Tabla de contenido
La máquina dobladora de chapa de 3 rodillos es un equipo muy común en el conformado de chapa metálica, utilizado principalmente para dar forma cilíndrica, arqueada o cónica a las chapas planas. Se emplea ampliamente en industrias como la de recipientes a presión, torres de aerogeneradores, chimeneas, tuberías, equipos de ventilación, estructuras de acero y fabricación de maquinaria. Su valor fundamental reside no solo en el simple proceso de doblado, sino en completarlo de forma eficiente y estable, garantizando redondez, rectitud, precisión integral y una excelente calidad superficial.
Esta guía proporciona una explicación sistemática desde varios aspectos, incluyendo el reconocimiento de equipos, la inspección previa al arranque, el funcionamiento real, el control de procesos, el manejo de diferentes materiales, el mantenimiento, la resolución de problemas y las precauciones de seguridad.
1. Descripción general del equipo
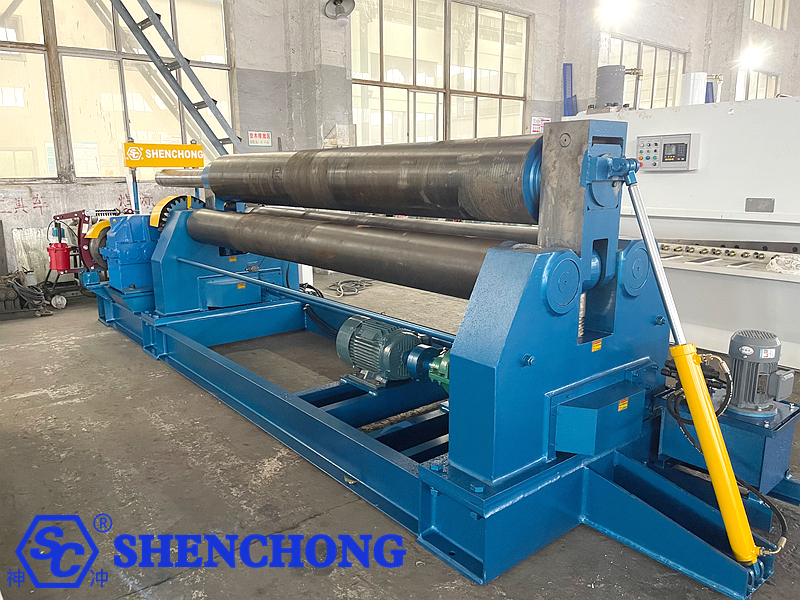
La máquina dobladora de chapas de 3 rodillos es una pieza clave del equipo que se utiliza para dar forma a las láminas de metal mediante laminado, transformándolas en piezas cilíndricas, en forma de arco o cónicas.
Se utiliza ampliamente en:
- Estructuras de acero (cilindros, tuberías)
- Recipientes a presión
- Torres de turbinas eólicas
- Construcción naval
- Equipos petroquímicos
Tipos comunes:
- Simétrico (simetría de tres rodillos)
- Asimétrico (asimétrico de tres rodillos)
- Tipo universal de rodillo superior (el más común)
2. Principio de funcionamiento de la máquina dobladora de placas de 3 rodillos
- Principio fundamental: Tres puntos forman un círculo.
- Rodillo superior: Rodillo accionado (giratorio)
- Rodillo inferior/rodillos laterales: ajuste la posición para formar el radio de curvatura.
La chapa metálica sufre una deformación plástica continua bajo la fuerza de los tres rodillos, formando gradualmente un arco.
La máquina dobladora de chapa de tres rodillos aplica una fuerza de doblado continua a la chapa metálica mediante los ejes de los rodillos, lo que provoca que la chapa se deforme plásticamente de forma gradual. A medida que la chapa metálica pasa repetidamente entre los ejes de los rodillos, las fibras exteriores se estiran y las interiores se comprimen, formando finalmente la curvatura deseada.
