1. Le cœur de la découpe laser à fibre d'acier
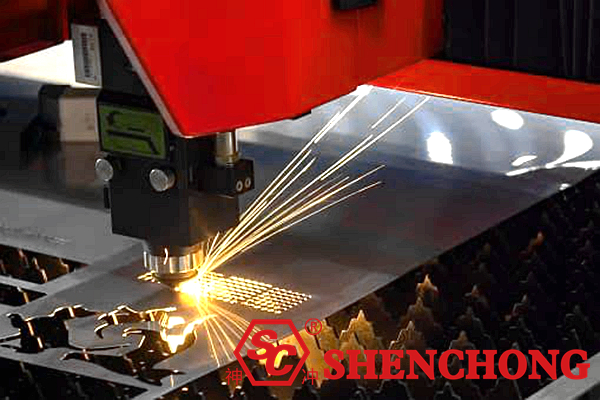
Le principe de la découpe laser à fibre consiste à utiliser un faisceau laser à haute densité d'énergie pour irradier la plaque d'acier, provoquant ainsi la fusion, la vaporisation ou l'oxydation rapide du matériau dans une zone localisée. Un gaz auxiliaire est ensuite utilisé pour évacuer le métal en fusion, formant ainsi une saignée.
Par conséquent, l'effet de coupe dépend en réalité de 4 principaux équilibres :
1) L'énergie du laser est-elle suffisamment concentrée ?
Une énergie trop faible ne permettra pas de découper la matière. Une énergie trop forte entraînera une surchauffe des bords, la formation de scories et la déformation de la plaque.
2) Le métal en fusion peut-il être retiré à temps ?
Une mauvaise élimination des scories entraînera une accumulation de scories au fond, une coupe grossière et un effet de traînée.
3) La zone affectée par la chaleur est-elle contrôlable ?
Un apport de chaleur excessif entraînera un élargissement de la saignée, une oxydation des bords et une déformation de la plaque.
4) La vitesse de coupe est-elle adaptée à l'apport de chaleur ?
Une vitesse trop élevée entraînera un tréfilage et une coupe incomplète. Une vitesse trop faible entraînera des bords brûlés, des bavures et une fusion excessive.
Cela signifie que la découpe de plaques d'acier ne consiste pas simplement à rechercher une « puissance maximale », mais plutôt des « combinaisons de paramètres optimales ».
2. Conditions essentielles avant la découpe laser de plaques d'acier
1) Qualité des matériaux
L'efficacité de coupe d'une tôle d'acier dépend avant tout de sa qualité. Une forte corrosion, la présence de calamine, des taches d'huile, un revêtement irrégulier ou d'importantes variations d'épaisseur en surface affectent directement la stabilité de la coupe.
Les problèmes courants incluent :
- Une rouille superficielle importante entraîne des modifications localisées du taux d'absorption, ce qui provoque une coupe instable.
- Une mauvaise planéité de la plaque provoque des fluctuations de la hauteur focale, ce qui entraîne des découpes incomplètes ou ondulées.
- L'épaisseur irrégulière rend difficile la standardisation des paramètres de processus.
- Les plaques de mauvaise qualité contiennent de nombreuses inclusions, ce qui entraîne facilement des bavures et des coupes discontinues.
Par conséquent, avant de couper, il convient de faire autant que possible ce qui suit :
- Utilisez des matériaux d'épaisseur stable et en bon état de surface.
- Nettoyer les plaques fortement rouillées et grasses.
- Le contrôle par échantillonnage des matériaux du lot confirme les tolérances d'épaisseur des plaques.
- Disposez les assiettes à plat pour éviter qu'elles ne se plient ou ne se déforment.
2) Fixation et support appropriés de la plaque
Lors de la découpe de tôles d'acier, un support irrégulier peut facilement provoquer des déformations après chauffage. En particulier lors de la découpe de grands formats, si la tôle est partiellement suspendue, la trajectoire de coupe sera affectée par les variations de hauteur, ce qui entraînera un décalage de la mise au point et une largeur de coupe moins précise.
