目次
3本ローラー式板金曲げ機は、金属板成形において非常に一般的な装置であり、主に平板を円筒形、円弧形、円錐形に成形するために使用されます。圧力容器、風力タービンタワー、煙突、パイプライン、換気装置、鉄骨構造物、機械製造などの産業で幅広く使用されています。その真価は、単に「板を圧延する」ことだけではなく、真円度、真直度、端から端までの精度、表面品質を確保しながら、効率的かつ安定的に成形プロセスを完了することにあります。
このガイドでは、機器の識別、始業前点検、実際の操作、プロセス制御、さまざまな材料の取り扱い、メンテナンス、トラブルシューティング、安全上の注意事項など、複数の側面から体系的に説明します。
1. 機器概要
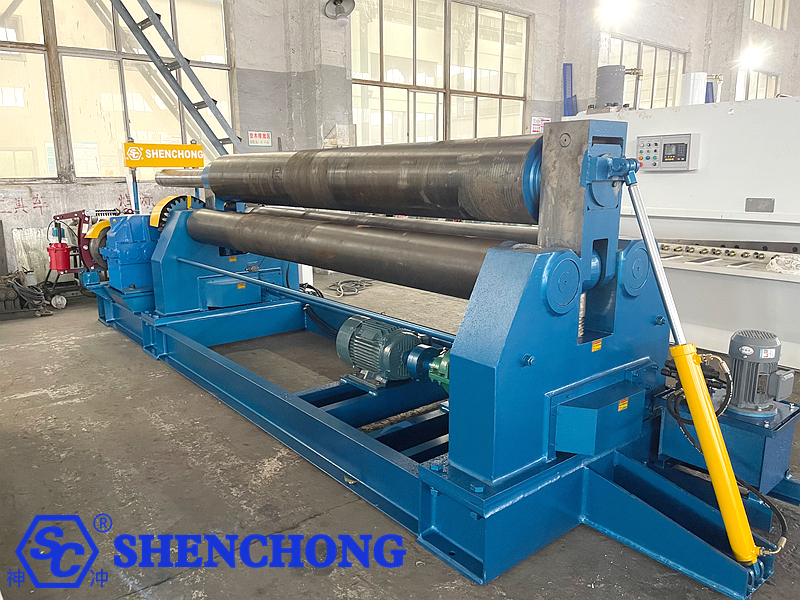
3本ローラー式板金曲げ加工機は、金属板を円筒形、円弧形、または円錐形のワークピースに成形するために使用される重要な装置です。
広く使用されている用途は以下のとおりです。
- 鋼構造物(円筒、パイプ)
- 圧力容器
- 風力タービンタワー
- 造船
- 石油化学機器
一般的なタイプ:
- 対称型(3ロール対称型)
- 非対称(3ロール非対称)
- 上部ロール式ユニバーサルタイプ(最も一般的)
2. 3本ローラー式板金曲げ機の動作原理
- 基本原則:3つの点が円を形成する
- 上部ローラー:駆動ローラー(回転式)
- 下部ローラー/サイドローラー:曲げ半径を形成するために位置を調整します。
板金は3つのローラーの力によって連続的な塑性変形を受け、徐々に弧状になる。
3本ローラー式板金曲げ加工機は、ローラーシャフトを介して板金に連続的な曲げ力を加え、板金を徐々に塑性変形させます。板金がローラーシャフト間を繰り返し通過するにつれて、外側の繊維が引き伸ばされ、内側の繊維が圧縮され、最終的に所望の曲率が形成されます。
構造によっては、 三本ロール板曲げ機 一般的には3つの形態があります。
1) 対称型3本ロール板曲げ機
- 上部ローラーは中央にあり、下部ローラーは両側に配置されている。
- シンプルな構造で、価格も比較的安い。
- 一般的な円筒圧延に適しています。
- 端部の曲げ加工能力が弱く、フランジ加工が必要となる場合が多い。
2) 非対称3ローラー板曲げ機
- 上下のローラーの位置は完全には対称ではない。
- 一般的に、より優れたプレベンディング効果を発揮する。
- より高い成形精度が求められる用途に適しています。
3) 全油圧式またはCNC式三本ロール板曲げ機
- より安定した動作と、より精密な制御。
- プログラムによる調整、パラメータの記憶、および自動位置決めを実現できます。
- バッチ生産や精密生産により適している。
3. 三本ロール板金曲げ加工装置の構造
1) 機械システム
- 上部ローラー:メインドライブ
- 下部ローラー:サポート
- サイドローラー:曲率調整
- 傾斜フレーム:荷降ろし
- フレーム:全体荷重支持
2) 油圧システム
- 油圧シリンダー:サイドローラー/下部ローラーを駆動します
- 油圧ポンプステーション
- 圧力制御弁
3) 電気制御システム
- PLC/CNCシステム
- 操作パネル:手動/自動
- エンコーダ:位置検出
4.使用前に知っておくべき重要な知識
正式な運用を開始する前に、オペレーターは少なくとも以下の点について明確に理解しておく必要があります。
1) 板金パラメータ
確認が必要です:
- 材質の種類:炭素鋼、ステンレス鋼、アルミニウム板、亜鉛メッキ鋼板など。
- 板厚
- シート幅
- シートの長さ
- 材料降伏強度
- 焼きなまし処理の有無、表面コーティングの有無
- 先細り、楕円形、またはその他の特殊な形状が必要な場合
2) 機器の定格容量