Dependiendo de la estructura, máquinas dobladoras de chapa de tres rodillos Suelen presentarse en tres formas:
1) Máquina dobladora de chapas simétrica de tres rodillos
- El rodillo superior está en el centro y los rodillos inferiores están a ambos lados.
- Estructura sencilla, precio relativamente bajo.
- Adecuado para el laminado cilíndrico general.
- Baja capacidad de precurvado en los extremos, lo que a menudo requiere el uso de bridas.
2) Máquina dobladora de placas asimétrica de 3 rodillos
- Las posiciones de los rodillos superior e inferior no son completamente simétricas.
- Generalmente tiene un mejor efecto de precurvado.
- Adecuado para aplicaciones que requieren una mayor precisión de conformado.
3) Máquina dobladora de chapas de tres rodillos totalmente hidráulica o CNC
- Funcionamiento más estable y control más preciso.
- Permite realizar ajustes programados, memorizar parámetros y posicionar automáticamente.
- Más adecuado para la producción en serie y de precisión.
3. Estructura del equipo de doblado de chapas de tres rodillos
1) Sistema mecánico
- Rodillo superior: Accionamiento principal
- Rodillo inferior: Soporte
- Rodillos laterales: Ajuste de curvatura
- Estructura basculante: Descarga
- Estructura: Capacidad de carga total
2) Sistema hidráulico
- Cilindro hidráulico: acciona los rodillos laterales/rodillos inferiores.
- Estación de bombeo hidráulico
- Válvula de control de presión
3) Sistema de control eléctrico
- Sistema PLC/CNC
- Panel de control: Manual/Automático
- Codificador: Detección de posición
4. Conocimientos esenciales antes de su uso
Antes de comenzar la operación formal, los operadores deben tener claro al menos lo siguiente:
1) Parámetros de la chapa metálica
Debe confirmar:
- Tipo de material: acero al carbono, acero inoxidable, chapa de aluminio, chapa galvanizada, etc.
- Espesor de la chapa
- Ancho de la hoja
- Longitud de la hoja
- Resistencia al rendimiento del material
- Ya sea recocido o con recubrimiento superficial.
- Ya sean cónicas, elípticas u otras formas especiales, se requieren
2) Capacidad nominal del equipo
No te fijes solo en el “espesor máximo”, ten en cuenta también:
- Capacidad máxima de rodadura bajo qué resistencia del material
- Capacidad máxima de laminación para qué ancho de hoja
- Diámetro mínimo enrollable
- Si se permite el laminado en frío
- Adecuado para extremos precurvados
Muchos usuarios encuentran problemas no porque el equipo esté averiado, sino porque se utiliza más allá de las especificaciones.
Por ejemplo:
La dificultad de laminación de la chapa de acero Q235 y del acero de alta resistencia es completamente diferente para una misma chapa de acero de 10 mm. El acero inoxidable tiene una recuperación elástica más pronunciada que el acero al carbono común. Si bien la chapa de aluminio es blanda, es propensa a rayarse en la superficie.
3) Requisitos de formación
Antes de poner en marcha la máquina, se deben aclarar los siguientes puntos:
- ¿Cuál es el diámetro del producto terminado?
- ¿Es un círculo completo o un arco parcial?
- ¿Es necesario soldar a tope los dos extremos?
- ¿Se requiere una gran redondez?
- ¿Es admisible una pequeña cantidad de error elíptico?
- ¿Es necesario estrechar la abertura?
5. Lista de verificación previa al encendido
Este paso es crucial. Muchos fallos de funcionamiento de los equipos e incidentes de seguridad se deben a comprobaciones previas al encendido inadecuadas.
1) Inspección del sistema mecánico
- Inspeccione la superficie de cada rodillo en busca de hendiduras evidentes, grietas, escoria de soldadura y rebabas.
- Compruebe que el eje del rodillo gire libremente y sin atascarse.
- Compruebe si los pernos del marco y de anclaje están sueltos.
- Compruebe que todos los tornillos de fijación estén bien sujetos.
