Оглавление
1. Обзор лазерной резки листового металла
Лазерная резка листового металла — одна из наиболее важных, передовых и широко используемых технологий обработки в современной металлообрабатывающей промышленности. Она использует лазерный луч высокой плотности энергии для облучения поверхности металлических материалов, вызывая их плавление, испарение или сгорание за очень короткое время. Затем расплавленный материал удаляется из зоны резки с помощью вспомогательного газа, что обеспечивает высокоточную, высокоскоростную и высококачественную резку листового металла.
С развитием промышленной автоматизации, интеллектуального производства и гибких методов обработки материалов лазерная резка постепенно вытеснила традиционные процессы газовой резки, плазменной резки и штамповки, став важнейшей технологией в металлообрабатывающей промышленности.
В настоящее время лазерная резка широко используется в следующих областях:
- Промышленность по обработке листового металла
- Лифтовая промышленность
- Кухонная промышленность
- Производство электротехнических шкафов
- Строительная машиностроительная промышленность
- Сельскохозяйственная машиностроительная промышленность
- автомобильная промышленность
- индустрия фитнес-оборудования
- Индустрия рекламной леттеринга
- железнодорожная транспортная отрасль
- Аэрокосмическая промышленность
- Промышленность по производству прецизионных деталей
- сталелитейная промышленность
- промышленность по производству бытовой техники
- Новая энергетическая отрасль
Особенно в эпоху интеллектуального производства лазерная резка листового металла перестала быть просто «режущим устройством» и стала важнейшим узловым звеном всей автоматизированной фабрики.
2. История развития лазерной резки
1) Этап традиционного процесса резки
До широкого распространения лазерной резки обработка листового металла в основном основывалась на следующих методах:
- Резка пламенем
- Плазменная резка
- вырубка на ножницах
- Удар
- резка на пильном станке
- Резка проволоки
Хотя эти традиционные процессы могли удовлетворить основные потребности в обработке, у них было много недостатков:
- Более низкая точность
- Большая зона теплового воздействия
- Сильные заусенцы
- Большое количество последующего измельчения
- Низкая скорость обработки
- Высокая стоимость литья
- Низкая гибкость
- Низкий уровень автоматизации
По мере того как современное производство требовало повышения эффективности и точности, традиционные процессы постепенно перестали соответствовать рыночным требованиям.
2) Эра лазерной резки CO₂
После 1980-х годов лазерная резка CO₂ начала проникать в сферу промышленной обработки материалов.
К его характеристикам относятся:
- Высокое качество резки
- Возможность резать как металлы, так и неметаллы.
- Зрелая и стабильная технология. Однако у нее есть и существенные недостатки:
- Низкая эффективность электрооптического преобразования
- Высокое энергопотребление
- Комплексное обслуживание оптического тракта
- Крупногабаритное оборудование
- Высокие затраты на техническое обслуживание
3) Эра волоконно-лазерной резки
С развитием волоконно-оптических лазерных технологий, станки для лазерной резки листового металла с волоконным лазером постепенно стали основным направлением на рынке.
По сравнению с CO₂-лазерами, волоконные лазеры обладают следующими преимуществами:
- Высокая эффективность электрооптического преобразования
- Улучшенное качество луча
- Более высокая скорость резки
- Снижение энергопотребления
- Снижение затрат на техническое обслуживание
- Повышенная стабильность
- Более подходит для резки металла.
Сегодня волоконно-лазерная резка стала ключевым элементом оборудования в мировой металлообрабатывающей промышленности.
3. Принцип работы лазерной резки металла
Суть лазерной резки заключается в использовании высокоэнергетического лазерного луча для быстрого локального нагрева материала.
При фокусировке лазерного луча его плотность энергии становится чрезвычайно высокой, мгновенно достигая миллионов ватт на квадратный сантиметр.
Под воздействием лазерного излучения металл претерпевает следующие изменения:
- Плавление
- Испарение
- Сгорание
- Шелушение
Затем вспомогательный газ отводит расплавленный металл от пропила, обеспечивая непрерывную резку.
