Sommario
La piegatrice a 3 rulli è un'attrezzatura molto comune nella formatura di lamiere metalliche, utilizzata principalmente per piegare lamiere piane in forme cilindriche, ad arco e coniche. Trova ampio impiego in settori quali recipienti a pressione, torri per turbine eoliche, camini, condotte, impianti di ventilazione, strutture in acciaio e produzione di macchinari. Il suo valore principale non risiede semplicemente nella "piegatura della lamiera", ma nel completamento efficiente e stabile del processo di formatura, garantendo al contempo rotondità, rettilineità, precisione da un'estremità all'altra e qualità della superficie.
Questa guida fornisce una spiegazione sistematica da diversi punti di vista, tra cui il riconoscimento delle apparecchiature, l'ispezione pre-avvio, il funzionamento effettivo, il controllo del processo, la gestione di materiali diversi, la manutenzione, la risoluzione dei problemi e le precauzioni di sicurezza.
1. Panoramica delle attrezzature
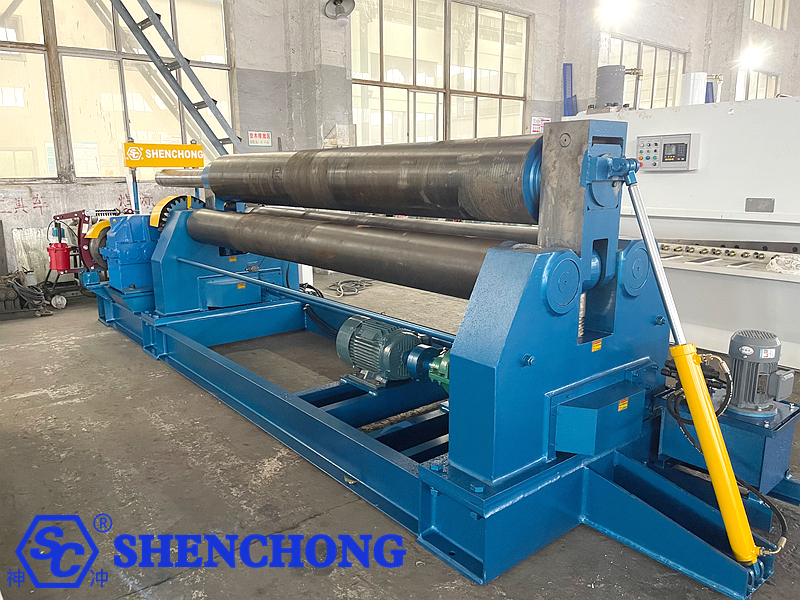
La piegatrice a 3 rulli è un'attrezzatura fondamentale utilizzata per piegare lamiere metalliche e ottenere pezzi cilindrici, ad arco o conici.
È ampiamente utilizzato in:
- Strutture in acciaio (cilindri, tubi)
- Recipienti a pressione
- Torri di turbine eoliche
- Costruzione navale
- Attrezzature petrolchimiche
Tipi comuni:
- Simmetrico (simmetrico a tre rulli)
- Asimmetrico (asimmetrico a tre rulli)
- Rullo superiore universale (il più comune)
2. Principio di funzionamento della piegatrice per lamiere a 3 rulli
- Principio fondamentale: tre punti formano un cerchio
- Rullo superiore: Rullo azionato (rotante)
- Rullo inferiore/Rulli laterali: Regolare la posizione per formare il raggio di curvatura
La lamiera subisce una continua deformazione plastica sotto la forza dei tre rulli, formando gradualmente un arco.
La piegatrice a tre rulli applica una forza di piegatura continua alla lamiera attraverso gli alberi dei rulli, provocando una graduale deformazione plastica della lamiera stessa. Man mano che la lamiera passa ripetutamente tra gli alberi dei rulli, le fibre esterne vengono allungate e quelle interne compresse, formando infine la curvatura desiderata.
A seconda della struttura, piegatrici per lamiere a tre rulli Generalmente si presentano in tre forme:
1) Macchina piegatrice per lamiere simmetrica a tre rulli
- Il rullo superiore si trova al centro, mentre i rulli inferiori sono posizionati ai lati.