- Compruebe que los rieles guía, los deslizadores, los husillos y el mecanismo de elevación estén bien lubricados.
2) Inspección del sistema hidráulico
- Compruebe si el nivel de aceite hidráulico es normal.
- Compruebe si el aceite es de color negro, si está emulsionado o si contiene impurezas.
- Compruebe si hay fugas en las tuberías hidráulicas, las juntas y los cilindros.
- Compruebe si la bomba de aceite emite algún ruido anormal.
- Comprueba si la presión es estable.
- Compruebe si la temperatura del aceite se encuentra dentro de un rango razonable.
3) Inspección del sistema eléctrico
- Compruebe si la tensión de la fuente de alimentación es estable.
- Compruebe si el botón de parada de emergencia funciona correctamente.
- Compruebe si la rotación hacia adelante/atrás, la elevación y los ajustes se realizan con normalidad.
- Compruebe si hay polvo, humedad o marcas de quemaduras dentro del armario de control.
- Compruebe que todos los interruptores de límite y sensores funcionen correctamente.
4) Inspección de dispositivos de seguridad
- Compruebe si el freno de emergencia es sensible.
- Comprueba que la cubierta protectora esté intacta.
- Comprueba si el interruptor de pedal funciona correctamente.
- Comprueba si los botones que se pueden usar con ambas manos funcionan correctamente.
- Compruebe que no haya objetos extraños cerca de los rodillos superior e inferior.
- Comprueba que la zona de trabajo esté limpia.
6. Procedimientos Operativos (Pasos Estándar)
A continuación se muestra una secuencia de operación generalmente aceptada para el laminado de chapas. Los diferentes modelos de equipos pueden presentar ligeras variaciones en la secuencia, pero la lógica básica sigue siendo la misma.
Paso 1: Ponga en marcha el equipo.
- Conecte la fuente de alimentación principal.
- Compruebe si el sistema de control se enciende correctamente.
Realizar operaciones de trote sin carga para confirmar:
- El ascenso y descenso del rodillo superior es normal.
- El ajuste del rodillo lateral es normal.
- La rotación del rodillo inferior es normal.
- La rotación hacia adelante y hacia atrás es normal.
- La parada de emergencia es efectiva.
Paso 2: Seleccione las posiciones adecuadas de los rodillos.
Ajuste la posición de los rodillos superior e inferior según el grosor de la placa y el diámetro deseado.
Los principios son:
- Cuanto más gruesa sea la placa, mayor deberá ser la abertura inicial.
- Cuanto menor sea el diámetro del objetivo, mayor será la cantidad de flexión.
- Cuando se requiere un precurvado, la posición del rodillo y la posición del extremo de la placa deben coincidir correctamente.
Los métodos de posicionamiento difieren entre equipos simétricos y asimétricos. Siga las instrucciones del equipo.
Paso 3: Colocación y posicionamiento del material
- Introduzca la lámina de material suavemente en el equipo.
- Asegúrese de que los bordes de la lámina sean paralelos a los rodillos.
- Alinee la línea central de la lámina con la línea central del equipo.
- Si se utiliza un dispositivo de guía, ajuste primero su posición.
- Evite que el material en láminas entre en ángulo, previniendo así la "desviación" o el "enrollado sesgado".
Paso 4: Pre-doblado antes de enrollar
Este es un paso crucial. Al enrollar la lámina, los extremos a menudo no se alinean correctamente, dejando bordes rectos. Por lo tanto, suele ser necesario precurvar los extremos delantero y trasero.
Puntos de precurvado:
- Primero, presione el extremo de la hoja con la cantidad de flexión adecuada.
- Minimice los bordes rectos en el extremo de la lámina.
- La profundidad de precurvado debe coincidir con el diámetro deseado.
- El precurvado en ambos extremos debe ser lo más uniforme posible. De lo contrario, el producto final tendrá bordes desalineados o una forma elíptica.
Paso 5: Presentación formal
- Inicie la rotación del rodillo.
- Presione lentamente hacia abajo o ajuste los rodillos laterales.