Основные процессы лазерной резки листового металла
– Генерация лазеров
Лазер генерирует лазерный луч высокой энергии.
– Пропускание луча
Луч передается на режущую головку по оптическому волокну.
– Фокусирование
Фокусирующая линза фокусирует лазерный луч в чрезвычайно маленькое пятно.
– Плавление материала
При высоких температурах материал мгновенно плавится.
– Вспомогательный газ для удаления расплавленного шлака
Кислород, азот или воздух сдувают расплавленный материал.
– Формирование керфа
Лазерная головка перемещается в соответствии с запрограммированной последовательностью для завершения резки.
4. Основные компоненты станка лазерной резки листового металла
1) Лазерный блок
Лазерный блок является ядром всей машины.
В настоящее время к числу наиболее распространенных лазеров относятся:
- Волоконные лазеры IPG
- Лазеры Raycus
- MAX лазеры
- Лазеры JPT
- nLIGHT лазеры
Диапазон мощности лазера:
- 1000 Вт
- 1500 Вт
- 3000 Вт
- 6000 Вт
- 12000 Вт
- 20000 Вт
- 30000 Вт
60000 Вт и выше. Более высокая мощность:
- Более высокая скорость резки
- Более толстая режущая пластина
- Более высокая перфорационная способность
Однако, в то же время:
- Более высокая стоимость
- Более высокое энергопотребление
- Более высокие требования к конструкции оборудования

2) Режущая головка
Режущая головка отвечает за:
- Фокусировка лазера
- Контроль фокусировки
- Вспомогательный газ для струйной подачи топлива
Основные бренды систем защиты от столкновений:
- Прецитек
- Raytools
- WSX
- Au3tech
Функция автофокусировки:
Современные режущие головки, как правило, оснащены функцией автофокусировки, которая позволяет автоматически регулировать положение фокуса в зависимости от толщины листа.
Преимущества:
- Улучшенное качество резки
- Увеличенная скорость прокола
- Снижено выгорание кромок
- Улучшенная стабильность
3) Рама станка
Рама машины — это основная конструкция оборудования.
Требования:
- Высокая жесткость
- Высокая стабильность
- Хорошие сейсмические характеристики
- Долгосрочная недеформация
В высококачественных кроватях обычно используются:
- Сварка толстостенных пластин
- Отжиг для снятия напряжений
- Портальное фрезерование
4) Поперечная балка
Поперечная балка влияет на:
- Ускорение
- Стабильность движения
Точность резки. В настоящее время широко распространены:
- Поперечная балка из алюминиевого сплава
- Аэрокосмическая литая алюминиевая поперечная балка
5) Сервосистема
Сервосистема отвечает за управление движением.
Популярные бренды:
- Яскава
- Фудзи
- Панасон
- Инновация
6) Направляющие рельсы и стеллажи
Эти параметры определяют точность работы оборудования для лазерной резки листового металла.
В высококачественном оборудовании обычно используются:
- Тайваньские направляющие HIWIN
- Направляющие рельсы THK производства Японии
- Германия, Атланта, стеллажи
7) Система ЧПУ
Система ЧПУ — это «мозг» оборудования.
Основные функции:
- Импорт графики
- Планирование траектории
- Автоматическая компоновка
- Вызов параметра
- Автоматический поиск краев
- Автоматическое предотвращение столкновений
Основные системы:
- ФСКАТ
- ПА8000
- CypCut
- Бекхофф
5. Основные преимущества лазерной резки
1) Высокая точность резки
Листовой металл lТочность резки лазером обычно достигает следующих показателей:
- ±0,03 мм
- Высокоточное оборудование позволяет достигать точности ±0,01 мм.
Подходит для обработки прецизионных деталей.
2) Хорошее качество резки
Функции:
- Меньше заусенцев
- Высокая перпендикулярность
- Небольшая зона теплового воздействия
- Гладкая поверхность
Многие заготовки можно сваривать или собирать непосредственно после резки.