- Struttura semplice, prezzo relativamente basso.
- Adatto per la laminazione cilindrica in generale.
- Scarsa capacità di pre-piegatura all'estremità, che spesso richiede la flangiatura.
2) Macchina piegatrice asimmetrica a 3 rulli per lamiere
- Le posizioni dei rulli superiore e inferiore non sono completamente simmetriche.
- Generalmente ha un migliore effetto di pre-piegatura.
- Adatto ad applicazioni che richiedono una maggiore precisione di formatura.
3) Piegatrice a tre rulli completamente idraulica o a controllo numerico (CNC)
- Funzionamento più stabile e controllo più preciso.
- Consente la regolazione programmata, la memorizzazione dei parametri e il posizionamento automatico.
- Più adatto alla produzione in serie e di precisione.
3. Struttura dell'attrezzatura per la piegatura di lamiere a tre rulli
1) Sistema meccanico
- Rullo superiore: trasmissione principale
- Rullo inferiore: supporto
- Rulli laterali: regolazione della curvatura
- Telaio basculante: scarico
- Telaio: Portata complessiva
2) Sistema idraulico
- Cilindro idraulico: aziona i rulli laterali/inferiori
- Stazione di pompaggio idraulica
- Valvola di controllo della pressione
3) Sistema di controllo elettrico
- Sistema PLC/CNC
- Pannello di controllo: Manuale/Automatico
- Codificatore: Rilevamento della posizione
4. Informazioni essenziali prima dell'uso
Prima di iniziare ufficialmente le operazioni, gli operatori devono avere ben chiari almeno i seguenti punti:
1) Parametri della lamiera
È necessario confermare:
- Tipo di materiale: acciaio al carbonio, acciaio inossidabile, lamiera di alluminio, lamiera zincata, ecc.
- Spessore della lamiera
- Larghezza del foglio
- lunghezza del foglio
- Limite di snervamento del materiale
- Sia ricotto, sia rivestito in superficie
- Sia che siano richieste forme coniche, ellittiche o altre forme speciali
2) Capacità nominale dell'apparecchiatura
Non limitarti a considerare lo "spessore massimo", ma valuta anche:
- Capacità di rotolamento massima in base alla resistenza del materiale
- Capacità massima di laminazione per quale larghezza di foglio
- Diametro minimo di rotolamento
- Se la laminazione a freddo è consentita
- Adatto per estremità pre-piegate
Molti utenti riscontrano problemi non perché l'apparecchiatura sia guasta, ma perché viene utilizzata al di fuori delle specifiche.
Per esempio:
La difficoltà di laminazione della lamiera d'acciaio Q235 e dell'acciaio ad alta resistenza è completamente diversa per la stessa lamiera d'acciaio da 10 mm. L'acciaio inossidabile ha un ritorno elastico più pronunciato rispetto al normale acciaio al carbonio. Sebbene la lamiera di alluminio sia morbida, è soggetta a graffi superficiali.
3) Requisiti di formazione
Prima di avviare la macchina, è necessario chiarire quanto segue:
- Qual è il diametro del prodotto finito?
- Si tratta di un cerchio completo o di un arco parziale?
- Le due estremità devono essere saldate testa a testa?
- È richiesta un'elevata rotondità?
- È ammissibile un piccolo errore ellittico?
- È necessaria la rastrematura?
5. Lista di controllo pre-accensione
Questo passaggio è cruciale. Molti malfunzionamenti delle apparecchiature e incidenti di sicurezza sono causati da controlli pre-accensione inadeguati.
1) Ispezione del sistema meccanico
- Ispezionare la superficie di ciascun rullo per individuare eventuali ammaccature evidenti, crepe, scorie di saldatura e bave.
- Verificare che l'albero del rullo ruoti liberamente e senza inceppamenti.
- Verifica se il telaio e i bulloni di ancoraggio sono allentati.
- Verificare che tutti i bulloni di fissaggio siano ben serrati.
- Verificare che le guide, i cursori, le viti di comando e il meccanismo di sollevamento siano ben lubrificati.
2) Ispezione del sistema idraulico
- Verificare che il livello dell'olio idraulico sia normale.
