
جدول المحتويات
1. نظرة عامة على معايير عملية القطع بالليزر
في عملية قطع الصفائح المعدنية بالليزر، تعتبر معايير العملية هي العوامل الأساسية التي تحدد جودة القطع وكفاءتها واستقرار المعالجة وتكاليف الإنتاج.
يمكن لآلة القطع بالليزر نفسها أن تنتج نتائج قطع مختلفة تمامًا في ظل إعدادات معلمات مختلفة.
يجب أن تحقق عمليات القطع بالليزر الممتازة الأهداف التالية:
- شق ناعم
- خالٍ من النتوءات
- منطقة صغيرة متأثرة بالحرارة
- تعامد عالٍ
- قص عالي
- معدل استخدام المواد العالي
- معالجة مستمرة مستقرة
- انخفاض استهلاك الغاز
- عمر عدسة ممتد
- تحسين الكفاءة العامة للآلة
لذلك، فإن تحسين معايير عملية القطع بالليزر يعد أحد أهم القدرات التقنية الأساسية في صناعة القطع بالليزر.
2. معايير العملية الأساسية للقطع بالليزر
تشمل معايير العملية الأساسية للقطع بالليزر ما يلي بشكل رئيسي:
حدود | المهام |
قوة الليزر | يحدد قدرة القطع |
سرعة القطع | يحدد كفاءة المعالجة |
موضع التركيز | يحدد جودة القطع |
ارتفاع الفوهة | يحدد استقرار تدفق الهواء |
ضغط الغاز المساعد | يحدد مدى فعالية إزالة الخبث |
تكرار | يحدد ناتج النبض |
دورة التشغيل | يحدد كثافة الطاقة |
معايير الثقب | يحدد جودة القطع الأولية |
تسريع | يحدد جودة الزاوية |
قطر البقعة | يحدد الدقة |
مواصفات الفوهة | يحدد نمط تدفق الهواء |
مسار القطع | يحدد الكفاءة الإجمالية |
3. شرح مفصل لمعلمات قدرة الليزر
1) مفهوم قوة الليزر
تشير قدرة الليزر إلى الطاقة الناتجة عن الليزر لكل وحدة زمنية، وعادة ما يتم قياسها بالواط (W) أو الكيلوواط (kW).
تشمل مستويات الطاقة الشائعة ما يلي:
- 1500 واط
- 3000 واط
- 6000 واط
- 12000 واط
- 20000 واط
- 30000 واط
- 40000 واط وما فوق
تؤدي القدرة العالية عموماً إلى:
- سماكة قطع أكبر
- سرعة قطع أعلى
- قدرة اختراق أقوى
- كفاءة معالجة أعلى
لكن القوة الأعلى ليست دائماً أفضل.
قد تؤدي السلطة المفرطة إلى:
- انصهار مفرط
- شق أوسع
- زيادة النتوءات
- حروق الحواف
- زيادة استهلاك الطاقة
- زيادة تكاليف التشغيل
لذلك، من الضروري مطابقة الطاقة مع العملية المناسبة.
2) نطاق قابل للتطبيق لمستويات الطاقة المختلفة
- مستوى 1500 واط
مناسب لـ:
- معالجة الصفائح المعدنية الرقيقة
- حروف إعلانية
- قطع معدنية صغيرة
- صفائح من الفولاذ المقاوم للصدأ
السماكة الموصى بها:
مواد | السماكة الموصى بها |
الفولاذ الكربوني | 1-6 مم |
الفولاذ المقاوم للصدأ | 1-4 مم |
صفيحة ألومنيوم | 1-3 مم |
- مستوى 3000 واط
مناسب لـ:
- معالجة الصفائح المعدنية العامة
- المصانع الصغيرة والمتوسطة الحجم
- صناعة الخزائن الكهربائية
- صناعة أدوات المطبخ
السماكة الموصى بها:
مواد | السماكة الموصى بها |
الفولاذ الكربوني | 1-12 مم |
الفولاذ المقاوم للصدأ | 1-8 مم |
صفيحة ألومنيوم | 1-6 مم |
- مستوى 6000 واط
مناسب لـ:
- معالجة الألواح المتوسطة والثقيلة
- آلات البناء
- صناعة الهياكل الفولاذية
السماكة الموصى بها:
مواد | السماكة الموصى بها |
الفولاذ الكربوني | 1-20 مم |
الفولاذ المقاوم للصدأ | 1-16 مم |
صفيحة ألومنيوم | 1-12 مم |
- 12000 واط وما فوق
مناسب لـ:
- تشغيل الصفائح السميكة بسرعة عالية
- هياكل فولاذية ضخمة
- بناء السفن
- الصناعات الثقيلة
السماكة الموصى بها:
مواد | السماكة الموصى بها |
الفولاذ الكربوني | 1-40 مم |
الفولاذ المقاوم للصدأ | 1-50 مم |
صفيحة ألومنيوم | 1-40 مم |
4. شرح مفصل لمعايير سرعة القطع بالليزر
1) أهمية سرعة القطع
تؤثر سرعة القطع بشكل مباشر على:
- جودة المقطع العرضي
- حجم البور
- المنطقة المتأثرة بالحرارة
- كفاءة الإنتاج
- عرض الطرق
بطيء جداً:
- حواف محترقة
- تكوّن الخبث الشديد
- زيادة التشوه الحراري
سريع جدًا:
- قطع غير مكتمل
- تراكم الخبث
- ارتداد الشرارة
- قطع متقطع
لذلك، من الضروري إيجاد التوازن الأمثل.
