
Sommario
1. Panoramica dei parametri del processo di taglio laser
Nel taglio laser di lamiere metalliche, i parametri di processo sono i fattori principali che determinano la qualità del taglio, l'efficienza, la stabilità del processo e i costi di produzione.
La stessa macchina per il taglio laser può produrre risultati di taglio completamente diversi a seconda delle impostazioni dei parametri.
I processi di taglio laser di qualità devono raggiungere i seguenti obiettivi:
- Taglio liscio
- Senza sbavature
- Piccola zona termicamente alterata
- Alta perpendicolarità
- Elevata velocità di taglio
- Elevato tasso di utilizzo dei materiali
- Elaborazione continua stabile
- Riduzione del consumo di gas
- Durata prolungata delle lenti
- Miglioramento dell'efficienza complessiva della macchina.
Pertanto, l'ottimizzazione dei parametri del processo di taglio laser è una delle competenze tecniche fondamentali nel settore del taglio laser.
2. Parametri di processo fondamentali per il taglio laser
I parametri di processo fondamentali per il taglio laser includono principalmente i seguenti:
Parametri | Funzioni |
Potenza del laser | Determina la capacità di taglio |
Velocità di taglio | Determina l'efficienza di elaborazione |
Posizione di messa a fuoco | Determina la qualità del taglio |
Altezza dell'ugello | Determina la stabilità del flusso d'aria |
Pressione del gas di supporto | Determina l'effetto di rimozione delle scorie |
Frequenza | Determina la potenza dell'impulso |
ciclo di lavoro | Determina la densità di energia |
Parametri di perforazione | Determina la qualità iniziale del taglio |
Accelerazione | Determina la qualità degli angoli |
Diametro del punto | Determina la precisione |
Specifiche dell'ugello | Determina il modello di flusso d'aria |
Percorso di taglio | Determina l'efficienza complessiva |
3. Spiegazione dettagliata dei parametri di potenza del laser
1) Concetto di potenza laser
La potenza del laser si riferisce all'energia emessa da un laser per unità di tempo, solitamente misurata in W (watt) o kW (kilowatt).
I livelli di potenza più comuni includono:
- 1500W
- 3000 W
- 6000 W
- 12000W
- 20000W
- 30000W
- 40000W e oltre
Una maggiore potenza generalmente comporta:
- Maggiore spessore di taglio
- Velocità di taglio più elevata
- Maggiore capacità di perforazione
- Maggiore efficienza di elaborazione
Tuttavia, una maggiore potenza non è sempre sinonimo di migliore.
Un potere eccessivo può portare a:
- fusione eccessiva
- Taglio più ampio
- Aumento delle bave
- bruciature sui bordi
- Aumento del consumo energetico
- Aumento dei costi operativi
Pertanto, è essenziale adeguare la potenza al processo appropriato.
2) Intervallo di applicabilità dei diversi livelli di potenza
- Livello 1500W
Adatto per:
- lavorazione di lamiere sottili
- scritte pubblicitarie
- Piccoli componenti in lamiera
- Lamiera di acciaio inossidabile
Spessore consigliato:
Materiali | Spessore consigliato |
acciaio al carbonio | 1-6 mm |
Acciaio inossidabile | 1-4 mm |
piastra di alluminio | 1-3 mm |
- Livello 3000W
Adatto per:
- Lavorazione generale della lamiera
- Fabbriche di piccole e medie dimensioni
- industria dei quadri elettrici
- industria degli utensili da cucina
Spessore consigliato:
Materiali | Spessore consigliato |
acciaio al carbonio | 1-12 mm |
Acciaio inossidabile | 1-8 mm |
piastra di alluminio | 1-6 mm |
- Livello 6000W
Adatto per:
- Lavorazione di lastre di medio e grosso spessore
- Macchine edili
- industria delle strutture in acciaio
Spessore consigliato:
Materiali | Spessore consigliato |
acciaio al carbonio | 1-20 mm |
Acciaio inossidabile | 1-16 mm |
piastra di alluminio | 1-12 mm |
- 12000W e oltre
Adatto per:
- Lavorazione ad alta velocità di lamiere spesse
- Grandi strutture in acciaio
- Costruzione navale
- industria pesante
Spessore consigliato:
Materiali | Spessore consigliato |
acciaio al carbonio | 1-40 mm |
Acciaio inossidabile | 1-50 mm |
piastra di alluminio | 1-40 mm |
4. Spiegazione dettagliata dei parametri di velocità del taglio laser
1) Importanza della velocità di taglio
La velocità di taglio influisce direttamente su:
- qualità trasversale
- Dimensione della mazza
- zona termicamente alterata
- Efficienza produttiva
- Larghezza del colpo
Troppo lento:
- Bordi brucianti
- Grave formazione di scorie
- Deformazione termica aumentata
Troppo veloce:
- Taglio incompleto
- accumulo di scorie
- Rimbalzo scintillante
- Taglio intermittente
Pertanto, è essenziale trovare l'equilibrio ottimale.