Les précautions comprennent :
- Les grandes feuilles doivent être soutenues de manière aussi uniforme que possible.
- Évitez de suspendre excessivement les bords de la feuille.
- Soyez attentif à l'évolution de la déformation thermique de la tôle pendant la découpe.
- Pour les feuilles minces, envisagez d'ajouter de la pression, de l'aspiration ou des mesures de positionnement auxiliaires.
- Pour les petites pièces qui se retournent facilement après la découpe, prévoyez à l'avance des pontages ou des micro-connexions.
3) Optimisation des dessins et de l'agencement
La découpe laser ne relève pas uniquement du processus de fabrication, mais aussi de la conception de la zone de découpe. Une conception inadaptée peut entraîner du gaspillage de matière, des trajectoires de découpe excessivement longues, une forte concentration de chaleur, un nombre trop important d'angles vifs et une déformation des pièces.
Une mise en page optimale doit répondre aux exigences suivantes :
- Utiliser pleinement le matériel.
- Réduire les déplacements à vide.
- Contrôler les zones de chaleur concentrée.
- Évitez de couper continuellement des parties adjacentes pendant des périodes prolongées.
- Essayez de regrouper les éléments d'épaisseur et de structure similaires.
- Prévoir les points de jonction nécessaires, les micro-connexions et l'espace pour les pièces tombantes.
3. Le choix du gaz d'assistance est crucial.
Dans la découpe de plaques au laser à fibre d'acier, le gaz d'assistance joue un rôle vital, affectant non seulement la qualité de la saignée, mais aussi la vitesse de coupe, le niveau d'oxydation, le coût et la difficulté du traitement ultérieur.
1) Découpe à l'oxygène : Convient aux aciers au carbone épais
Les avantages du découpage à l'oxygène sont les suivants :
La réaction d'oxydation entre l'oxygène et l'acier libère de la chaleur supplémentaire, améliorant ainsi le pouvoir de coupe et la rendant particulièrement adaptée aux aciers au carbone d'épaisseur moyenne et aux tôles d'acier plus épaisses.
Avantages :
- Grande capacité de découpe de l'acier au carbone épais.
- Bonne pénétration.
- Coût relativement faible.
- Bonne adaptabilité aux équipements de forte puissance.
Inconvénients :
- Oxydation importante de la coupe.
- La surface de coupe est généralement noire.
- Zone affectée par la chaleur étendue.
- Un traitement supplémentaire est nécessaire pour les opérations de soudage, de pulvérisation ou de placage ultérieures.
Scénarios applicables :
- Plaques d'acier au carbone d'épaisseur moyenne.
- Composants structurels présentant de faibles exigences en matière d'oxydation par coupe.
- Traitement par lots privilégiant l'efficacité.
2) Découpe à l'azote : Convient pour une découpe de haute qualité et sans oxyde
La découpe à l'azote est principalement utilisée pour l'acier inoxydable, les plaques d'aluminium et les plaques minces d'acier au carbone lorsqu'une qualité de coupe élevée est requise.
Le rôle de l'azote est d'évacuer le métal en fusion, plutôt que de provoquer une réaction d'oxydation, ce qui permet une coupe plus nette et des bords plus brillants.
Avantages :
- Surface de coupe propre et brillante.
- Facilement débarrassée de la couche d'oxyde.
- Convient pour le soudage et la finition ultérieurs.
- Bonne précision et régularité.
Inconvénients :
- Nécessite une pression de gaz plus élevée.
- Exigences élevées en matière d'étanchéité des équipements et de systèmes d'alimentation en gaz.
- Coût supérieur à celui de la découpe à l'oxygène.
- Les plaques plus épaisses nécessitent une puissance et des procédés de fabrication plus poussés.
Scénarios applicables :
- Pièces de finition en acier inoxydable.