- Verificare se l'olio è nero, emulsionato o contiene impurità.
- Verificare la presenza di perdite nelle tubazioni idrauliche, nei giunti e nei cilindri.
- Verificare la presenza di rumori anomali provenienti dalla pompa dell'olio.
- Verificare che la pressione sia stabile.
- Verificare che la temperatura dell'olio rientri in un intervallo ragionevole.
3) Ispezione dell'impianto elettrico
- Verificare che la tensione di alimentazione sia stabile.
- Verificare che il pulsante di arresto di emergenza funzioni correttamente.
- Verificare che le azioni di rotazione in avanti/indietro, sollevamento e regolazione siano normali.
- Verificate la presenza di polvere, umidità o segni di bruciatura all'interno del quadro elettrico.
- Verificare che tutti i finecorsa e i sensori funzionino correttamente.
4) Ispezione dei dispositivi di sicurezza
- Verificare se il pulsante di arresto di emergenza è sensibile.
- Verificare che la pellicola protettiva sia integra.
- Verifica che l'interruttore a pedale sia affidabile.
- Verifica se i pulsanti a due mani sono utilizzabili.
- Verificare la presenza di corpi estranei in prossimità dei rulli superiore e inferiore.
- Verifica che l'area di lavoro sia pulita.
6. Procedure operative (passaggi standard)
Di seguito è riportata una sequenza operativa generalmente accettata per la calandratura delle lamiere. Modelli diversi di apparecchiature possono presentare lievi variazioni nella sequenza, ma la logica di base rimane la stessa.
Passaggio 1: Avviare l'apparecchiatura
- Collegare l'alimentatore principale.
- Verificare che il sistema di controllo sia acceso correttamente.
Eseguire operazioni di corsa senza carico per confermare:
- Il sollevamento e l'abbassamento del rullo superiore sono normali.
- La regolazione del rullo laterale è normale.
- La rotazione del rullo inferiore è normale.
- La rotazione in avanti e all'indietro sono normali.
- Il sistema di arresto di emergenza è efficace.
Passaggio 2: Selezionare le posizioni dei rulli appropriate
Regolare la posizione dei rulli superiore e inferiore in base allo spessore della lamiera e al diametro desiderato.
I principi sono:
- Più spessa è la piastra, più grande deve essere in genere l'apertura iniziale.
- Quanto minore è il diametro del bersaglio, tanto maggiore è la flessione.
- Quando è necessaria la pre-piegatura, la posizione del rullo e la posizione dell'estremità della piastra devono essere correttamente allineate.
Le modalità di posizionamento differiscono tra apparecchiature simmetriche e asimmetriche. Attenersi alle istruzioni dell'apparecchiatura.
Fase 3: Posizionamento e collocazione del materiale
- Posizionare il materiale in fogli in modo uniforme all'interno dell'attrezzatura.
- Assicurarsi che i bordi del materiale in fogli siano paralleli ai rulli.
- Allineare la linea centrale del foglio di materiale con la linea centrale dell'attrezzatura.
- Se si utilizza un dispositivo di guida, regolarne prima la posizione.
- Impedire che il materiale in fogli entri ad angolo, evitando "deviazioni" o "arrotolamenti obliqui".
Passaggio 4: Pre-piegatura prima dell'arrotolamento
Questo è un passaggio cruciale. Infatti, durante l'arrotolamento del materiale in fogli, le estremità spesso non si arrotolano naturalmente nella posizione corretta, lasciando dei "bordi dritti". Pertanto, di solito è necessario pre-piegare le estremità anteriore e posteriore.
Punti di pre-piegatura:
- Innanzitutto, premere l'estremità del foglio piegandola in modo appropriato.
- Ridurre al minimo i bordi dritti alle estremità del foglio.
- La profondità di pre-piegatura deve corrispondere al diametro desiderato.
- La pre-piegatura alle due estremità deve essere il più uniforme possibile. In caso contrario, il prodotto finito presenterà bordi disallineati o una forma ellittica.
Passaggio 5: Arrotolamento formale
- Avviare la rotazione del rullo.
- Premere lentamente verso il basso o regolare i rulli laterali.
- Osservare lo stato di rotolamento del materiale in fogli.