「最大厚さ」だけを見るのではなく、以下の点も考慮してください。
- 最大圧延能力はどのくらいの材料強度で
- シート幅に応じた最大圧延能力
- 最小ロール径
- 冷間圧延が許可されているかどうか
- あらかじめ曲げられた端部に適しています
多くのユーザーが問題に遭遇するのは、機器が故障しているからではなく、仕様を超えた使い方をしているからである。
例えば:
同じ厚さ10mmの鋼板でも、Q235鋼板と高強度鋼では圧延の難易度が全く異なります。ステンレス鋼は、通常の炭素鋼よりもスプリングバックが顕著です。アルミニウム板は柔らかいものの、表面に傷がつきやすいという欠点があります。
3) 要件の形成
機械を起動する前に、以下の点を明確にしておく必要があります。
- 完成品の直径はどれくらいですか?
- それは完全な円ですか、それとも部分的な弧ですか?
- 両端は突き合わせ溶接する必要がありますか?
- 高い真円度は必要ですか?
- わずかな楕円誤差は許容されますか?
- テーパー加工は必要ですか?
5. 電源投入前チェックリスト
この手順は非常に重要です。機器の故障や安全上の事故の多くは、電源投入前の点検が不十分なことが原因です。
1) 機械システムの点検
- 各ローラーの表面に、明らかなへこみ、ひび割れ、溶接スラグ、バリがないか点検してください。
- ローラーシャフトがスムーズに回転し、詰まらないことを確認してください。
- フレームとアンカーボルトが緩んでいないか確認してください。
- すべての固定ボルトがしっかりと締まっているか確認してください。
- ガイドレール、スライダー、リードスクリュー、昇降機構に十分な潤滑油が塗布されているか確認してください。
2) 油圧システムの点検
- 作動油のレベルが正常かどうか確認してください。
- 油の色が黒くなっているか、乳化しているか、不純物が含まれているかを確認してください。
- 油圧配管、継手、シリンダーからの漏れがないか確認してください。
- オイルポンプから異音がないか確認してください。
- 圧力が安定しているかどうか確認してください。
- 油温が適正範囲内にあるか確認してください。
3) 電気系統の点検
- 電源電圧が安定しているかどうか確認してください。
- 緊急停止ボタンが正常に作動するか確認してください。
- 正逆回転、昇降、および調整動作が正常かどうかを確認してください。
- 制御盤内部に埃、湿気、焦げ跡がないか確認してください。
- すべてのリミットスイッチとセンサーが正常に機能しているかどうかを確認してください。
4) 安全装置の点検
- 緊急停止ボタンの感度を確認してください。
- 保護カバーが破損していないか確認してください。
- フットスイッチが正常に動作するか確認してください。
- 両手で操作するボタンが使用可能かどうか確認してください。
- 上下ローラー付近に異物がないか確認してください。
- 作業場所が清潔かどうか確認してください。
6.操作手順(標準手順)
以下は、一般的に認められている板材圧延の操作手順です。装置の機種によって手順に若干の違いが生じる場合がありますが、基本的な考え方は同じです。
ステップ1:機器を起動する
- 主電源を接続してください。
- 制御システムが正常に電源オンになっているか確認してください。
無負荷状態でジョギング操作を行い、以下を確認します。
- 上部ローラーの昇降は正常です。
- サイドローラーの調整は正常です。
- 下部ローラーの回転は正常です。
- 正回転と逆回転は正常です。
- 緊急停止は有効です。
ステップ2:適切なローラー位置を選択する
板厚と目標直径に応じて、上下ローラーの位置を調整してください。
その原則は以下のとおりです。
- プレートが厚いほど、通常は初期開口部を大きくする必要がある。
