
Inhaltsverzeichnis
1. Überblick über die Prozessparameter beim Laserschneiden
Beim Laserschneiden von Metallblechen sind die Prozessparameter die Kernfaktoren, die Schnittqualität, Effizienz, Verarbeitungsstabilität und Produktionskosten bestimmen.
Dieselbe Laserschneidmaschine kann bei unterschiedlichen Parametereinstellungen völlig unterschiedliche Schnittergebnisse liefern.
Hervorragende Laserschneidprozesse müssen folgende Ziele erreichen:
- Glatte Schnittfuge
- gratfrei
- Kleine Wärmeeinflusszone
- Hohe Rechtwinkligkeit
- Hohe Schnittgeschwindigkeit
- Hohe Materialausnutzungsrate
- Stabile kontinuierliche Verarbeitung
- Reduzierter Gasverbrauch
- Verlängerte Linsenlebensdauer
- Verbesserte Gesamtmaschineneffizienz
Daher ist die Optimierung der Prozessparameter beim Laserschneiden eine der wichtigsten technischen Fähigkeiten in der Laserschneidindustrie.
2. Kernprozessparameter für das Laserschneiden
Zu den wichtigsten Prozessparametern beim Laserschneiden gehören im Wesentlichen folgende:
Parameter | Funktionen |
Laserleistung | Bestimmt die Schneidleistung |
Schnittgeschwindigkeit | Bestimmt die Verarbeitungseffizienz |
Fokusposition | Bestimmt die Schnittqualität |
Düsenhöhe | Bestimmt die Stabilität des Luftstroms |
Hilfsgasdruck | Bestimmt den Schlackenentfernungseffekt |
Frequenz | Bestimmt den Impulsausgang |
Tastverhältnis | Bestimmt die Energiedichte |
Piercingparameter | Bestimmt die anfängliche Schnittqualität |
Beschleunigung | Bestimmt die Eckqualität |
Punktdurchmesser | Bestimmt die Genauigkeit |
Düsenspezifikation | Bestimmt das Luftströmungsmuster |
Schneidepfad | Bestimmt die Gesamteffizienz |
3. Detaillierte Erläuterung der Laserleistungsparameter
1) Konzept der Laserleistung
Die Laserleistung bezeichnet die Energieabgabe eines Lasers pro Zeiteinheit und wird üblicherweise in W (Watt) oder kW (Kilowatt) gemessen.
Gängige Leistungsstufen sind:
- 1500 W
- 3000 W
- 6000 W
- 12000W
- 20000 W
- 30000 W
- 40000 W und mehr
Höhere Leistung führt im Allgemeinen zu Folgendem:
- Größere Schnittstärke
- Höhere Schnittgeschwindigkeit
- Stärkere Durchdringungsfähigkeit
- Höhere Verarbeitungseffizienz
Höhere Leistung ist jedoch nicht immer besser.
Übermäßige Leistung kann zu Folgendem führen:
- Überschmelzen
- Breiterer Schnittfugen
- Vermehrte Grate
- Randverbrennungen
- Erhöhter Energieverbrauch
- Erhöhte Betriebskosten
Daher ist es unerlässlich, die Leistung dem jeweiligen Prozess anzupassen.