- Se necessario, rotola avanti e indietro più volte.
- Avvicinarsi gradualmente al raggio di destinazione, anziché premere il pulsante nella posizione corretta in un colpo solo.
Passaggio 6: Correzione e arrotondamento
- Dopo aver raggiunto una dimensione prossima a quella desiderata, è necessaria una messa a punto finale:
- Verificare che il diametro soddisfi i requisiti
- Verificare che lo spazio tra le interfacce sia uniforme.
- Verificare che la rotondità sia uniforme
- Verifica se i bordi della piastra sono disallineati
- Eseguire un arrotondamento secondario se necessario
Fase 7: Scarico
- Verificare che i rulli si siano fermati.
- Rilascia la pressione.
- Rimuovere il pezzo in lavorazione mediante sollevamento o con l'ausilio di attrezzi manuali.
- I pezzi di grandi dimensioni devono essere sollevati utilizzando attrezzature di sollevamento o telai di supporto adeguati.
- È severamente vietato inserire la mano nello spazio tra i rulli per rimuovere con la forza il materiale.
7. Tecniche operative fondamentali di una macchina per laminazione a tre rulli

La chiave per utilizzare efficacemente la piegatrice a 3 rulli per lamiere risiede nel controllo del processo, non semplicemente nella capacità di "avvolgerla".
1) Controllo della pre-piegatura
- Una pre-piegatura insufficiente lascerà bordi dritti evidenti.
- Una pre-piegatura eccessiva porterà a deformazioni localizzate, difficoltà nel formare una forma rotonda e persino bordi ondulati.
- In base all'esperienza, è necessario formulare un giudizio complessivo tenendo conto dello spessore del materiale, del carico di snervamento, del diametro dei rulli e della struttura dell'attrezzatura.
Nella maggior parte delle condizioni operative, la pre-piegatura dovrebbe garantire i seguenti risultati:
- I bordi dritti più corti a entrambe le estremità
- Curvatura simmetrica a entrambe le estremità
- Quantità di pre-piegatura costante e stabile
2) Controllo dell'angolo di avanzamento
Quando il foglio entra nel trasportatore a rulli, deve essere mantenuto:
- Parallelo all'asse del rullo
- Allineato con la linea centrale
- Nessuna deformazione della superficie del foglio
- Nessuna distorsione dei bordi del foglio
Se l'angolo di alimentazione non è corretto, il prodotto finito spesso presenta le seguenti caratteristiche:
- Deviazione conica
- Stretto da un lato e largo dall'altro
- Cilindro attorcigliato
- Giunti irregolari
3) Formare in fasi, evitare di premere rapidamente
Molti principianti tendono a premere molti tasti contemporaneamente, il che porta facilmente a:
- piegamento eccessivo locale
- Increspatura della superficie del foglio
- Graffi sulla superficie del materiale
- Aumento dell'ovalizzazione del cilindro
Il metodo corretto è:
- Innanzitutto, premere leggermente e osservare la tendenza alla flessione
- Aumentare gradualmente la curvatura
- Verifica i risultati dopo ogni regolazione
- L'utilizzo del metodo "quantità multiple e piccole" è più affidabile
4) Presta attenzione al ritorno elastico
- Materiali diversi hanno diverse proprietà di ritorno elastico.
- L'acciaio al carbonio ha un ritorno elastico relativamente piccolo
- L'acciaio inossidabile ha un ritorno elastico maggiore
- L'acciaio ad alta resistenza ha un ritorno elastico più evidente
- Le leghe di alluminio presentano valori di ritorno elastico significativamente diversi a causa delle diverse proprietà dei materiali.
Pertanto, durante la laminazione al diametro desiderato, non si può considerare solo la dimensione istantanea. Occorre tenere conto anche del ritorno elastico dopo il rilascio della pressione e potrebbe essere necessaria una compensazione dell'eccesso di avvolgimento.
5) Controllo della qualità della superficie
Se è richiesta una finitura superficiale elevata, prestare attenzione a:
- La superficie del rullo è pulita?
- Sono presenti scorie di saldatura o limatura di ferro?
- Ci sono particelle dure intrappolate tra il foglio e la superficie del rullo?