- Observe el estado de laminación del material en láminas.
- Si es necesario, ruede hacia adelante y hacia atrás varias veces.
- Acércate gradualmente al radio objetivo, en lugar de presionarlo hasta la posición correcta de una sola vez.
Paso 6: Corrección y redondeo
- Tras alcanzar un tamaño cercano al deseado, es necesario realizar ajustes finos:
- Compruebe si el diámetro cumple con los requisitos.
- Compruebe si la separación de la interfaz es uniforme.
- Comprueba si la redondez es uniforme.
- Compruebe si los bordes de la placa están desalineados.
- Realizar rondas secundarias si es necesario.
Paso 7: Descarga
- Confirme que los rodillos se han detenido.
- Libera la presión.
- Retire la pieza de trabajo utilizando un sistema de elevación o con ayuda manual.
- Las piezas de gran tamaño deben levantarse utilizando equipos de elevación o estructuras de soporte adecuados.
- Está estrictamente prohibido introducir la mano en el espacio entre los rodillos para extraer el material a la fuerza.
7. Técnicas operativas básicas de una máquina laminadora de chapas de tres rodillos

La clave para utilizar eficazmente la máquina dobladora de placas de 3 rodillos reside en el control del proceso, no simplemente en "poder enrollarla".
1) Control del precurvado
- Un precurvado insuficiente dejará bordes rectos muy evidentes.
- Un pre-doblado excesivo provocará deformaciones localizadas, dificultades para formar una forma redonda e incluso bordes ondulados.
- En función de la experiencia, se debe realizar una evaluación exhaustiva teniendo en cuenta el espesor del material, el límite elástico, el diámetro del rodillo y la estructura del equipo.
Para la mayoría de las condiciones de funcionamiento, el precurvado debería lograr lo siguiente:
- Los bordes rectos más cortos en ambos extremos
- Curvatura simétrica en ambos extremos
- Cantidad de pre-curvado consistente y estable
2) Control del ángulo de avance
Cuando la lámina entra en la cinta transportadora de rodillos, debe mantenerse:
- Paralelo al eje del rodillo
- Alineado con la línea central
- Sin deformación de la superficie de la lámina
- Sin deformación de los bordes de la lámina
Si el ángulo de alimentación es incorrecto, el producto final suele presentar:
- Desviación cónica
- Ajustado por un lado y suelto por el otro.
- Cilindro retorcido
- Articulaciones desiguales
3) Formar por etapas, evitar presionar rápidamente.
A muchos principiantes les gusta presionar muchas teclas a la vez, lo que fácilmente conduce a:
- Sobreflexión local
- Arrugas en la superficie de la lámina
- Rayado de la superficie del material
- Mayor ovalidad del cilindro
El método correcto es:
- Primero, presione ligeramente y observe la tendencia a doblarse.
- Profundice gradualmente la flexión.
- Compruebe los resultados después de cada ajuste.
- Utilizar el método de “múltiples cantidades pequeñas” es más fiable.
4) Presta atención al rebote
- Los diferentes materiales tienen diferentes propiedades de recuperación elástica.
- El acero al carbono tiene una recuperación elástica relativamente pequeña.
- El acero inoxidable tiene mayor elasticidad.
- El acero de alta resistencia tiene una recuperación elástica más evidente.
- Las aleaciones de aluminio tienen propiedades elásticas significativamente diferentes debido a las distintas propiedades del material.
Por lo tanto, al laminar hasta alcanzar el diámetro deseado, no basta con considerar el tamaño instantáneo. También debe tenerse en cuenta la recuperación elástica tras la liberación de la presión, y puede ser necesario compensar el sobrebobinado.
5) Control de la calidad de la superficie
Si se requiere un acabado superficial de alta calidad, preste atención a:
- ¿Está limpia la superficie del rodillo?
- ¿Hay escoria de soldadura o limaduras de hierro?
- ¿Hay partículas duras atrapadas entre la lámina y la superficie del rodillo?