2) Anwendbarer Bereich verschiedener Leistungsstufen
- 1500-W-Stufe
Geeignet für:
- Dünnblechverarbeitung
- Werbebeschriftung
- Kleine Blechteile
- Edelstahlblech
Empfohlene Dicke:
Materialien | Empfohlene Dicke |
Kohlenstoffstahl | 1-6 mm |
Edelstahl | 1-4 mm |
Aluminiumplatte | 1-3 mm |
- 3000-W-Stufe
Geeignet für:
- Allgemeine Blechbearbeitung
- Kleine und mittlere Fabriken
- Elektroschrankindustrie
- Küchengeräteindustrie
Empfohlene Dicke:
Materialien | Empfohlene Dicke |
Kohlenstoffstahl | 1-12 mm |
Edelstahl | 1-8 mm |
Aluminiumplatte | 1-6 mm |
- 6000-W-Niveau
Geeignet für:
- Verarbeitung von mittleren und schweren Blechen
- Baumaschinen
- Stahlbauindustrie
Empfohlene Dicke:
Materialien | Empfohlene Dicke |
Kohlenstoffstahl | 1-20 mm |
Edelstahl | 1-16 mm |
Aluminiumplatte | 1-12 mm |
- 12000 W und mehr
Geeignet für:
- Hochgeschwindigkeitsbearbeitung dicker Platten
- Große Stahlkonstruktionen
- Schiffbau
- Schwerindustrie
Empfohlene Dicke:
Materialien | Empfohlene Dicke |
Kohlenstoffstahl | 1-40 mm |
Edelstahl | 1-50 mm |
Aluminiumplatte | 1-40 mm |
4. Detaillierte Erläuterung der Parameter für die Laserschneidgeschwindigkeit
1) Bedeutung der Schnittgeschwindigkeit
Die Schnittgeschwindigkeit hat direkten Einfluss auf:
- Querschnittsqualität
- Gratgröße
- Wärmeeinflusszone
- Produktionseffizienz
- Klopfbreite
Zu langsam:
- Brennende Kanten
- Starke Schlackenbildung
- Erhöhte thermische Verformung
Zu schnell:
- Unvollständiger Schnitt
- Schlackenbildung
- Funkensprung
- Intermittierender Schnitt
Daher ist es unerlässlich, das optimale Gleichgewicht zu finden.
2) Geschwindigkeitseinschätzungsmethode
Normalzustand Symptome:
- Funken schießen nach unten
- Glatter Schnitt
- Keine offensichtlichen Grate
- Stabiler Klang
Zu schnell Symptome:
- Funken schlagen schräg nach hinten.
- Schlackenablagerungen am Boden
- Unvollständiger Schnitt in einigen Bereichen
- Schmaler Schnitt
Zu langsam Symptome:
- Funkenflug
- Überhitzte Ränder
- Größere Wärmeeinflusszone
- Grober Querschnitt
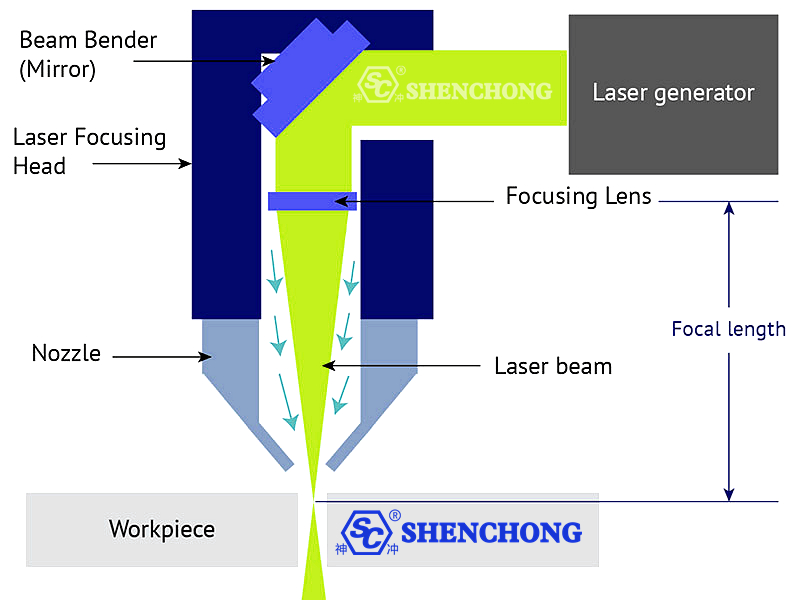
5. Detaillierte Erläuterung der Fokuspositionsparameter
1) Definition der Fokusposition
Die Fokusposition bezeichnet den Abstand zwischen dem Brennpunkt des Lasers und der Oberfläche des Materials.
Die Fokusposition wird üblicherweise wie folgt ausgedrückt:
- 0
- +1
- -1
usw.
Wo:
- Positiver Fokus: Der Fokuspunkt befindet sich oberhalb des Materials.
- Nullfokus: Der Brennpunkt liegt auf der Materialoberfläche.
- Negativer Fokus: Der Brennpunkt liegt innerhalb des Materials.