- Pièces de précision.
- Pièces nécessitant un meulage minimal ou nul.
- Pièces nécessitant une qualité de soudure élevée.
3) Découpe à l'air comprimé : économique mais nécessite plus de ressources
La découpe à l'air comprimé est l'une des méthodes les moins coûteuses, mais elle exige une grande précision quant à l'état de l'équipement, la qualité des matériaux en tôle et l'adéquation du processus.
L'air contient de l'oxygène, ce qui entraîne une certaine oxydation. Par conséquent, l'effet de coupe se situe généralement entre celui de l'oxygène et celui de l'azote.
Avantages :
- Faible coût.
- Convient pour un traitement général.
- Économique pour les productions en petites et moyennes séries.
Inconvénients :
- La stabilité du tranchant n'est pas aussi bonne qu'avec des gaz spécialisés.
- L'oxydation des bords et le contrôle des bavures sont plus difficiles.
- Exigences de haute pureté pour l'air comprimé.
- Les impuretés d'huile et d'eau peuvent gravement affecter la durée de vie de la tête de coupe et de la lentille.
4. Position du point focal : facteurs clés de la qualité de coupe
De nombreux opérateurs ont tendance à négliger le point focal, mais en réalité, sa position détermine presque entièrement la forme de la saignée, le laitier de fond, la largeur de la saignée et l'efficacité de la coupe.
1) Point focal trop haut
Lorsque le point focal est trop haut au-dessus de la surface de la plaque, la concentration d'énergie est insuffisante, ce qui engendre une saignée plus large en haut et plus étroite en bas. Le fond peut ne pas être entièrement coupé, ce qui peut facilement provoquer des bavures, une accumulation de scories et des ruptures.
2) Point focal trop bas
Lorsque le point focal est trop bas, l'énergie est trop forte au bas de la plaque, ce qui peut entraîner une surchauffe à cette base, un élargissement de la saignée, une augmentation des bavures et même une déviation de la conicité.
3) Déterminer un point focal approprié
Le point focal doit être évalué de manière exhaustive en fonction de l'épaisseur de la plaque, du type de matériau, du type de gaz, de la puissance du laser et des spécifications de la buse.
En général:
Les plaques minces privilégient généralement une focale plus haute ou légèrement négative. Les plaques d'épaisseur moyenne utilisent généralement une focale négative adaptée. Les plaques épaisses nécessitent un réglage précis basé sur les procédés de perforation et de découpe segmentée.
En pratique, les valeurs théoriques ne devrait pas être utilisé seul. Il est essentiel d'observer les coupes d'essai :
- Si les traits de coupe supérieurs et inférieurs sont cohérents.
- Si la quantité de scories au fond est réduite.
- Que la coupe soit lisse et uniforme.
- Si les angles vifs sont surchauffés.
- La stabilité du son de coupe.
5. Une vitesse de coupe plus élevée n'est pas toujours préférable à une vitesse de coupe plus rapide.
La vitesse est le paramètre de coupe le plus sensible.
Une vitesse trop élevée peut sembler efficace, mais elle peut en réalité entraîner :
- Découpe incomplète.
- Résidus de scories au fond.
- Une entaille faible.
- Réduction de vitesse insuffisante dans les virages.
- Déviation accrue dans les petits trous.
Une vitesse trop faible peut entraîner :
- Surchauffe sur les bords.
- Large trait de scie.
- Zone affectée par la chaleur accrue.
- Déformation de la tôle.
- Adhérence des scories.
Principes de base du réglage de la vitesse :
- Pour les tôles épaisses, privilégiez une coupe complète et une élimination stable des scories.
- Pour les plaques minces, privilégiez l'efficacité et la qualité des bords.
- Réduisez votre vitesse de manière appropriée dans les virages serrés, les rainures étroites et les petits trous.
- Lors de la découpe de formes complexes, contrôlez la vitesse par segments.