- ¿Hay rastros de sujeción del material?
En el caso de láminas de acero inoxidable o aluminio, es mejor evitar el contacto brusco y los arañazos causados por la suciedad.
Por lo tanto, al laminar hasta alcanzar el diámetro deseado, no solo hay que fijarse en el tamaño instantáneo, sino también considerar el efecto de recuperación elástica tras la liberación de la presión. Puede ser necesario compensar el exceso de laminación.
6) Controlar la calidad de la superficie
Si se requiere un acabado superficial de alta calidad, preste atención a:
- ¿Está limpia la superficie del rodillo?
- ¿Hay escoria de soldadura o limaduras de hierro?
- ¿Hay partículas duras atrapadas entre la lámina y la superficie del rodillo?
- ¿Hay rastros de sujeción del material?
- En el caso de láminas de acero inoxidable o aluminio, es mejor evitar el contacto brusco y los arañazos causados por la suciedad.
8. Puntos clave para el laminado de diferentes materiales
1) Placa de acero al carbono
Características:
- Buena plasticidad.
- Adecuado para la mayoría de los procesos de laminado convencionales.
- Baja elasticidad, tecnología consolidada.
Precauciones:
- Preste atención al tonelaje del equipo para planchas gruesas.
- La acumulación de óxido en los bordes puede afectar fácilmente la superficie.
- Preste atención a la liberación de tensiones en las placas estructurales soldadas.
2) Lámina de acero inoxidable
Características:
- Alto rebote
- Superficie que se raya fácilmente
- Requiere mayor precisión de conformado
Precauciones:
- La superficie del rodillo debe estar limpia.
- Evite que las partículas duras presionen sobre la superficie.
- El precurvado y la compensación deberían ser más precisos.
- Evita pellizcos y arañazos en la superficie durante la descarga.
3) Lámina de aluminio
Características:
- Material más suave.
- Propenso a la formación de hendiduras en la superficie.
- Se daña fácilmente con una presión excesiva.
- Requiere una superficie de rodillos de alta calidad.
Precauciones:
- La superficie del rodillo debe estar libre de rebabas.
- La fuerza de sujeción no debe ser excesiva.
- Evite presionar repetidamente.
- Protéjalo con un embalaje suave durante el transporte y el izado.
4) Acero de alta resistencia
Características:
- Alta resistencia a la fluencia.
- Requiere mayor fuerza de conformado.
- Recuperación elástica significativa.
- Aumenta fácilmente la carga del equipo.
Precauciones:
- Queda estrictamente prohibido exceder las especificaciones.
- Se debe comprobar la capacidad nominal del equipo.
- El proceso de laminado debe ser más suave y lento.
- Los sistemas hidráulicos y de accionamiento del equipo soportan una mayor carga, lo que requiere una estrecha monitorización del aumento de temperatura y de la presión.
9. Puntos clave para operaciones con piezas cónicas, en arco y especiales
1) Laminación cónica
El laminado cónico es más complejo que el laminado circular porque las circunferencias en ambos extremos son diferentes, lo que requiere que la chapa metálica adquiera una forma cónica.
Puntos clave:
- El ángulo de alimentación de la chapa metálica debe ajustarse según los requisitos de conicidad.
- Las cantidades de alimentación en ambos lados de la chapa metálica deben ser diferentes.
- Se requiere un dispositivo de laminación cónico o herramientas especiales.
- Primero hay que confirmar las dimensiones de los extremos grande y pequeño.
- Cuanto más largo sea el cono y menor su ángulo, más crítico será el control.
2) Rodamiento en arco
Si solo se necesita un arco parcial, en lugar de un círculo completo:
- Establezca el radio de curvatura objetivo.
- Controla la longitud de enrollado.
- Formar en segmentos varias veces.
- Mantener una longitud de arco uniforme.
3) Láminas delgadas de gran diámetro
Las láminas delgadas con grandes diámetros son propensas a:
- Arrugas
- bordes ondulados
- Inestabilidad
- Formación desigual
Soluciones:
- Reduzca la cantidad de flexión simple
- Aumentar el apoyo material
- Controlar la planitud de la superficie de la lámina.