2) Anwendbare Situationen für verschiedene Schwerpunkte
Null Fokus
Geeignet für:
- Edelstahl-Dünnplatten
- Aluminium-Dünnplatten
- Präzisionsschneiden
Merkmale:
- Feinster Schnitt
- Hohe Präzision
- Schöne Oberfläche
Negativer Fokus
Geeignet für:
- Dicke Platten aus Kohlenstoffstahl
- Hochgeschwindigkeitsschneiden
Merkmale:
- Tiefes Eindringen
- Gute Schlackenentfernung
- Starke Durchdringung
Positiver Fokus
Geeignet für:
- Spezialmaterialien
- Einige dicke Platten
Merkmale:
- Breiter Schnittspalt oben, schmaler unten
- Gute Oberfläche
6. Detaillierte Erläuterung der Hilfsgasparameter
1) Sauerstoffschneidparameter
Sauerstoff wird hauptsächlich zum Schneiden von Kohlenstoffstahl verwendet.
Merkmale:
- Niedrige Kosten
- Hohe Schneidefähigkeit für dicke Platten
- Kann die Schnittgeschwindigkeit erhöhen
Nachteile:
- Oxidation der Schnittfläche
- Schwärzung des Querschnitts
Empfohlener Druck:
Plattendicke | OSauerstoffdruck |
1-3 mm | 0,3–0,6 bar |
4-10 mm | 0,6–1,0 bar |
12-20 mm | 0,8–1,5 bar |
2) Stickstoff-Schneidparameter
Stickstoff wird hauptsächlich verwendet für:
- Edelstahl
- Aluminiumplatten
- Verzinkte Bleche
- Hochwertige Außenteile
Merkmale:
- Keine Oxidation
- Heller Schnitt
- Hochwertiger Schnitt
Nachteile:
- Hoher Gasverbrauch
- Hohe Kosten
Empfohlener Druck:
Plattendicke | OSauerstoffdruck |
1 mm | 8-12 bar |
2 mm | 10-14 bar |
4 mm | 14-18 bar |
6 mm oder mehr | 18-25 bar |
3) Luftschneidparameter
Das Luftschneiden ist ein kostengünstiges Verfahren, das sich in den letzten Jahren rasant weiterentwickelt hat.
Merkmale:
- Kein Stickstoff erforderlich
- Niedrige Kosten
- Geeignet für die Massenproduktion
Gilt für:
- Allgemeine Blechteile
- Elektrokastenindustrie
- Regalindustrie
Nachteile:
- Leichte Oxidation der Schnittfläche
- Etwas geringere Präzision
7. Detaillierte Erläuterung der Düsenparameter
Direkte Auswirkungen von Düsen auf:
- Luftströmungsbedingungen
- Schnittstabilität
- Schlackenentfernungskapazität
- Spitzenqualität
Gängige Düsenspezifikationen:
Spezifikationen | Anwendungen |
Einzelschicht 1.0 | Dünnplatten-Hochgeschwindigkeitsgeschwindigkeit |
Einzelschicht 1,5 | Mittlere Platte |
Doppelschicht 1.2 | Kohlenstoffstahl-Sauerstoffplatte |
Doppellagig 1,5 | Dicke Platte |
Doppelschicht 2.0 | Extra dicke Platte |
8. Detaillierte Erläuterung der Bohrprozessparameter
1) Bedeutung des Bohrens
Beim Laserschneiden muss vor dem eigentlichen Schneidevorgang gebohrt werden.