- Différentes stratégies de vitesse peuvent être utilisées pour différentes parties, plutôt que d'utiliser un seul paramètre pour l'ensemble du processus.
En particulier lors de la production par lots, de nombreuses pièces présentent des contraintes différentes sur leurs contours extérieurs, leurs alésages intérieurs, leurs angles vifs et leurs zones de jonction ; il est donc impossible de les usiner toutes à la même vitesse. Les procédés performants utilisent une régulation de vitesse par paliers, basée sur la zone de la trajectoire.
6. Perçage : un défi majeur dans la découpe de tôles épaisses
Lors de la découpe de plaques d'acier épaisses, le perçage est souvent plus difficile que la découpe proprement dite.
Un perçage de mauvaise qualité rend même les meilleurs paramètres ultérieurs inutiles, car des projections, une accumulation de scories, une accumulation de chaleur et des défauts d'amorçage de coupe se forment facilement autour du trou.
1) Problèmes de forage courants
- Temps de forage excessif.
- Rebond de scories contaminant la lentille de protection.
- Agrandissement excessif du trou.
- Brûlure au point de départ après le forage.
- Perçage instable de plaques épaisses, entraînant des pénétrations répétées.
2) Méthodes pour améliorer les résultats de forage
- Utilisez le forage segmenté, le forage progressif ou le forage par impulsions à haute intensité.
- Augmenter de manière appropriée la pression du gaz de forage.
- Définir une hauteur de perçage raisonnable.
- Lors du perçage de plaques épaisses, assurez-vous de concentrer l'énergie avant la coupe.
- Placez un fil conducteur ou un micro-connecteur à l'extérieur de la coupe pour éviter de commencer la coupe directement sur les bords critiques.
Pour les aciers au carbone plus épais, une attention particulière doit être portée aux points suivants lors du perçage :
- Empêcher le reflux des scories.
- Évitez que le trou initial ne soit trop grand.
- Évitez de couper directement après le perçage sans avoir nettoyé les résidus au fond, car cela peut entraîner des coupures discontinues.
7. Le choix et l'entretien des buses sont cruciaux.
La buse constitue l'interface clé entre le laser, le gaz et le bain de fusion.
Un mauvais choix de buse, ou une contamination, une déformation ou une mauvaise concentricité de la buse, affecteront directement la qualité de la coupe.
1) Principes de sélection des buses
Le diamètre de la buse doit correspondre à l'épaisseur de la plaque, à la puissance et au gaz :
- Plaques minces : En général, un diamètre de buse plus petit est bénéfique pour un flux d’air concentré.
- Plaques d'épaisseur moyenne : un diamètre plus important est nécessaire pour garantir une capacité d'évacuation des scories adéquate.
- Plaques épaisses : La buse doit assurer un équilibre entre la vitesse et la stabilité du flux d'air.
2) Que se passera-t-il si la buse dysfonctionne ?
- Bavures accrues sur la coupe.
- Lignes ondulées sur la surface de coupe.
- Accumulation de scories sur le bord inférieur.
- Direction anormale des étincelles lors de la coupe.
- Risque accru de collision de la tête de coupe avec la plaque.
- Contamination accélérée des lentilles.
3) Points clés concernant l'utilisation de la buse
- Gardez la buse propre.
- Vérifiez la rondeur et la concentricité de la buse.
- Remplacez immédiatement la buse si vous constatez qu'elle entre en collision.
- Utilisez les buses appropriées aux différents matériaux et épaisseurs.
- Effectuez un test de débit d'air avant la découpe afin de confirmer que la buse fonctionne normalement.
8. Les techniques de découpe diffèrent considérablement selon les matériaux des plaques d'acier.
1) Techniques de coupe de l'acier au carbone
L'acier au carbone est le matériau le plus couramment utilisé pour la découpe des plaques d'acier.
Il convient à la découpe à l'oxygène et peut également être découpé à l'azote ou à l'air dans une certaine plage d'épaisseur.