3) Высокая скорость резки
По сравнению с традиционной нарезкой:
- Значительно повышена эффективность
- Более короткий цикл доставки
- Увеличение производственных мощностей
4) Высокая гибкость
Графические изображения можно изменять без использования пресс-форм.
Особенно подходит для:
- Мелкосерийное производство
- Заказы на несколько видов продукции
- Индивидуальная обработка
5) Высокая степень автоматизации
Включает:
- Автоматическая погрузка и разгрузка
- Автоматическая смена столиков
- Автоматизированное складирование
- Автоматическая сортировка
- Автоматизированное сетевое производство
6. Виды лазерной резки
1) Резка плавлением
Используется лазер для расплавления материала, после чего он удаляется инертным газом.
Функции:
- Яркий срез
- Низкий уровень окисления
- Высокая точность
Подходит для:
- Нержавеющая сталь
- Алюминиевые пластины
- Медные пластины
2) Окислительное резание
Окислительное резание использует кислород для сгорания.
Функции:
- Высокая способность резать толстые пластины.
- Высокоскоростной
Подходит для:
- Углеродистая сталь
3) Резка методом испарения
Метод вакуумной резки использует сверхвысокую энергию для непосредственного испарения материала.
В основном используется для:
- Сверхтонкие материалы
- Специальные материалы
4) Разметка и резка трещин
Нанесение разметки и резка с образованием трещин приводят к разрушению материала под воздействием термического напряжения. В основном используется для хрупких материалов.
7. Распространенные материалы для лазерной резки листового металла.
1) Углеродистая сталь
Функции:
- Хорошие режущие характеристики
- Бюджетный
- Широкое применение
Обычный газ:
- Кислород
2) Нержавеющая сталь
Функции:
- Высокие требования к качеству резки
- Склонен к образованию шлака.
- Чувствителен к параметрам
Обычно для резки используется азот.
3) Алюминиевая пластина
Функции:
- Высокая отражательная способность
- Быстрая теплопроводность
- Высокая сложность нарезки
Требуется мощный лазер.
4) Медная пластина
Медь обладает чрезвычайно высокой отражательной способностью.
Требования:
- Высокостабильный лазер
- Антибликовое покрытие
5) Оцинкованная стальная пластина
В процессе резки легко образуются пары цинка.
Меры предосторожности:
- Вытяжка дымовых газов
- Взрывозащищенный
- Параметры резки
8. Подробное описание параметров процесса лазерной резки
1) Мощность лазера
Высшая сила:
- Более быстрая резка
- Более сильный пирсинг
- Более толстые куски
Однако чрезмерно высокая мощность может привести к следующим последствиям:
- Обожженные края
- Увеличение количества шлака
- Повышенная термическая деформация
2) Скорость резки
Слишком медленно:
- Обожженные края
- Увеличение количества заусенцев
Слишком быстро:
- Неполный разрез
- Накопление шлака
- Шероховатая поверхность среза
3) Положение фокусной точки
Центральная точка оказывает значительное влияние.
Для разных материалов требуются разные точки фокусировки:
- Положительная точка фокусировки
- Отрицательная фокусная точка
- Нулевая фокусная точка
4) Давление газа
Недостаточное давление:
- Плохое удаление шлака
Избыточное давление:
- Грубая резка
5) Тип сопла
Влияние сопла:
- Стабильный воздушный поток
- Качество резки
- Проникающий эффект
9. Подробное описание вспомогательных газов
1) Кислород
Характеристики:
- Способствует горению
- Улучшает возможности резки толстых листов металла.
Недостатки:
- Затемняет срез
- Образует оксидный слой
2) Азот
Характеристики:
- Отсутствие окисления
- Плавный срез
Недостатки:
- Высокая стоимость
- Высокий расход газа
3) Воздух
Преимущества:
- Бюджетный
- Высокая экономическая эффективность
Недостатки:
- Как правило, более низкое качество нарезки.
10. Стандарты оценки качества лазерной резки
- Гладкость поверхности среза: чем гладче поверхность среза, тем лучше.
- Перпендикулярность: Чем выше перпендикулярность разреза, тем выше точность.