2) Metodo di valutazione della velocità
Stato normale Sintomi:
- Le scintille schizzano verso il basso
- Taglio liscio
- Nessuna sbavatura evidente
- Suono stabile
Troppo veloce Sintomi:
- Le scintille si inclinano all'indietro
- Accumulo di scorie sul fondo
- Taglio incompleto in alcune zone
- Taglio stretto
Troppo lento Sintomi:
- Scintille che si diffondono
- bordi bruciati
- Zona termicamente alterata più ampia
- Sezione trasversale approssimativa
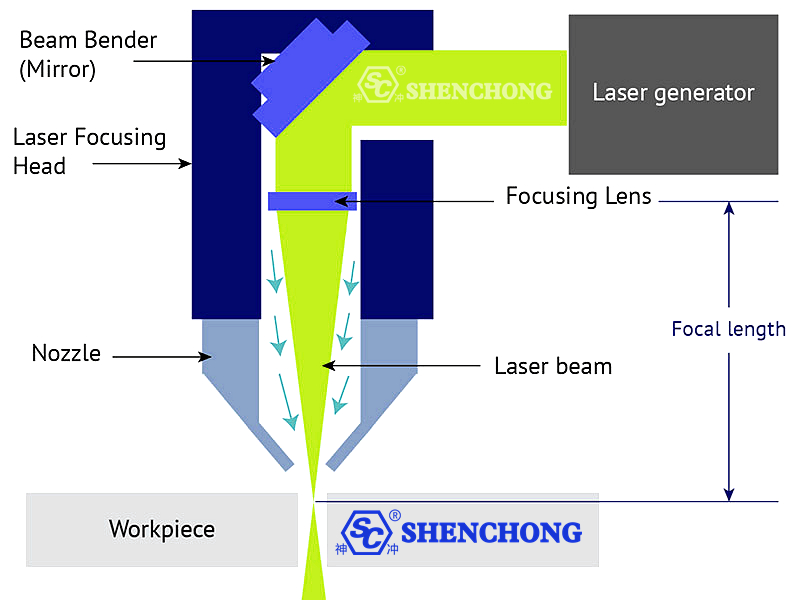
5. Spiegazione dettagliata dei parametri di posizione della messa a fuoco
1) Definizione della posizione focale
La posizione focale si riferisce alla distanza tra il punto focale del laser e la superficie del materiale.
La posizione focale viene solitamente espressa nella forma:
- 0
- +1
- -1
ecc.