Points clés :
- Pour l'acier au carbone d'épaisseur moyenne, privilégiez la réaction d'oxydation et l'élimination des scories.
- Pour les aciers au carbone plus épais, contrôlez la chaleur de perçage.
- Lorsque l'oxydation des bords doit être élevée, on peut utiliser de l'azote à la place.
- Après la découpe, une couche d'oxyde a tendance à se former sur la surface de coupe. Le choix de la nettoyer dépend des opérations ultérieures.
2) Techniques de découpe laser à fibre pour acier inoxydable
L'acier inoxydable est plus adapté à la découpe à l'azote car il présente des exigences élevées en matière de qualité de surface et évite une oxydation importante.
Points clés :
- Une pureté élevée en azote est requise.
- La position du point focal doit être plus précise.
- Une vitesse trop lente provoquera un jaunissement ou un bleuissement, ce qui affectera l'apparence.
- Pour les aciers inoxydables minces, une attention particulière doit être portée à la prévention des déformations thermiques et des bavures sur le fond.
3) Techniques de découpe des aciers à haute résistance et des aciers alliés
L'acier à haute résistance est plus sensible à l'apport de chaleur. Une coupe incorrecte peut facilement entraîner un durcissement des arêtes, des fissures ou une déformation après coupe.
Points clés à retenir :
- Contrôler la zone affectée par la chaleur.
- Évitez les expositions prolongées à une forte chaleur localisée.
- Effectuer une évaluation des contraintes si nécessaire après la découpe.
- Portez une attention particulière à la qualité des bords des zones de soudage ultérieures.
9. Plusieurs défauts typiques affectant la qualité de coupe et leurs solutions
1) Scories de fond
Les scories de fond constituent l'un des problèmes les plus courants.
Les causes courantes comprennent : Vitesse trop lente, pression d'air insuffisante, position de mise au point incorrecte, buse inadaptée, contamination de surface de la tôle et incompatibilité de puissance avec l'épaisseur.
Solutions:
- Augmentez la vitesse de manière appropriée.
- Ajustez la mise au point.
- Augmenter la pression du gaz auxiliaire.
- Vérifier la concentricité de la buse.
- Observez si cela est dû à la rouille ou à un revêtement sur la surface de la tôle.
3) Découpe incomplète
Causes possibles :
- Puissance insuffisante.
- Vitesse trop élevée.
- Écart de mise au point.
- La tôle est trop épaisse.
- Buse obstruée.
- Perforation insuffisante.
Solutions:
- Réduisez la vitesse.
- Ajustez la mise au point à la position appropriée.
- Remplacez la buse et vérifiez le conduit d'air.
- Améliorer le processus de perforation.
- Envisagez une puissance plus élevée ou une stratégie de découpe segmentée pour les plaques plus épaisses.
4) Jaunissement, noircissement et forte oxydation du tranchant
Courant en acier inoxydable et pour les pièces nécessitant une finition de surface.
Généralement dû à un mauvais choix de gaz, à une vitesse excessive ou à un apport de chaleur excessif.
Solutions:
- Augmenter la vitesse de coupe.
- Passer à l'azote.
- Réduire l'accumulation de chaleur.
- Optimisez la mise au point de la coupe.
- Garantir la pureté du gaz.
5) Forte conicité des bords
Autrement dit, la coupe est plus étroite en haut et plus large en bas, ou inversement.
Les causes possibles sont les suivantes :
- Réglage de la mise au point incorrect.
- Inadéquation entre l'épaisseur de la plaque et la puissance.
- Purge de gaz irrégulière.
- Réglage instable de la hauteur de la tête de coupe.
- Matériau de la plaque irrégulier.
6) Surchauffe dans les coins
Dans les petits angles arrondis, les angles vifs et les virages serrés, la machine subit souvent une accumulation de chaleur localisée due à la décélération.