- Sono presenti tracce di serraggio del materiale?
Per le lamiere in acciaio inossidabile o alluminio, è meglio evitare il contatto diretto e i graffi causati dallo sporco.
Pertanto, durante la laminazione al diametro desiderato, non bisogna considerare solo la dimensione istantanea, ma anche il ritorno elastico dopo il rilascio della pressione. Potrebbe essere necessaria una compensazione per la laminazione eccessiva.
6) Controllare la qualità della superficie
Se è richiesta una finitura superficiale elevata, prestare attenzione a:
- La superficie del rullo è pulita?
- Sono presenti scorie di saldatura o limatura di ferro?
- Ci sono particelle dure intrappolate tra il foglio e la superficie del rullo?
- Sono presenti tracce di serraggio del materiale?
- Per le lamiere in acciaio inossidabile o alluminio, è meglio evitare il contatto diretto e i graffi causati dallo sporco.
8. Punti chiave per la laminazione di diversi materiali
1) Piastra in acciaio al carbonio
Caratteristiche:
- Buona plasticità.
- Adatto alla maggior parte dei processi di laminazione convenzionali.
- Basso ritorno elastico, tecnologia matura.
Precauzioni:
- Presta attenzione al tonnellaggio delle attrezzature per le lamiere spesse.
- Lo strato di ossido sui bordi può facilmente compromettere la superficie.
- Prestare attenzione al rilascio delle tensioni nelle piastre strutturali saldate.
2) Lamiera di acciaio inossidabile
Caratteristiche:
- elevato ritorno elastico
- Superficie facilmente graffiabile
- Richiede una maggiore precisione di formatura
Precauzioni:
- La superficie del rullo deve essere pulita.
- Evitare che particelle dure premano sulla superficie.
- La pre-piegatura e la compensazione dovrebbero essere più precise.
- Evitare di pizzicare o graffiare la superficie durante lo scarico.
3) Lamiera di alluminio
Caratteristiche:
- Materiale più morbido.
- Soggetta a incavi superficiali.
- Si danneggia facilmente se sottoposto a pressione eccessiva.
- Richiede un'elevata qualità della superficie dei rulli.
Precauzioni:
- La superficie del rullo deve essere priva di sbavature.
- La forza di serraggio non deve essere eccessiva.
- Evitare di premere ripetutamente.
- Durante il trasporto e il sollevamento, assicurarsi di proteggere il prodotto con imballaggi morbidi.
4) Acciaio ad alta resistenza
Caratteristiche:
- Elevata resistenza allo snervamento.
- Richiede una maggiore forza di formatura.
- Ritorno elastico significativo.
- Aumenta facilmente il carico delle apparecchiature.
Precauzioni:
- È severamente vietato superare le specifiche.
- È necessario verificare la capacità nominale dell'apparecchiatura.
- Il processo di laminazione dovrebbe essere più fluido e lento.
- I sistemi idraulici e di azionamento dell'apparecchiatura sopportano un carico maggiore, il che richiede un attento monitoraggio dell'aumento di temperatura e pressione.
9. Punti chiave per operazioni coniche, ad arco e su pezzi speciali
1) Laminazione conica
La laminazione conica è più complessa della laminazione circolare perché le circonferenze alle due estremità sono diverse, il che richiede che la lamiera assuma una forma conica.
Punti chiave:
- L'angolo di alimentazione della lamiera deve essere compensato in base ai requisiti di conicità.
- Le quantità di materiale da alimentare sui due lati della lamiera devono essere diverse.
- È necessario un dispositivo di laminazione conica o un utensile speciale.
- Occorre innanzitutto confermare le dimensioni delle estremità grande e piccola.
- Più lungo è il cono e minore è l'angolo del cono, più critico diventa il controllo.
2) Laminazione ad arco
Se è necessario solo un arco parziale, anziché un cerchio completo:
- Impostare il raggio di curvatura desiderato.
- Controllare la lunghezza di avvolgimento.
- Formare in segmenti più volte.
- Mantenere una lunghezza dell'arco uniforme.