- Заусенцы: Высококачественные куски мяса должны быть максимально свободны от заусенцев.
- Зона термического воздействия: чем меньше зона термического воздействия, тем лучше.
- Ширина пропила: чем тоньше пропил, тем выше точность.
11. Распространенные проблемы и решения, возникающие при лазерной резке.
1) Удержание шлака
Причины:
- Недостаточная мощность
- Неподходящая скорость
- Недостаточное давление воздуха
Решения:
- Настройте параметры
- Замените форсунку
- Повысить давление воздуха
2) Выжигание краев
Причины:
- Слишком низкая скорость
- Слишком высокая мощность
3) Неполная резка
Причины:
- Недостаточная мощность
- Неправильная фокусировка
- Загрязнение линз
4) Сильные заусенцы
Причины:
- Аномальный поток воздуха
- Несоответствие параметров
5) Более широкий крой
Причины:
- Сдвиг фокуса
- Повреждение линзы
12. Сравнение лазерной резки с другими методами резки
1) Сравнение с резкой пламенем
Преимущества лазерной резки:
- Высокая точность
- Минимальная термическая деформация
- Высокая степень автоматизации
- Дополнительная обработка не требуется.
2) Сравнение с плазменной резкой
Лазерная резка:
- Более точный
- Более эстетически привлекательная стрижка
- Более высокая скорость для тонких пластин
Плазменная резка:
- Более низкая стоимость толстых пластин
3) Сравнение с прессованием пуансоном
Лазерная резка:
- Формы не требуются
- Высокая гибкость
- Подходит для небольших партий и различных сортов.
Надавливание на перфоратор:
- Высокая эффективность для больших партий
13. Классификация станков для лазерной резки
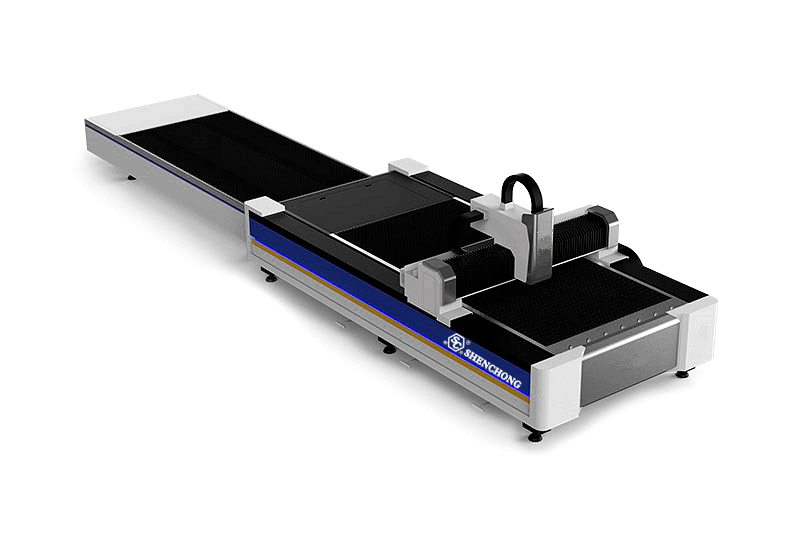
1) Планшетный станок для лазерной резки
Наиболее распространенный тип.
Используется для обработки двухмерных листовых металлов.
2) Станок для лазерной резки сменных столов
Оснащен двумя рабочими столами.
Преимущества:
- Бесперебойная погрузка и разгрузка.
- Более высокая эффективность
3) Закрытый станок для лазерной резки
Функции:
- Полностью закрытый
- Безопаснее
- Экологически чистый
4) Станок для лазерной резки сверхбольших форматов
Подходит для:
- Стальные конструкции
- машиностроение
5) Линия для лазерной резки рулонов
Подходит для непрерывного производства.
14. Применение автоматизации в лазерной резке
Современная лазерная резка листового металла вступила в эпоху автоматизации.