Les solutions comprennent :
- Activation de la réduction de puissance en virage.
- Définition des paramètres spécifiques à chaque coin.
- Optimisation du parcours de coupe pour réduire les angles vifs inutiles.
- Effectuer la rémunération du processus à l'avance.
10. Techniques de découpe et de conception graphique
Nombreux sont ceux qui se concentrent uniquement sur les paramètres de l'équipement, négligeant l'impact de la conception du dessin sur les résultats de découpe. Or, une conception structurelle judicieuse peut améliorer considérablement la qualité et l'efficacité de la découpe.
1) Évitez les angles vifs excessifs et les structures extrêmement fines
Les angles vifs peuvent entraîner une concentration localisée de chaleur, provoquant facilement des brûlures sur les bords.
Les structures extrêmement fines sont sujettes aux vibrations, aux déformations ou à la perte de pièces lors de la découpe.
2) Maintenir un rapport raisonnable entre le diamètre du trou et l'épaisseur de la plaque
Il est difficile de percer des trous trop petits de manière stable sur des plaques épaisses, ce qui entraîne facilement des trous décentrés, des trous coniques ou des trous déformés.
Le dimensionnement du diamètre des trous doit généralement tenir compte de l'épaisseur de la plaque et des capacités du procédé. Il est déconseillé de privilégier systématiquement les petits trous.
3) Installez correctement les fils conducteurs
Les fils conducteurs constituent la section de transition au point de départ de la coupe. Un réglage correct permet de réduire les marques de départ et les brûlures localisées.
Des fils conducteurs trop courts laisseront des marques de départ trop visibles. Des fils conducteurs trop longs entraînent une perte de temps et de matériaux.
4) Mettre en place des micro-connexions pour les petites pièces
Pour les petites pièces susceptibles de tomber, de se retourner ou de se bloquer après la découpe, il est préférable de concevoir des micro-connexions afin d'empêcher les pièces de tomber et de heurter la tête de coupe ou d'affecter les trajectoires de coupe suivantes.
11. Les stratégies de découpe diffèrent selon l'épaisseur de la plaque.
1) Découpe de plaques minces
Le secret de la découpe de tôles minces n'est pas de « découper à travers », mais plutôt de « découper rapidement, proprement et sans déformation ».
Conseils:
- Augmentez votre vitesse de manière appropriée.
- Ajustez la mise au point avec plus de précision.
- Réduire l'apport de chaleur.
- Maintenir la stabilité de la plaque.
- Empêcher la déformation et l'éjection des pièces fines.
2) Découpe de plaques d'épaisseur moyenne
La découpe de plaques d'épaisseur moyenne exige des capacités de traitement très complètes.
Conseils:
- Équilibre entre puissance, vitesse et essence.
- Priorité à la qualité de la perforation.
- Contrôler l'accumulation de scories au fond.
- Faites attention à l'accumulation de chaleur pendant la découpe.
- Optimisez les angles et les formes irrégulières.
3) Découpe de plaques épaisses
Le principal défi de la découpe de tôles épaisses réside dans l'obtention d'une pénétration de coupe stable et d'une élimination efficace des scories.
Conseils:
- La perforation doit être stable.
- Pression d'air suffisante.
- Mise au point et buse précises.
- La vitesse de coupe ne doit pas être aveuglément rapide.
- Nécessite un équipement plus puissant et une expérience des procédés plus aboutie.
12. L'état du matériel et son entretien quotidien déterminent sa stabilité à long terme.
Une machine performante aujourd'hui peut ne plus l'être demain. La stabilité de la découpe laser à fibre dépend d'un entretien régulier.
1) Maintenance du chemin optique et des lentilles
La contamination des lentilles internes de la tête de coupe réduira la transmission de puissance et l'efficacité de la mise au point.
Inspectez régulièrement les lentilles de protection, les lentilles de collimation et les lentilles de mise au point, et remplacez-les immédiatement en cas de contamination, de surchauffe ou de rayures.