3) Lastre sottili di grande diametro
Le lamine sottili di grande diametro sono soggette a:
- Rughe
- Bordi ondulati
- Instabilità
- Formazione irregolare
Soluzioni:
- Ridurre l'entità della singola flessione
- Aumentare il sostegno materiale
- Controllare la planarità della superficie del foglio
- Utilizzare un metodo di rotolamento più delicato e a più fasi.
10. Problemi comuni e soluzioni
1) Bordi dritti eccessivamente grandi a entrambe le estremità
Causa:
- Pre-piegatura insufficiente
Soluzione:
- Aumentare la quantità di pre-piegatura
- Utilizzare la “Pre-piegatura secondaria”
2) Circonferenza irregolare, grande ovalità
Causa:
- Regolazione non uniforme della posizione del rullo
- Alimentazione del foglio errata
- Pressione non uniforme su entrambi i lati
- Tempi di rotolamento insufficienti
- Grande differenza nel ritorno elastico del materiale
Soluzione:
- Corretto bilanciamento sinistra-destra dell'attrezzatura
- Regolare la linea centrale
- Aggiungi processo di arrotondamento
- Compensare l'eccessiva arrotolatura del materiale
3) Deviazione del materiale della lamiera
Causa:
- Lastra di materiale non allineata
- Errore di parallelismo dei rulli
- Dispositivo di guida non regolato
- La tavola non è dritta
Soluzione:
- Riallineare
- Consulta la guida
- Corretto parallelismo dei rulli
- Bordo del foglio di rifinitura
4) Forma conica
Causa:
- Lastra di materiale non allineata
Soluzione:
- Riallineare
- Regolare la differenza di pressione del rullo laterale
5) Graffi superficiali
Cause:
- Oggetti estranei sulla superficie del rullo
- usura o graffi sulla superficie del rullo
- Particelle incorporate nella superficie del foglio
- serraggio eccessivo
Soluzioni:
- Pulire la superficie del rullo
- Levigare o riparare la superficie del rullo
- Rinforzare la protezione per i materiali con elevati requisiti di superficie.
- Ridurre la pressione di contatto superflua
6) Slittamento del foglio
Cause:
- Pressione insufficiente
- Contaminazione superficiale da idrocarburi
Soluzioni:
- Aumentare la forza di serraggio
- Pulisci il lenzuolo
7) Azione idraulica lenta o debole
Cause:
- Olio idraulico insufficiente
- Usura della pompa
- Pressione anomala del sistema
- Ostruzione del circuito dell'olio
- Temperatura dell'olio troppo alta
Soluzioni:
- Controllare il livello dell'olio
- Elemento filtrante sostituito
- Controllare la pompa e la valvola
- Circuito dell'olio pulito
- Controllo del tempo di funzionamento continuo ad alto carico
11. Guida alla manutenzione (Punti chiave)
1) Manutenzione giornaliera
- Superficie del rullo pulita
- Ispezionare il circuito dell'olio
- Ispezionare i dispositivi di fissaggio
- Lubrificare le guide
2) Sistema idraulico
- Sostituire l'olio idraulico ogni 2000 ore
- Pulire regolarmente l'elemento filtrante.
- Verificare la presenza di perdite d'olio.
3) Componenti meccanici
- Ispezionare l'usura dei rulli
- Controllare la temperatura del cuscinetto
- Corretto parallelismo dei rulli
4) Impianto elettrico
- Ispezionare il cablaggio
- Parametri PLC di backup
- Calibra encoder
12. Manutenzione giornaliera
La manutenzione è fondamentale per il funzionamento stabile a lungo termine di una piegatrice per lamiere a 3 rulli.
1) Manutenzione giornaliera
- Pulire la superficie dell'attrezzatura, le superfici dei rulli e l'area di lavoro.
- Verificare la presenza di perdite d'olio, dispersioni elettriche e parti allentate.
- Rimuovere trucioli di lamiera, limatura di ferro e scorie di saldatura.
- Verificare il corretto funzionamento dei punti di lubrificazione.
- Avviare la piegatrice a 3 rulli senza carico per verificare il corretto funzionamento.
2) Manutenzione settimanale
- Controllare i dispositivi di fissaggio.
- Verificare la lubrificazione di rulli, guide, catene o ingranaggi.