Автоматизированная система погрузки и разгрузки:
Достигнуто:
- Автоматизированная система обработки материалов
- Автоматическая подача материала
- Автоматическая разгрузка материалов
Автоматизированная система сортировки:
Сортировка деталей с помощью роботизированных манипуляторов.
Автоматизированная складская система:
Достигнуто:
- Интеллектуальное хранилище
- Автоматическое планирование
- Беспилотное производство
Интеграция MES-систем:
Внедрение цифрового управления заводом.
15. Процедура лазерной резки
1) Проверка перед запуском
Проверять:
- Давление воздуха
- Температура воды
- Источник питания
- Смазка
2) Обнуление оборудования
Убедитесь, что координаты указаны правильно.
3) Импортные чертежи
Форматы:
- DXF
- DWG
- ИГС
4) Автоматическая компоновка
Улучшить использование материалов.
5) Вызов параметра
Выберите библиотеку процессов в соответствии с толщиной пластины.
6) Пробная обрезка
Проверьте качество.
7) Формальный крой
Проконтролируйте рабочее состояние оборудования.
8) Техническое обслуживание в период простоя
Очистите оборудование.
16. Меры предосторожности при лазерной резке
1) Безопасность при работе с лазерным излучением
Обязательно к ношению: Защитные очки для работы с лазером
Никогда не смотрите прямо на лазер.
2) Безопасность при работе с высоким напряжением
Внутри оборудования присутствует высокое напряжение.
Разборка запрещена для лиц, не являющихся профессионалами.
3) Газовая безопасность
Газы высокого давления должны соответствовать следующим требованиям:
- Надлежащим образом защищено
- Предотвратите протечки
- Держите подальше от источников возгорания.
4) Пожарная безопасность
В процессе резки будут образовываться искры.
Должен быть оснащен:
- Огнетушитель
- система дымоудаления
5) Эксплуатационная безопасность
Запрещенный:
- Обработка за пределами допустимых объемов.
- Несанкционированное изменение параметров
- Работа с неисправностями
17. Техническое обслуживание станков лазерной резки
1) Уход за объективом
Ежедневный осмотр:
- Защитите объектив
- Фокусирующая линза
Соблюдайте чистоту.
2) Смазка направляющей рельсы
Регулярная смазка:
- Предотвратить износ
- Продление срока службы
3) Техническое обслуживание водоохладителей
Регулярно:
- Сменить очищенную воду
- Очистите фильтр
- Проверьте температуру
4) Техническое обслуживание системы удаления пыли
Своевременная уборка:
- Пыль
- Металлический шлак
5) Проверка газового контура
Проверить:
- Утечки
- Стабильность давления
17. Техническое обслуживание станков лазерной резки
1) Качество листового материала
Неравномерность листового материала может привести к следующим последствиям:
- Аномальная фокусировка
- Нестабильная резка
- Сниженная точность
2) Чистота газа
Недостаточная чистота азота может привести к следующим последствиям:
- Пожелтение среза
- Окисление поверхности
3) Загрязнение линзы
Загрязнение линз может привести к следующим последствиям:
- снижение мощности
- Неполная резка
- Выгорание объектива
4) Точность станка
После длительного использования:
- Износ направляющей рельсы
- Люфт реечной передачи
- Сниженная точность
5) Неподходящие параметры
Неправильные параметры могут привести к следующим последствиям:
- Беррс
- Накопление шлака
- выжигание по краю
- Отверстия
19. Анализ стоимости лазерной резки
1) Стоимость электроэнергии
Мощное оборудование потребляет значительное количество электроэнергии.
2) Дополнительные расходы на газ
Азот — самый дорогой газ.
3) Стоимость расходных деталей
Включая:
- Линзы
- Форсунки
- Керамические корпуса
4) Затраты на рабочую силу
Автоматизация может снизить затраты на рабочую силу.
5) Затраты на техническое обслуживание
Регулярное техническое обслуживание оборудования крайне важно.
20. Применение лазерной резки в промышленности
- Лифтовая промышленность: Используется для обработки дверных панелей и панелей лифтовых кабин.