- 目標直径が小さいほど、曲げ量は大きくなる。
- 予備曲げが必要な場合は、ローラーの位置とプレートの端の位置を適切に一致させる必要があります。
位置決め方法は、対称型装置と非対称型装置で異なります。装置の取扱説明書に従ってください。
ステップ3:材料の配置と位置決め
- シート状の材料を装置内にスムーズにセットしてください。
- シート材の端がローラーと平行になっていることを確認してください。
- シート材の中心線を装置の中心線に合わせます。
- ガイド装置を使用する場合は、まずその位置を調整してください。
- シート状の材料が斜めに進入しないようにし、「ずれ」や「斜めの圧延」を防いでください。
ステップ4:圧延前の予備曲げ
これは非常に重要な工程です。シート状の材料を圧延する際、端部が自然に正しい位置に圧延されず、「直線状の端」が残ってしまうことがよくあります。そのため、通常は前端と後端を事前に曲げておく必要があります。
曲げ前のポイント:
- まず、シートの端を適切な曲げ具合で押します。
- シート端の直線部分を最小限にする。
- 曲げ加工前の深さは、目標とする直径と一致させる必要があります。
- 両端の曲げ加工は、できる限り均一に行う必要があります。そうしないと、完成品の端がずれたり、楕円形になったりします。
ステップ5:正式なローリング
- ローラーの回転を開始します。
- ゆっくりと押し下げるか、サイドローラーを調整してください。
- シート材の圧延状態を観察する。
- 必要に応じて、前後に複数回ロールしてください。
- 目標半径に一度に押し込むのではなく、徐々に近づけていくようにしてください。
ステップ6:修正と丸め
- 目標サイズに近いサイズまで転造した後、微調整が必要です。
- 直径が要件を満たしているか確認してください
- 界面ギャップが均一かどうか確認してください。
- 丸みが均一かどうか確認してください
- プレートの端がずれていないか確認してください。
- 必要に応じて二次ラウンドを実施する
ステップ7:荷降ろし
- ローラーが停止したことを確認してください。
- プレッシャーを解放してください。
- 吊り上げ装置を使用するか、手作業でワークピースを取り外します。
- 大型の加工品は、適切な吊り上げ装置または支持フレームを使用して吊り上げる必要があります。
- ローラーの隙間に手を伸ばして無理やり材料を取り除くことは固く禁じられています。
7. 三本ロール板圧延機の基本的な操作技術

3本ローラー式板金曲げ機を効果的に使用する鍵は、単に「板を巻き上げることができる」ことではなく、工程管理にある。
1) プレベンディングの制御
- 十分な事前曲げ加工を行わないと、直線部分が目立つ。
- 過度の事前曲げは、局所的な変形、円形形状の成形困難、さらには波状の縁の形成につながる。
- 経験的に判断するならば、材料の厚さ、降伏強度、ロール径、および設備構造に基づいて総合的に判断を下すべきである。
ほとんどの運転条件において、予備曲げによって以下のことが達成されるべきである。
- 両端の最短直線部分
- 両端が対称的な曲率
- 一貫性のある安定した事前曲げ量
2) 送り角度の制御
シートがローラーコンベアに入るときは、以下の点に注意してください。
- ローラー軸に平行
- 中心線に沿って
- シート表面に反りはありません
- シートの端が歪んでいない
送り角度が不適切だと、完成品にはしばしば以下のような症状が現れます。
- テーパー偏差
- 片側はきつく、もう片側は緩い
- ねじれた円筒
- 関節の不均一
3) 段階的に成形し、急激な圧力をかけないようにする
多くの初心者は一度にたくさんのボタンを押したがるが、それは簡単に次のような結果を招く。
- 局所的な過度の屈曲
- シート表面のしわ