Die Bohrqualität bestimmt:
- Schnittstabilität
- Oberflächenqualität
- Verarbeitungseffizienz
- Verhinderung von Lochbrüchen
2) Gängige Bohrverfahren
Gewöhnliche Bohrung
Geeignet für:
- Dünne Platten
- Mitteldünne Platten
Merkmale:
- Hohe Geschwindigkeit
- Einfach und stabil
Progressives Bohren
Geeignet für:
- Dicke Platten
- Materialien mit hohem Reflexionsgrad
Merkmale:
- Verhinderung von Lochbrüchen
- Reduzierung von Temperaturschocks
Impulsbohren
Merkmale:
- Kleine Wärmeeinflusszone
- Hohe Präzision
- Gute Bohrqualität
9. Analyse der Schnittparameter für verschiedene Werkstoffe
1) Prozessparameter für das Laserschneiden von Kohlenstoffstahl
Merkmale:
- Einfach zu verarbeiten
- Niedrige Kosten
- Weit verbreitet
Empfohlenes Gas:
- Sauerstoff
Wichtigste Punkte des Prozesses:
- Oxidation kontrollieren
- Schlackenbildung verhindern
- Verbesserung der Rechtwinkligkeit dicker Platten
2) Parameter für das Laserschneiden von Edelstahl
Merkmale:
- Starke Reflektivität
- Langsame Wärmeleitung
- Neigt zu Überhitzung
Empfohlenes Gas:
- Stickstoff
Wichtigste Punkte des Prozesses:
- Vergilbung verhindern
- Kontrollgräben
- Für ein glänzendes Finish sorgen
3) Prozessparameter für das Schneiden von Aluminiumplatten
Merkmale:
- Hohe Reflektivität
- Schnelle Wärmeleitung
- Anfällig für Lochbrüche
Wichtigste Punkte des Prozesses:
- Hohe, stabile Ausgangsleistung
- Hintergrundbeleuchtung verhindern
- Kontrolle der thermischen Verformung
4) Parameter des Laserschneidprozesses für Kupferplatten
Merkmale:
- Extrem hohe Reflektivität
- Schwer zu verarbeiten
Anforderungen:
- Hochleistungslaser
- Anti-Backlighting-System
- Hochstabiler Schneidkopf
10. Probleme mit der Schnittqualität und Parameteranpassungen
1) Probleme mit Graten
Ursachen:
- Unzureichende Leistung
- Übermäßige Geschwindigkeit
- Unzureichender Luftdruck
- Fokusabweichung
Lösungen:
- Leistung erhöhen
- Geschwindigkeit verringern
- Erhöhen Sie den Luftdruck
- Fokus einstellen
2) Schlackenprobleme
Ursachen:
- Mangelhafte Schlackenentfernung
- Beschädigte Düse
- Instabiler Gasfluss
Lösungen:
- Düse ersetzen
- Luftdruck anpassen
- Verbesserung der Schnittstabilität
3) Probleme mit Kantenbrand
Ursachen:
- Langsame Geschwindigkeit
- Übermäßige Macht
- Falscher Fokus
Lösungen:
- Geschwindigkeit erhöhen
- Leistung verringern
- Neuausrichtung
4) Unvollständiger Zuschnitt
Ursachen:
- Unzureichende Leistung
- Linsenverschmutzung
- Unzureichender Luftdruck
Lösungen:
- Leistung erhöhen
- Linse reinigen
- Gasweg prüfen
11. Parameter und Techniken zum Schneiden dicker Bleche
Das Schneiden dicker Bleche stellt eine Herausforderung bei der Laserbearbeitung dar.
Zu den wichtigsten Punkten gehören:
- Schlackenbildung verhindern
- Senkrechtigkeit beibehalten
- Verbesserung der Durchdringungsfähigkeit
- Wärmeeinflusszone kontrollieren
Wichtigste Parameter:
Parameter | Richtung anpassen |
Leistung | Erhöhung der negativen Kokskonzentration |
Fokus | Mittel- und Hochdruck stabilisieren |
Luftdruck | Verringern |
Geschwindigkeit | Vergrößern Sie die Öffnung |
Düse | Richtung anpassen |
12. Hochgeschwindigkeits-Dünnblechschneidtechniken
Die wichtigsten Punkte bei der Dünnblechverarbeitung sind:
- Effizienzsteigerung
- Vibrationen verhindern
- Verformung verhindern
- Verbesserung der Präzision
Optimierungsrichtungen:
- Hohe Beschleunigung
- Kleine Düse
- Hochgeschwindigkeits-Bewegungssystem
- Leichter Schneidkopf
13. Schneidetechniken für hochreflektierende Materialien
Hochreflektierende Materialien sind unter anderem:
- Aluminiumplatten
- Kupferplatten
- Messing
- Kupfer
Schwierigkeiten:
- Laserreflexion
- Beschädigt den Laser leicht.
- Schwierigkeiten beim Stechen
Lösungen:
- Verwenden Sie einen Hochleistungsfaserlaser.
- Verwenden Sie ein Anti-Backlight-System
- Progressives Piercing anwenden
- Verwenden Sie ein stabiles Kühlsystem.
14. Dynamische Parametertechnologie
Modern High-End-Laserschneidmaschinen sind in das Zeitalter der intelligenten dynamischen Steuerung eingetreten.