- Utilice un método de enrollado más suave y en varias etapas.
10. Problemas y soluciones comunes
1) Bordes rectos excesivamente grandes en ambos extremos
Causa:
- Precurvado insuficiente
Solución:
- Aumentar la cantidad de pre-curvado
- Utilice el “precurvado secundario”.
2) Circunferencia irregular, gran ovalidad
Causa:
- Ajuste de la posición desigual del rodillo
- Alimentación de hoja incorrecta
- Presión desigual en ambos lados
- Tiempos de rotación insuficientes
- Gran diferencia en el efecto de recuperación elástica del material
Solución:
- Equilibrio correcto izquierda-derecha del equipo
- Ajustar la línea central
- Agregar proceso de redondeo
- Compensar el sobreenrollado del material
3) Desviación del material de la lámina
Causa:
- Material de la lámina no alineado
- Error de paralelismo de rodillos
- Dispositivo guía no ajustado
- El borde de la lámina no está recto.
Solución:
- Reordenar
- Guía de consulta
- Paralelismo correcto de los rodillos
- Borde de la lámina de recorte
4) Forma cónica
Causa:
- Material de la lámina no alineado
Solución :
- Reordenar
- Ajuste la diferencia de presión del rodillo lateral
5) Arañazos superficiales
Causas:
- Objetos extraños en la superficie del rodillo
- Desgaste o arañazos en la superficie del rodillo
- Partículas incrustadas en la superficie de la lámina
- Sujeción excesiva
Soluciones:
- Limpie la superficie del rodillo.
- Rectificar o reparar la superficie del rodillo.
- Reforzar la protección de materiales con altos requisitos de superficie.
- Reduzca la presión de contacto innecesaria
6) Deslizamiento de la hoja
Causas:
- Presión insuficiente
- Contaminación por petróleo en la superficie
Soluciones:
- Aumentar la fuerza de sujeción
- Limpiar la hoja
7) Acción hidráulica lenta o débil
Causas:
- Aceite hidráulico insuficiente
- Desgaste de la bomba
- Presión anormal del sistema
- Obstrucción del circuito de aceite
- La temperatura del aceite es demasiado alta.
Soluciones:
- Comprobar el nivel de aceite
- Reemplazar el elemento del filtro
- Compruebe la bomba y la válvula.
- Limpie el circuito de aceite
- Controlar el tiempo de funcionamiento continuo a alta carga
11. Guía de mantenimiento (Puntos clave)
1) Mantenimiento diario
- Superficie del rodillo limpia
- Inspeccione el circuito de aceite.
- Inspeccione los sujetadores
- Lubricar los rieles guía
2) Sistema hidráulico
- Cambie el aceite hidráulico cada 2000 horas.
- Limpie el elemento filtrante con regularidad.
- Compruebe si hay fugas de aceite.
3) Componentes mecánicos
- Inspeccione el desgaste de los rodillos
- Inspeccione la temperatura del cojinete
- Paralelismo correcto de los rodillos
4) Sistema eléctrico
- Inspeccione el cableado
- Parámetros de respaldo del PLC
- Calibrar el codificador
12. Mantenimiento diario
El mantenimiento es fundamental para el funcionamiento estable a largo plazo de una máquina dobladora de chapas de 3 rodillos.
1) Mantenimiento diario
- Limpie la superficie del equipo, las superficies de los rodillos y el área de trabajo.
- Compruebe si hay fugas de aceite, fugas eléctricas o piezas sueltas.
- Retire las virutas de la placa, las limaduras de hierro y la escoria de soldadura.
- Compruebe que los puntos de lubricación funcionen correctamente.
- Ponga en marcha la máquina dobladora de placas de 3 rodillos sin carga para confirmar que funciona correctamente.
2) Mantenimiento semanal
- Compruebe los sujetadores.