- 材料表面の傷
- 円筒の楕円度の増加
正しい方法は以下のとおりです。
- まず、軽く押して曲がり具合を観察してください。
- 徐々に曲げを深める
- 調整後、毎回結果を確認してください。
- 「少量ずつ複数回投与する」方法の方が信頼性が高い。
4) スプリングバックに注意する
- 素材によって反発力が異なります
- 炭素鋼は比較的スプリングバックが小さい。
- ステンレス鋼はより大きなスプリングバックを持つ
- 高強度鋼はより顕著なスプリングバックを示す
- アルミニウム合金は、材料特性の違いにより、スプリングバックが大きく異なる。
したがって、目標径まで圧延する際には、瞬間的な寸法だけを見てはなりません。圧力解放後のスプリングバックも考慮する必要があり、過剰巻き取り補正が必要になる場合もあります。
5) 表面品質の管理
高い表面仕上げが求められる場合は、以下の点に注意してください。
- ローラーの表面はきれいですか?
- 溶接スラグや鉄粉は混入していますか?
- シートとローラー表面の間に硬い粒子が挟まっているかどうか?
- 材料を挟み込んだ痕跡はありますか?
ステンレス鋼板やアルミニウム板の場合、強い衝撃や汚れによる傷は避けるのが最善です。
したがって、目標径まで圧延する際には、瞬間的な寸法だけでなく、圧力解放後のスプリングバックも考慮する必要があります。過剰圧延の補正が必要になる場合もあります。
6) 表面品質を管理する
高い表面仕上げが求められる場合は、以下の点に注意してください。
- ローラーの表面はきれいですか?
- 溶接スラグや鉄粉は混入していますか?
- シートとローラー表面の間に硬い粒子が挟まっているかどうか?
- 材料を挟み込んだ痕跡はありますか?
- ステンレス鋼板やアルミニウム板の場合、強い衝撃や汚れによる傷は避けるのが最善です。
8. さまざまな材料を圧延する際の重要なポイント
1) 炭素鋼板
特徴:
- 良好な可塑性。
- ほとんどの従来型圧延加工に適しています。
- 低い反発力、成熟した技術。
予防:
- 厚板を扱う場合は、機器のトン数に注意してください。
- エッジ部分の酸化皮膜は、表面状態に容易に影響を与える可能性があります。
- 溶接された構造板における応力緩和に注意してください。
2) ステンレス鋼板
特徴:
- 高い反発力
- 表面は傷つきやすい
- より高い成形精度が求められる
予防:
- ローラーの表面は清潔でなければならない。
- 表面に硬い粒子が押し込まれるのを避けてください。
- 事前曲げと補正の精度を向上させる必要がある。
- 荷降ろし時に表面が挟まれたり傷ついたりしないようにしてください。
3) アルミ板
特徴:
- より柔らかい素材。
- 表面にへこみが生じやすい。
- 過度の圧力によって容易に損傷する。
- ローラー表面の品質には高い水準が求められる。
予防:
- ローラーの表面にはバリがあってはなりません。
- 締め付け力は過剰であってはならない。
- 繰り返し押さないでください。
- 輸送および吊り上げの際は、柔らかい梱包材でしっかりと保護してください。
4) 高強度鋼
特徴:
- 高い降伏強度。
- より大きな成形力が必要となる。
- 著しい反発力。
- 機器の負荷を容易に増加させる。
予防:
- 仕様を超えることは厳禁です。
- 機器の定格容量を確認する必要があります。
- 圧延工程は、より滑らかに、よりゆっくりと行うべきである。
- 装置の油圧システムと駆動システムはより大きな負荷を受けるため、温度上昇と圧力の綿密な監視が必要となる。
9. 円錐、円弧、特殊ワークピース加工における重要なポイント
1) 円錐形圧延
円錐圧延は、両端の円周が異なるため、板金にテーパー形状を付ける必要があり、円形圧延よりも複雑です。
要点:
- 板金送り角度は、テーパー要件に応じてオフセットする必要があります。
- 板金の両面への供給量は異なっていなければならない。
- 円錐形の圧延装置または特殊な工具が必要です。
- まず、大小両端の寸法を確認する必要があります。
- 円錐が長くなるほど、また円錐の角度が小さくなるほど、制御はより重要になる。
2) アーク圧延
完全な円ではなく、部分的な円弧のみが必要な場合:
- 目標曲げ半径を設定します。
- 巻き取り長さを制御します。
- 複数回に分けて形成する。
- 弧の長さを均一に保つ。
3) 大径薄板
直径の大きい薄いシートは、次のような問題を起こしやすい。
- しわ
- 波状の縁
- 不安定
- 不均一な成形
解決策:
- 単一曲げ量を減らす
- 物的支援の強化
- シート表面の平坦度を制御する
- より穏やかな多段階の巻き方を用いる
10.よくある問題とその解決策
1) 両端の直線部分が過度に大きい
原因:
- 十分な事前曲げ加工が行われていない
解決:
- プレベンディング量を増やす
- 「二次予備曲げ」を使用する
2) 不均一な円周、大きな楕円形
原因:
- ローラー位置の不均一な調整
- シート送り不良
- 両側に不均等なストレスがかかる
- ローリング時間が不十分
- 材料のスプリングバックに大きな違いがある
解決:
- 機器の左右バランスを正しく調整する
- 中心線を調整する
- 丸め処理を追加する
- 材料の過剰圧延を補正する
3) シート材のばらつき
原因:
- シート材の位置がずれています
- ローラー平行度誤差
- ガイド装置が調整されていません
- シートの端がまっすぐではない
解決:
- 再調整
- チェックガイド
- ローラーの平行度を正しく調整する
- シートの端をトリミングする
4) 円錐形
原因:
- シート材の位置がずれています
解決 :
- 再調整
- サイドローラーの圧力差を調整する
5) 表面の傷
原因:
- ローラー表面に異物が付着している
- ローラー表面の摩耗または傷
- シート表面に埋め込まれた粒子
- 過度の締め付け
解決策:
- ローラーの表面を清掃する
- ローラー表面を研磨または修理する
- 表面処理能力の高い材料の保護を強化する
- 不要な接触圧力を軽減する
6) シートのずれ
原因:
- 圧力不足
- 表面の油汚染
解決策:
- 締め付け力を上げる
- シートをきれいにします
7) 油圧動作が遅い、または弱い
原因:
- 作動油不足
- パンプス
- 異常なシステム圧力
- オイル回路の詰まり
- 油温が高すぎる
解決策:
- オイルレベルを確認する
- フィルターエレメントを交換する
- ポンプとバルブを点検してください。
- オイル回路を清掃します
- 連続高負荷運転時間を制御する
11.メンテナンスガイド(要点)
1) 日常のメンテナンス
- ローラー表面を清掃する
- オイル回路を点検する
- 留め具を点検する
- ガイドレールに潤滑油を塗布する
2) 油圧システム
- 油圧オイルは2000時間ごとに交換してください。
- フィルターエレメントは定期的に清掃してください。
- オイル漏れがないか確認してください
3) 機械部品
- ローラーの摩耗状態を点検する
- ベアリングの温度を点検する
- ローラーの正しい平行度
4) 電気系統
- 配線を点検する
- PLCパラメータのバックアップ
- エンコーダーを校正する
12. 日常メンテナンス
3本ローラー式板金曲げ加工機の長期安定稼働には、メンテナンスが不可欠です。
1) 日常のメンテナンス
- 機器の表面、ローラーの表面、および作業エリアを清掃してください。
- オイル漏れ、電気系統の不具合、部品の緩みがないか確認してください。
- プレートの破片、鉄粉、溶接スラグを取り除きます。