2) Entretien du circuit de gaz
La pureté du gaz, l'étanchéité des pipelines, les dispositifs de filtration et les systèmes de séchage sont tous essentiels.
L'air comprimé contenant de l'huile, de l'eau ou de la poussière provoquera un blocage des buses, une contamination de la lentille et une coupe instable.
3) Maintenance des rails de guidage, des crémaillères et des vis-mères
La précision de la transmission mécanique influe directement sur la trajectoire de coupe.
La poussière sur les rails de guidage, les crémaillères usées et une lubrification insuffisante entraîneront des vibrations, des erreurs de positionnement et une coupe irrégulière.
4) Entretien du système de refroidissement
Le laser et la tête de découpe nécessitent un refroidissement stable.
Un refroidissement insuffisant entraînera des fluctuations de puissance, une dérive thermique des composants, une découpe instable et, dans les cas graves, des dommages à l'équipement.
5) Système de table de coupe et d'aspiration des poussières
Une accumulation importante de scories dans la table de coupe affectera le support de la tôle et la hauteur de la surface de coupe. Un dépoussiérage insuffisant augmentera la pollution par la fumée et la poussière, ce qui réduira la durée de vie des lentilles et l'environnement de travail.
13. L'expérience de l'opérateur est cruciale
L'expérience de l'opérateur est souvent plus importante qu'un seul paramètre. Une même machine et une même tôle peuvent donner des résultats très différents selon l'opérateur. En effet, l'expérience se reflète dans de nombreux détails.
Les excellents opérateurs prêtent généralement attention aux points suivants :
- Ils peuvent évaluer l'état de la coupe en fonction du motif des étincelles.
- Ils peuvent ainsi déterminer si le son de coupe est stable.
- Ils peuvent évaluer les écarts de paramètres en fonction de la couleur de coupe et des scories.
- Ils peuvent ajuster les paramètres avec précision en fonction des variations de composition des lots.
- Ils peuvent anticiper le risque de déformation et de perte de pièces.
- Ils peuvent ainsi corriger les problèmes dès les premiers signes de tendances défavorables, plutôt que d'attendre que la totalité du lot soit mise au rebut.
En résumé, la découpe au laser à fibre d'acier ne consiste pas à « appuyer sur un bouton », mais à un processus continu d'« observation, de jugement et de correction ».
14. Techniques pratiques pour améliorer l'efficacité et la qualité de la coupe
1) Établir une bibliothèque de processus standard
Établissez une bibliothèque de paramètres de processus standard pour différents matériaux, épaisseurs de plaques, gaz et puissances d'équipement. Cela réduit le temps d'essai de découpe et améliore la stabilité des lots.
2) S'assurer de la confirmation de la première pièce
Effectuez un contrôle de première pièce avant chaque changement de plaque, de lot, de matériau, de buse ou de gaz.
La production en série ne devrait commencer qu'après le passage du contrôle qualité de la première pièce, ce qui réduit considérablement le risque de rebuts.
3) Gestion des processus par couches
Gérez séparément les pièces présentant des exigences d'épaisseur, de matériau et d'aspect différentes. N'utilisez pas un seul ensemble de paramètres.
4) Optimiser la séquence de coupe
Le choix de commencer par les trous internes ou les contours externes, ou par les petites ou les grandes pièces, influe sur la stabilité de la plaque et la qualité finale. Une séquence appropriée réduit la déformation thermique et les pertes de pièces.
5) Maintenir la stabilité à long terme des équipements
Ne vous contentez pas d'entretenir l'équipement lorsque des problèmes surviennent. Procédez à des inspections régulières, au nettoyage, à l'étalonnage et à la tenue de registres.
Plus l'équipement est stable, plus il est facile de standardiser le processus.
15. Les précautions de sécurité ne doivent jamais être ignorées.
Bien que la découpe laser soit très efficace, c'est aussi un procédé de traitement à haute énergie, et la sécurité est toujours la priorité absolue.