- Controllare le tubazioni e i raccordi idraulici.
- Osservare le variazioni di temperatura dell'olio e di rumorosità.
- Verificare la fluidità dei movimenti principali.
3) Manutenzione mensile
- Verificare il livello di contaminazione dell'olio idraulico.
- Verificare le condizioni dell'elemento filtrante.
- Controllare i terminali del cablaggio elettrico.
- Controllare i finecorsa e i sensori.
- Verificare il livello dell'attrezzatura e le condizioni delle fondamenta.
4) Manutenzione ordinaria straordinaria
- Cambiare l'olio idraulico.
- Modifica l'elemento filtro.
- Verificare l'usura dei cuscinetti.
- Verificare la precisione della superficie dei rulli.
- Controllare l'olio del riduttore.
- Eseguire la calibrazione di precisione se necessario.
13. Requisiti di lubrificazione
La lubrificazione è uno dei fattori chiave per il funzionamento stabile a lungo termine della piegatrice per lamiere a 3 rulli.
Punti di lubrificazione:
- Cuscinetti a rulli
- Guide di scorrimento
- Viti a piombo
- Ingranaggi
- Catene
- Meccanismo di sollevamento
- Altri collegamenti meccanici
Principi di lubrificazione:
- Utilizzare l'olio e il ciclo di lubrificazione specificati nel manuale di istruzioni.
- Non mescolare grassi inadatti per parti diverse.
- Quantità di lubrificante adeguata; una lubrificazione eccessiva può attirare la polvere.
- Aumentare la frequenza delle ispezioni in ambienti ad alta temperatura e con carichi elevati.
14. Procedure operative di sicurezza
La calandratrice a tre rulli è un'attrezzatura di formatura per impieghi gravosi; la sicurezza deve essere la massima priorità.
Principi da seguire:
- Gli operatori devono essere formati.
- Non indossare abiti larghi, sciarpe o guanti in prossimità di parti rotanti.
- Non inserire le mani negli spazi tra i rulli.
- Assicurarsi che l'attrezzatura sia completamente arrestata prima di scaricarla.
- I pezzi di grandi dimensioni devono essere sollevati.
- Arrestare immediatamente la piegatrice per lamiere a 3 rulli se si rilevano rumori anomali, vibrazioni, perdite d'olio o odori sgradevoli.
- Prima di qualsiasi intervento di manutenzione, è necessario scollegare l'alimentazione, scaricare la pressione e affiggere un cartello di avvertimento.
Nota speciale:
- Quando l'apparecchiatura è in funzione, nessuno deve sostare sul lato in cui il pezzo in lavorazione potrebbe ribaltarsi.
- Quando si lavora con pezzi di grande diametro, è necessario impedire che il pezzo rotoli e provochi lesioni.
- È necessario fornire un supporto adeguato durante la laminazione di forme coniche e lastre extra-lunghe.
- Qualsiasi sovraccarico può causare danni ai rulli, ai cilindri e ai riduttori.
15. Suggerimenti empirici per il funzionamento
Queste esperienze sono estremamente utili nella produzione reale.
Produzione di prova prima della produzione di massa:
Per nuovi processi, materiali e dimensioni, si consiglia di realizzare prima un pezzo di prova per confermare i parametri prima della produzione in serie.
Attenzione a Springback. Non limitarti a guardare le dimensioni della macchina:
Le dimensioni effettive dopo la depressurizzazione sono le dimensioni reali.
Siate più prudenti con lamiere spesse e acciaio ad alta resistenza:
Velocità di rotolamento inferiori e applicazioni di pressione più frequenti garantiranno maggiore sicurezza sia per le attrezzature che per i pezzi in lavorazione.
La pulizia è fondamentale per il lavoro pezzi con elevati requisiti di finitura superficiale:
Anche una piccola scheggia di metallo può lasciare un graffio visibile sulla superficie.
Disporre la sospensione degli ausili di sollevamento:
I cilindri di grandi dimensioni sono estremamente pericolosi se perdono l'equilibrio.
Garantire una distribuzione uniforme della forza:
Una pressione non uniforme su un lato spesso si traduce in forme ellittiche o contorte.