Einschließlich:
- Dynamische Fokussteuerung
- Automatische Luftdruckanpassung
- Intelligentes Piercing
- KI-Parameteroptimierung
- Automatische Kantenerkennung
- Fliegender Schnitt
- Intelligenter Kollisionsvermeidungsmechanismus
Seine Kernziele:
- Effizienz steigern
- Stabilität verbessern
- Verringerung der Abhängigkeit von manueller Arbeit
15. Empfohlene Parameteransätze für unterschiedliche Dicken
1) 1 mm dünne Platte
Wichtigste Punkte:
- Hohe Geschwindigkeit
- Kleiner Fokuspunkt
- Kleine Düse
- Hohe Beschleunigung
2) 6 mm mittlere Platte
Wichtigste Punkte:
- Ausgewogene Balance zwischen Effizienz und Qualität
- Stabile Schlackenentfernung
- Kontrolle des thermischen Einflusses
3) 20 mm dicke Platte
Wichtigste Punkte:
- Durchdringungsfähigkeit
- Fähigkeit zur Schlackenentfernung
- Thermische Steuerung
- Langzeitstabile Verarbeitung
16. Faktoren, die die Parameterstabilität beeinflussen
1) Linsenverschmutzung
Ursachen:
- Leistungsdämpfung
- Anomaler Fleck
- Linsenverbrennung
2) Unzureichende Gasreinheit
Ursachen:
- Schneiden von Oxidation
- Erhöhte Grate
- Vergilbung des Querschnitts
3) Werkzeugmaschinenvibrationen
Ursachen:
- Verminderte Genauigkeit
- Schneidende Wellen
- Unrunde Löcher
4) Unzureichende Genauigkeit der Führungsschiene
Ursachen:
- Fehlerverfolgung
- Instabiles Schneiden
17. Kernlogik der Parameteroptimierung
Laserschneiden Verfahren Die Parameteroptimierung ist im Wesentlichen ein Ausgleich zwischen den folgenden Faktoren:
- Energie
- Zeit
- Luftstrom
- Hitze
- Bewegung
Wirklich exzellente Verfahrenstechniker müssen umfassend optimieren, basierend auf:
- Material
- Dicke
- Präzisionsanforderungen
- Kostenanforderungen
- Effizienzanforderungen
18. Intelligente Prozessdatenbank
Moderne Laseranlagen sind nach und nach in das Zeitalter datenbankgesteuerter Prozesse eingetreten.
Das System kann automatisch auf Folgendes zugreifen:
- Leistungsparameter
- Fokusparameter
- Luftdruckparameter
- Perforationsparameter
- Winkelparameter
Zu den Vorteilen gehören:
- Verringerte Betriebsschwierigkeiten
- Verkürzte Versuchsschnittzeit
- Verbesserte Konsistenz
- Verringerte Abhängigkeit von manueller Arbeit
19. Zukünftige Entwicklungstrends der Laserschneidtechnologie
Zu den zukünftigen Entwicklungsrichtungen der Laserschneidtechnologie gehören:
- Automatische KI-Parameteroptimierung
- Adaptives Schneiden
- Intelligente Qualitätsüberwachung
- Automatische Kompensationstechnologie
- Hochgeschwindigkeitsschneiden
- Bearbeitung ultradicker Platten
- Unbemannte Fabriken
- Cloudbasierte Prozessdatenbank
Zukünftige Laserschneidanlagen werden nicht nur Bearbeitungsgeräte sein, sondern auch ein wichtiger Knotenpunkt in intelligenten Fertigungssystemen.
20. Schlussfolgerung
Die Prozessparameter beim Laserschneiden sind die Kerntechnologie, die die Anlagenleistung, die Bearbeitungsqualität und die Effizienz der Fabrik bestimmt.
Bei der Laserbearbeitung auf höchstem Niveau geht es nicht nur um die Fähigkeit zu schneiden, sondern auch um Folgendes:
- Schnell schneiden
- stetig schneiden
- Wunderschön geschnitten
- Wirtschaftliche Kürzungen
- stabiler Betrieb über längere Zeiträume
Daher wird die Fähigkeit zur Optimierung von Prozessparametern zu einer der wichtigsten Kernkompetenzen in der zukünftigen Laserbearbeitungsindustrie werden.