- Compruebe la lubricación de los rodillos, los rieles guía, las cadenas o los engranajes.
- Revise las líneas y juntas hidráulicas.
- Observe los cambios en la temperatura del aceite y el ruido.
- Verifique la fluidez de los movimientos principales.
3) Mantenimiento mensual
- Compruebe el nivel de contaminación del aceite hidráulico.
- Compruebe el estado del elemento filtrante.
- Compruebe los terminales del cableado eléctrico.
- Compruebe los interruptores de límite y los sensores.
- Verifique el nivel del equipo y el estado de los cimientos.
4) Mantenimiento mayor regular
- Cambie el aceite hidráulico.
- Cambie el elemento del filtro.
- Compruebe el desgaste de los cojinetes.
- Compruebe la precisión de la superficie del rodillo.
- Compruebe el aceite del reductor.
- Realice la calibración de precisión si es necesario.
13. Requisitos de lubricación
La lubricación es uno de los factores clave para el funcionamiento estable a largo plazo de la máquina dobladora de chapas de 3 rodillos.
Puntos de lubricación:
- Rodamientos de rodillos
- Rieles guía
- Tornillos de avance
- Engranajes
- Cadenas
- Mecanismo de elevación
- Otras conexiones mecánicas
Principios de lubricación:
- Utilice el ciclo de aceite y lubricación especificado en el manual de instrucciones.
- No mezcle grasas inadecuadas para diferentes piezas.
- Utilice la cantidad adecuada de lubricante; un exceso de lubricante puede atraer polvo.
- Aumentar la frecuencia de las inspecciones en entornos de alta temperatura y alta carga.
14. Procedimientos de operación seguros
La máquina laminadora de chapas de tres rodillos es un equipo de conformado de alta resistencia; la seguridad debe ser la máxima prioridad.
Principios a seguir:
- Los operadores deben recibir formación.
- No utilice ropa suelta, bufandas ni guantes cerca de las piezas giratorias.
- No introduzca las manos en los huecos de los rodillos.
- Asegúrese de que el equipo esté completamente detenido antes de la descarga.
- Las piezas de trabajo de gran tamaño deben ser izadas.
- Detenga inmediatamente la máquina dobladora de placas de 3 rodillos si detecta ruidos anormales, vibraciones, fugas de aceite u olores extraños.
- Antes de realizar cualquier tarea de mantenimiento, se debe desconectar la alimentación eléctrica, liberar la presión y colocar una señal de advertencia.
Nota especial:
- Cuando el equipo esté en funcionamiento, nadie debe permanecer en el lado donde la pieza de trabajo podría volcarse.
- Al laminar piezas de gran diámetro, evite que la pieza ruede y cause lesiones.
- Es necesario proporcionar un soporte adecuado al laminar formas cónicas y placas extralargas.
- Cualquier sobrecarga puede dañar los rodillos, los cilindros y los reductores.
15. Sugerencias empíricas para la operación
Estas experiencias resultan extremadamente útiles en la producción real.
Producción de prueba antes de la producción en masa:
Para nuevos procesos, materiales y dimensiones, lamine primero una pieza de prueba para confirmar los parámetros antes de la producción en masa.
Cuidado con Springback. No te fijes solo en las dimensiones de la máquina:
Las dimensiones reales tras la despresurización son las dimensiones reales.
Sea más conservador con las planchas gruesas y el acero de alta resistencia:
Una menor velocidad de laminación y una aplicación de presión más frecuente garantizarán una mayor seguridad tanto para los equipos como para las piezas de trabajo.
La limpieza es primordial en el trabajo. Piezas con altos requisitos de acabado superficial:
Incluso una pequeña viruta de metal puede dejar un arañazo visible en la superficie.
Establecer la suspensión de las ayudas para el levantamiento de cargas:
Los cilindros grandes son extremadamente peligrosos si pierden el equilibrio.
Garantizar una distribución uniforme de la fuerza:
La presión desigual en un lado suele dar como resultado formas elípticas o retorcidas.