- 潤滑箇所が正常に機能しているか確認してください。
- 3本ローラー式板金曲げ加工機を無負荷状態で運転し、スムーズに動作することを確認してください。
2) 週ごとのメンテナンス
- 留め具を確認してください。
- ローラー、ガイドレール、チェーン、またはギアの潤滑状態を確認してください。
- 油圧配管と接続部を点検してください。
- 油温と騒音の変化を観察してください。
- 主要な動作がスムーズに行われるか確認してください。
3) 月々のメンテナンス
- 作動油の汚染レベルを確認してください。
- フィルターエレメントの状態を確認してください。
- 電気配線の端子を確認してください。
- リミットスイッチとセンサーを確認してください。
- 機器の水平度と基礎の状態を確認してください。
4) 定期的な主要メンテナンス
- 作動油を交換してください。
- フィルター要素を変更します。
- ベアリングの摩耗状態を確認してください。
- ローラー表面の精度を確認してください。
- 減速油を確認してください。
- 必要に応じて精度校正を実施してください。
13. 潤滑要件
潤滑は、3本ローラー式板金曲げ機の長期安定運転における重要な要素の一つです。
潤滑箇所:
- ローラーベアリング
- ガイドレール
- リードスクリュー
- ギア
- チェーン
- 昇降機構
- その他の機械的接続
潤滑の原理:
- 取扱説明書に記載されているオイルと潤滑サイクルに従ってください。
- 異なる部品に不適切なグリースを混ぜて使用しないでください。
- 適切な量の潤滑油を使用してください。潤滑油が多すぎると、埃が付着しやすくなります。
- 高温・高負荷環境下では、点検頻度を増やす。
14.安全な操作手順
三本ロール板圧延機は重荷重用の成形装置であり、安全性を最優先事項としなければなりません。
遵守すべき原則:
- オペレーターは訓練を受けなければならない。
- 回転部分の近くでは、ゆったりとした衣服、スカーフ、手袋などを着用しないでください。
- ローラーの隙間に手を入れないでください。
- 荷降ろしを行う前に、機器が完全に停止していることを確認してください。
- 大型の加工品は吊り上げなければならない。
- 異音、振動、油漏れ、異臭が検知された場合は、直ちに3本ローラー式板金曲げ加工機を停止してください。
- メンテナンス作業を行う前に、必ず電源を切断し、圧力を解放し、警告標識を掲示しなければなりません。
特記事項:
- 装置が稼働している間は、加工物が転倒する可能性のある側に誰も立ってはならない。
- 大径のワークピースを圧延する際は、ワークピースが転がって怪我をしないように注意してください。
- 円錐形や非常に長い板状の形状を成形する際には、十分な支持構造を設ける必要がある。
- 過負荷は、ローラー、シリンダー、減速機の損傷を引き起こす可能性があります。
15.運用に関する実証的提案
これらの経験は、実際の生産現場で非常に役立ちます。
量産前の試作:
新しい工程、材料、寸法については、量産前にまずテストピースを1つ製造して、パラメータを確認してください。
スプリングバックにご注意ください. 機械の寸法だけを見てはいけません。
減圧後の実際の寸法が真の寸法である。
厚板や高強度鋼材の使用には、より慎重な姿勢を取りましょう。
回転速度を遅くし、圧力をより頻繁に加えることで、装置と加工物の両方にとって安全性が向上します。
仕事において清潔さは最重要事項である 高い表面仕上げ要件を持つ部品:
たとえ小さな金属片でも、表面に目立つ傷を残すことがある。
持ち上げ補助具の使用停止を確立する:
大型の円筒は、バランスを崩すと非常に危険です。
均等な力の配分を確保する:
片側に均等に圧力がかかると、楕円形やねじれた形になることが多い。