Dove:
- Messa a fuoco positiva: il punto focale è sopra il materiale
- Punto focale zero: il punto focale si trova sulla superficie del materiale
- Messa a fuoco negativa: il punto focale si trova all'interno del materiale
2) Situazioni applicabili per diversi punti focali
Messa a fuoco zero
Adatto per:
- Lastre sottili in acciaio inossidabile
- Piastre sottili di alluminio
- Taglio di precisione
Caratteristiche:
- Taglio finissimo
- Alta precisione
- Bella superficie
Messa a fuoco negativa
Adatto per:
- Lastre spesse di acciaio al carbonio
- Taglio ad alta velocità
Caratteristiche:
- Penetrazione profonda
- Buona rimozione delle scorie
- Forte penetrazione
Attenzione positiva
Adatto per:
- Materiali speciali
- Alcuni piatti spessi
Caratteristiche:
- Lama larga nella parte superiore e stretta in quella inferiore.
- Buona superficie superiore
6. Spiegazione dettagliata dei parametri del gas ausiliario
1) Parametri di taglio dell'ossigeno
L'ossigeno viene utilizzato principalmente per il taglio dell'acciaio al carbonio.
Caratteristiche:
- Basso costo
- Elevata capacità di tagliare lastre spesse
- Può aumentare la velocità di taglio
Svantaggi:
- Ossidazione della superficie di taglio
- Annerimento della sezione trasversale
Pressione consigliata:
Spessore della piastra | Opressione dell'ossigeno |
1-3 mm | 0,3-0,6 bar |
4-10 mm | 0,6-1,0 bar |
12-20 mm | 0,8-1,5 bar |
2) Parametri di taglio dell'azoto
L'azoto viene utilizzato principalmente per:
- Acciaio inossidabile
- Piastre di alluminio
- Lastre zincate
- Componenti esterni di alta gamma
Caratteristiche:
- Nessuna ossidazione
- Taglio brillante
- Taglio di alta qualità
Svantaggi:
- Elevato consumo di gas
- Costo elevato
Pressione consigliata:
Spessore della piastra | Opressione dell'ossigeno |
1 mm | 8-12 bar |
2 mm | 10-14 bar |
4 millimetri | 14-18 bar |
6 mm o più | 18-25 bar |
3) Parametri di taglio dell'aria
Il taglio ad aria è un processo a basso costo che si è sviluppato rapidamente negli ultimi anni.
Caratteristiche:
- Non è necessario azoto
- Basso costo
- Adatto alla produzione di massa
Applicabile a:
- Componenti generici in lamiera
- industria delle scatole elettriche
- industria degli scaffali
Svantaggi:
- Leggera ossidazione del taglio
- Precisione leggermente inferiore
7. Spiegazione dettagliata dei parametri dell'ugello
Effetti diretti degli ugelli su:
- Condizioni del flusso d'aria
- Stabilità di taglio
- Capacità di rimozione delle scorie
- Qualità all'avanguardia
Specifiche comuni degli ugelli:
Specifiche | Applicazioni |
Strato singolo 1.0 | Piastra sottile ad alta velocità |
Strato singolo 1.5 | Piastra media |
Doppio strato 1.2 | Piastra di ossigeno in acciaio al carbonio |
Doppio strato 1.5 | Piastra spessa |
Doppio strato 2.0 | Piastra extra spessa |
8. Spiegazione dettagliata dei parametri del processo di perforazione
1) Importanza della perforazione
Il taglio laser richiede la foratura prima di procedere al taglio vero e proprio.