1) Sécurité laser
Le laser est dangereux pour les yeux et la peau. Il est strictement interdit de regarder directement le faisceau laser ou la lumière réfléchie. Des mesures de protection appropriées doivent être utilisées pendant son utilisation.
2) Fumées et étincelles
La découpe de tôles d'acier génère une grande quantité de fumées et d'étincelles. Assurez-vous du bon fonctionnement du système d'aspiration des poussières et éloignez la zone de travail des matériaux inflammables.
3) Sécurité gaz
Les bouteilles et canalisations d'oxygène, d'azote et autres gaz doivent être correctement gérées afin de prévenir les fuites, les explosions et les dysfonctionnements. Les systèmes de gaz à haute pression, en particulier, doivent faire l'objet de contrôles réguliers d'étanchéité et de pression.
4) Sécurité des mouvements mécaniques
La plateforme de découpe, la table d'échange et la structure du portique se déplacent à grande vitesse. Les opérateurs doivent éviter de pénétrer dans les zones dangereuses.
Lors des opérations de maintenance, de remplacement des plaques et de nettoyage, les procédures de sécurité telles que la mise hors tension, la coupure du gaz et le verrouillage doivent être respectées.
16. De « Être capable de couper » à « Bien couper »
Au début de l'introduction de la découpe laser, de nombreuses entreprises visaient uniquement à « découper la plaque ». Cependant, une fois la capacité de production accrue, le véritable facteur de compétitivité n'est plus la capacité de découper, mais celle de produire de manière constante des pièces de haute qualité tout en réduisant les coûts globaux.
La découpe laser à fibre de très haut niveau de plaques d'acier vise à :
- Moins de bavures.
- Diminution de l'oxydation.
- Meilleure perpendicularité.
- Moins de déformation.
- Utilisation accrue des matériaux.
- Livraison plus rapide.
- Une consistance de lot plus stable.
- Réduction des coûts de post-traitement.
Autrement dit, le processus de découpe ne sert pas en définitive les « paramètres de la machine », mais les « résultats de production ».
17. Résumé
La clé du succès de la découpe de plaques d'acier au laser à fibre réside toujours dans la capacité du système. Si la découpe de plaques d'acier au laser à fibre peut sembler être un processus unique, il s'agit en réalité d'un projet d'ingénierie système complexe impliquant de multiples facteurs interdépendants.
La puissance de l'équipement n'est que le point de départ. Ce qui détermine réellement l'effet, c'est le résultat combiné de l'état du matériau, du choix du gaz, de la position du point focal, de l'adéquation de la buse, du contrôle de la vitesse, de la stratégie de perçage, de l'optimisation de l'agencement, de la maintenance de l'équipement et de l'expérience du personnel.
Pour bien découper les plaques d'acier, il faut garder à l'esprit les principes fondamentaux suivants :
- Premièrement, assurez-vous de la stabilité des conditions matérielles et des équipements, puis envisagez l'optimisation des paramètres.
- Le réglage du gaz, de la mise au point et de la vitesse doit être effectué simultanément, et non individuellement.
- La qualité de la perforation détermine la limite supérieure de la découpe des plaques épaisses.
- La qualité de coupe ne se résume pas à la pénétration, mais concerne également les arêtes, la conicité, l'adhérence des scories et le post-traitement.
- L'optimisation des processus n'est pas un événement ponctuel, mais un processus itératif continu.
- La maintenance des équipements et l'expérience du personnel déterminent la stabilité à long terme.
Lorsque les entreprises maîtriseront véritablement ces détails, la découpe laser à fibre d'acier des plaques ne sera plus seulement une méthode de traitement, mais deviendra un avantage concurrentiel essentiel pour améliorer l'efficacité, contrôler les coûts, améliorer la qualité et renforcer les capacités de livraison.