- Кухонная промышленность: огромный спрос на обработку нержавеющей стали.
- Металлоконструкционная промышленность: широко используется для обработки толстолистового металла.
- Автомобильная промышленность: Высокоточная резка деталей.
- Новая энергетическая промышленность: обработка лотков и корпусов для аккумуляторных батарей.
21. Тенденции развития автоматизированной лазерной резки
В будущем лазерная резка листового металла будет развиваться в следующих направлениях:
1) Высшая Сила
От:
- 3 кВт
- 6 кВт
К:
- 20 кВт
- 30 кВт
- 60 кВт+
2) Более высокая скорость
Высокоскоростная резка станет широко распространенной.
3) Автоматизированное беспилотное производство
Включая:
- Автоматическая погрузка и разгрузка
- Автоматизированное складирование
- Автоматическая сортировка
- Автоматизированная логистика
4) Интеллектуализация
Автоматизация системы:
- Настройка параметров
- Мониторинг состояния
- Прогнозирование неисправностей
5) Гибкое производство
Адаптация к заказам на несколько сортов продукции небольшими партиями.
22. Как выбрать станок для лазерной резки?
– Определите материал, подлежащий обработке.
Для разных материалов требуются разные виды оборудования.
– Определите толщину пластины.
Это определяет выбор мощности.
– Определение потребностей в производственных мощностях
Это определяет технические характеристики оборудования.
– Сосредоточьтесь на основных компонентах
К числу ключевых компонентов, которые следует учитывать, относятся:
- Лазер
- Режущая головка
- Система
- Сервосистема
– Уделяйте особое внимание послепродажному обслуживанию.
Послепродажное обслуживание определяет долгосрочную стабильную работу оборудования.
23. Анализ применения станков лазерной резки с различными уровнями мощности.
1) Уровень мощности 1000–3000 Вт
Подходит для:
- Обработка тонких листов
- рекламная индустрия
- Небольшие заводы по производству листового металла
- Производство электротехнических шкафов
Преимущества:
- Бюджетный
- Низкое энергопотребление
- Быстрая окупаемость инвестиций
2) Уровень мощности 6000–12000 Вт
В настоящее время это основной диапазон мощности.
Подходит для:
- Обработка листового металла средней и большой толщины
- Крупномасштабная обработка листового металла
- Строительная техника
- Производство лифтов
Функции:
- Высокая скорость резки
- Высокая общая эффективность
- Широкое рыночное применение
3) Сверхвысокая мощность (более 20000 Вт)
Подходит для:
- Обработка толстолистового металла
- сталелитейная промышленность
- Тяжелая промышленность
- Судостроительная промышленность
Функции:
- Чрезвычайно высокая пробивная способность для толстых пластин.
- Чрезвычайно высокая эффективность резки
- Очень высокие требования к конструкции оборудования.
24. Контроль термической деформации при лазерной резке
Термическая деформация является критически важной проблемой в металлообработке.
Основные причины:
- Локализованные высокие температуры
- Неравномерное термическое напряжение
- Неправильный путь среза
Методы контроля:
1) Оптимизация траектории резки
Во избежание локальной концентрации тепла.
2) Оптимизация макета
Во избежание перенасыщения деталями.
3) Используйте микросоединения
Для уменьшения деформации деталей.
4) Оптимизация согласования мощности
Во избежание перегрева.
5) Сегментированная резка
Для уменьшения общего накопления тепла.
25. Технология разметки при лазерной резке
Планировка напрямую влияет на использование материалов.
Распространенные методы компоновки:
- Стандартная компоновка
Подходит для стандартных деталей.
- Смешанная планировка
Для различных элементов, объединенных в компоновке.
- Резка по общему краю
Несколько деталей, имеющих общую грань.
Преимущества:
- Экономит материал
- Повышает эффективность
- Разрезка моста
Для сокращения времени простоя.
26. Интеллектуальная база данных технологических процессов в лазерной резке
Современное оборудование для лазерной резки, как правило, имеет базу данных технологических процессов.