La qualità della perforazione determina:
- stabilità di taglio
- Qualità della superficie
- Efficienza di elaborazione
- Prevenire la rottura del foro
2) Metodi di perforazione comuni
Perforazione ordinaria
Adatto per:
- Lamine sottili
- Piastre di medio spessore
Caratteristiche:
- Ad alta velocità
- Semplice e stabile
Perforazione progressiva
Adatto per:
- Lastre spesse
- Materiali ad alta riflettività
Caratteristiche:
- Prevenire la rottura del foro
- Riduzione dello shock termico
Perforazione a impulsi
Caratteristiche:
- Piccola zona termicamente alterata
- Alta precisione
- Buona qualità di foratura
9. Analisi dei parametri di taglio per diversi materiali
1) Parametri del processo di taglio laser dell'acciaio al carbonio
Caratteristiche:
- Facile da elaborare
- Basso costo
- Ampiamente utilizzato
Gas consigliato:
- Ossigeno
Punti chiave del processo:
- Controllo dell'ossidazione
- Prevenire l'accumulo di scorie
- Migliorare la perpendicolarità delle piastre spesse
2) Parametri di taglio laser dell'acciaio inossidabile
Caratteristiche:
- Elevata riflettività
- conduzione lenta del calore
- Soggetta al surriscaldamento
Gas consigliato:
- Azoto
Punti chiave del processo:
- Prevenire l'ingiallimento
- Controllo delle frese
- Mantenere una finitura brillante
3) Parametri del processo di taglio delle lamiere di alluminio
Caratteristiche:
- Alta riflettività
- rapida conduzione del calore
- Soggetta a rottura per foratura
Punti chiave del processo:
- Uscita stabile ad alta potenza
- Impedire la retroilluminazione
- Controllo della deformazione termica
4) Parametri del processo di taglio laser di lastre di rame
Caratteristiche:
- Riflettività ultraelevata
- Difficile da elaborare
Requisiti:
- Laser ad alta potenza
- Sistema anti-retroilluminazione
- Testina di taglio ad alta stabilità
10. Problemi di qualità del taglio e regolazione dei parametri
1) Problemi di burr
Cause:
- Potenza insufficiente
- Velocità eccessiva
- Pressione dell'aria insufficiente
- Deviazione della messa a fuoco
Soluzioni:
- Aumentare la potenza
- Diminuire la velocità
- Aumentare la pressione dell'aria
- regolare la messa a fuoco
2) Problemi relativi alle scorie
Cause:
- Scarsa rimozione delle scorie
- Ugello danneggiato
- Flusso di gas instabile
Soluzioni:
- Sostituire l'ugello
- Regolare la pressione dell'aria
- Migliorare la stabilità del taglio
3) Problemi di bruciatura dei bordi
Cause:
- bassa velocità
- Potenza eccessiva
- Messa a fuoco errata
Soluzioni:
- Aumentare la velocità
- diminuire la potenza
- Rifocalizzare
4) Taglio incompleto
Cause:
- Potenza insufficiente
- Contaminazione delle lenti
- Pressione dell'aria insufficiente
Soluzioni:
- Aumentare la potenza
- Obiettivo pulito
- Verificare il percorso del gas
11. Tecniche di taglio di lamiere spesse
Il taglio di lamiere spesse rappresenta un aspetto impegnativo della lavorazione laser.
I punti chiave includono:
- Prevenire l'accumulo di scorie
- Mantenere la perpendicolarità
- Migliorare la capacità di penetrazione
- Controllo della zona termicamente alterata
Parametri chiave:
Parametri | Regolare la direzione |
Energia | Aumento della concentrazione negativa di coca-Cola |
Messa a fuoco | Stabilizzare la pressione media e alta |
Pressione dell'aria | Diminuire |
Velocità | Aumentare l'apertura |
Ugello | Regolare la direzione |
12. Tecniche di taglio ad alta velocità di lamiere sottili
I punti chiave della lavorazione delle lastre sottili sono:
- Migliorare l'efficienza
- Prevenire le vibrazioni
- Prevenire la deformazione
- Migliorare la precisione
Indicazioni per l'ottimizzazione:
- Accelerazione elevata
- Ugello piccolo
- Sistema di movimento ad alta velocità
- Testina di taglio leggera
13. Tecniche di taglio per materiali altamente riflettenti
I materiali altamente riflettenti includono:
- Piastre di alluminio
- lastre di rame
- Ottone
- Rame
Difficoltà:
- Riflessione laser
- Danneggia facilmente il laser
- Difficoltà nel forare
Soluzioni:
- Utilizzare un laser a fibra ad alta potenza
- Utilizzare un sistema anti-retroilluminazione
- Utilizzare piercing progressivo
- Utilizzare un sistema di raffreddamento stabile
14. Tecnologia dei parametri dinamici
Moderno macchine da taglio laser di fascia alta siamo entrati nell'era del controllo dinamico intelligente.
Tra cui:
- Controllo dinamico della messa a fuoco
- Regolazione automatica della pressione dell'aria
- Perforazione intelligente
- Ottimizzazione dei parametri dell'IA
- Rilevamento automatico dei bordi
- Taglio volante
- anticollisione intelligente
I suoi obiettivi principali:
- Migliorare l'efficienza
- Migliorare la stabilità
- Ridurre la dipendenza dal lavoro manuale
15. Approcci parametrici raccomandati per diversi spessori
1) Piastra sottile da 1 mm
Punti chiave:
- Ad alta velocità
- Piccolo punto focale
- Ugello piccolo
- Alta accelerazione
2) Piastra media da 6 mm
Punti chiave:
- Bilanciare efficienza e qualità
- Rimozione stabile delle scorie
- Controllo dell'effetto termico
3) Piastra spessa 20 mm
Punti chiave:
- Capacità di penetrazione
- Capacità di rimozione delle scorie
- Controllo termico
- Elaborazione stabile a lungo termine
16. Fattori che influenzano la stabilità dei parametri
1) Contaminazione delle lenti
Cause:
- Attenuazione di potenza
- Macchia anomala
- Bruciatura della lente
2) Purezza del gas insufficiente
Cause:
- Taglio dell'ossidazione
- Aumento delle macine
- Ingiallimento della sezione trasversale
3) Vibrazioni della macchina utensile
Cause:
- Precisione ridotta
- Taglio dell'increspatura
- Fori non rotondi
4) Precisione insufficiente della guida
Cause:
- Errore di tracciamento
- Taglio instabile
17. Logica fondamentale dell'ottimizzazione dei parametri
Taglio laser processo L'ottimizzazione dei parametri consiste essenzialmente in un equilibrio tra i seguenti fattori:
- Energia
- Tempo
- flusso d'aria
- Calore
- Movimento
Gli ingegneri di processo veramente eccellenti devono ottimizzare in modo completo sulla base di:
- Materiale
- Spessore
- Requisiti di precisione
- Requisiti di costo
- Requisiti di efficienza
18. Database dei processi intelligenti
Le moderne apparecchiature laser sono gradualmente entrate nell'era dei processi gestiti tramite database.
Il sistema può richiamare automaticamente:
- Parametri di potenza
- Parametri di messa a fuoco
- Parametri della pressione atmosferica
- Parametri di perforazione
- Parametri angolari
I vantaggi includono:
- Difficoltà operative ridotte
- Riduzione dei tempi di taglio delle prove
- Consistenza migliorata
- Riduzione della dipendenza dal lavoro manuale
19. Tendenze di sviluppo future della tecnologia di taglio laser
Le future direzioni di sviluppo della tecnologia di taglio laser includono:
- Ottimizzazione automatica dei parametri tramite IA
- Taglio adattivo
- Monitoraggio intelligente della qualità
- Tecnologia di compensazione automatica
- Taglio ad altissima velocità
- Lavorazione di lastre ultra-spesse
- Fabbriche senza personale
- Database di processi basato su cloud
Le future apparecchiature per il taglio laser non saranno solo strumenti di lavorazione, ma anche un nodo fondamentale nei sistemi di produzione intelligenti.
20. Conclusion
I parametri del processo di taglio laser rappresentano la tecnologia fondamentale che determina le prestazioni delle apparecchiature, la qualità della lavorazione e l'efficienza dello stabilimento.
La lavorazione laser di altissimo livello non riguarda solo la "capacità di tagliare", ma anche:
- Taglio veloce
- Tagliando costantemente
- Tagliare splendidamente
- Tagliare economicamente
- Funzionamento stabile per periodi prolungati
Pertanto, la capacità di ottimizzare i parametri di processo diventerà una delle competenze chiave più importanti nel futuro settore della lavorazione laser.