В число функций входят:
- Автоматический вызов параметров
- Автоматическая регулировка давления воздуха
- Автоматическое управление фокусировкой
- Автоматическое согласование мощности
Преимущества:
- Снижение сложности эксплуатации
- Улучшенная стабильность
- Снижение количества человеческих ошибок
27. Система защиты окружающей среды для лазерной резки
Лазерная резка позволяет получить:
- Пары
- Металлические частицы
- Вредные газы
Следовательно, система охраны окружающей среды имеет важное значение.
1) Пылесборник
Отвечает за фильтрацию дымовых газов.
2) Система воздуховодов
Отвечает за транспортировку паров.
3) Система очистки воздуха
Улучшает обстановку в мастерской.
28. Цифровое управление в лазерной резке
Современные заводы все больше делают упор на цифровизацию.
Цифровые функции включают в себя:
- Удаленный мониторинг
- Сетевое оборудование
- Статистика данных
- отслеживаемость производства
- Управление процессами
- Система раннего предупреждения о неисправностях
29. Руководство по выбору станка для лазерной резки, чтобы избежать ошибок.
1) Не смотрите только на цену.
Недорогое оборудование часто:
- Сокращенная конфигурация
- Низкая стабильность
- Недостаточное послепродажное обслуживание
2) Сосредоточьтесь на основных компонентах
Обратите внимание:
- Бренд «Лазер»
- Марка режущей головки
- Бренд системы
- Серво марки
3) Проверьте процесс изготовления станины станка.
Включает ли это:
- Отжиг
- лечение старения
- Прецизионная обработка
4) Наблюдайте за фактическим эффектом резки.
Необходима пробная резка.
5) Оцените сильные стороны производителя.
Это включает в себя:
- возможности в области исследований и разработок
- Команда послепродажного обслуживания
- Масштабы производства
- Примеры использования продукта клиентами
30. Роль лазерной резки в интеллектуальном производстве
Лазерная резка листового металла стала важным отправным пунктом для интеллектуального производства.
Его главная ценность заключается в:
- Гибкость
- Цифровизация
- Автоматизация
- Интеллект
Будущее направление развития заводов:
«Лазерная резка + автоматизированная обработка материалов + автоматизированная погрузка и разгрузка + роботизированная сортировка + система MES + интеллектуальное складирование»
Формирование полноценной беспилотной производственной системы.
31. Перспективы конкуренции в отрасли лазерной резки в будущем
В будущем конкуренция перестанет быть просто «конкуренцией за оборудование».
Вместо:
- Конкуренция в сфере комплексной автоматизации производственных линий.
- Конкуренция на рынке интеллектуальных заводов
- Конкуренция в сфере баз данных бизнес-процессов
- Конкуренция в сфере программных систем
- Конкуренция в сфере предоставления услуг
Тот, кто сможет предложить комплексные решения, будет более конкурентоспособен на рынке.
32. Заключение
Лазерная резка листового металла — одна из основополагающих технологий современного промышленного производства.
Это не только изменило традиционные методы обработки листового металла., но также подтолкнула обрабатывающую промышленность к следующим направлениям:
- Высокая эффективность
- Высокая точность
- Высокая гибкость
- Автоматизация
- Интеллектуализация
От первоначальной традиционной резки до современных интеллектуальных волоконно-оптических лазерных систем мощностью 10 000 ватт, лазерные технологии полностью изменили ландшафт мировой металлообрабатывающей промышленности.
В будущем, с развитием искусственного интеллекта, промышленного интернета и робототехники, лазерная резка будет глубоко интегрирована с... автоматизированная система хранения листового металлаИнтеллектуальная гибка, роботизированная погрузка и разгрузка, а также системы MES — все это позволит создать по-настоящему интеллектуальную фабрику.
Для предприятий освоение передовой технологии лазерной резки листового металла означает не только повышение эффективности, но и улучшение качества продукции, снижение затрат и укрепление конкурентоспособности на рынке.
Вполне вероятно, что лазерная резка будет и впредь определять направление развития мировой металлообрабатывающей промышленности в течение длительного времени.