2) طريقة الحكم السريع
الحالة الطبيعية أعراض:
- تتطاير الشرر إلى الأسفل
- قطع ناعم
- لا توجد نتوءات واضحة
- صوت ثابت
سريع جدا أعراض:
- تتجه الشرر إلى الخلف
- تراكم الخبث في الأسفل
- قطع غير مكتمل في بعض المناطق
- قطع ضيق
بطيئ جدا أعراض:
- نشر الشرارات
- حواف محروقة بشكل مفرط
- منطقة أكبر متأثرة بالحرارة
- مقطع عرضي تقريبي
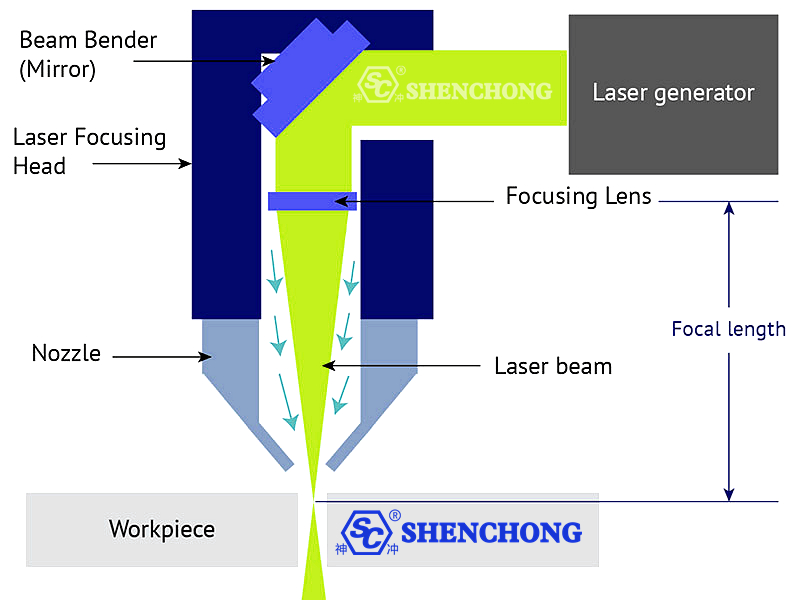
5. شرح مفصل لمعلمات موضع التركيز
1) تعريف موضع التركيز
يشير موضع التركيز إلى المسافة بين نقطة تركيز الليزر وسطح المادة.
يُعبّر عن موضع التركيز عادةً بالشكل التالي:
- 0
- +1
- -1
إلخ.
أين:
- التركيز الإيجابي: تقع نقطة التركيز فوق المادة
- التركيز الصفري: تقع نقطة التركيز على سطح المادة
- التركيز السلبي: تقع نقطة التركيز داخل المادة
2) الحالات المناسبة لنقاط التركيز المختلفة
تركيز صفري
مناسب لـ:
- صفائح رقيقة من الفولاذ المقاوم للصدأ
- صفائح رقيقة من الألومنيوم
- القطع الدقيق
سمات:
- أجود أنواع الشقوق
- دقة عالية
- سطح جميل
التركيز السلبي
مناسب لـ:
- ألواح سميكة من الفولاذ الكربوني
- القطع عالي السرعة
سمات:
- اختراق عميق
- إزالة جيدة للخبث
- اختراق قوي
التركيز الإيجابي
مناسب لـ:
- مواد خاصة
- بعض الصفائح السميكة
سمات:
- شق عريض في الأعلى وضيق في الأسفل
- سطح علوي جيد
6. شرح مفصل لمعلمات الغاز المساعد
1) معايير القطع بالأكسجين
يُستخدم الأكسجين بشكل أساسي في قطع الفولاذ الكربوني.
سمات:
- تكلفة منخفضة
- قدرة قوية على قطع الصفائح السميكة
- يمكن أن يزيد من سرعة القطع
العيوب:
- أكسدة السطح المقطوع
- اسوداد المقطع العرضي
الضغط الموصى به:
سمك اللوحة | ياضغط الأكسجين |
1-3 مم | 0.3-0.6 بار |
4-10 مم | 0.6-1.0 بار |
12-20 ملم | 0.8-1.5 بار |
2) معايير القطع بالنيتروجين
يُستخدم النيتروجين بشكل أساسي في:
- الفولاذ المقاوم للصدأ
- ألواح ألومنيوم
- صفائح مجلفنة
- قطع غيار خارجية عالية الجودة
سمات:
- لا أكسدة
- قطع لامع
- قص عالي الجودة
العيوب:
- استهلاك الغاز المرتفع
- تكلفة عالية
الضغط الموصى به:
سمك اللوحة | ياضغط الأكسجين |
1 مم | 8-12 بار |
2 مم | 10-14 بار |
4 مم | 14-18 بار |
6 مم أو أكثر | 18-25 بار |
3) معايير القطع بالهواء
يُعد القطع بالهواء عملية منخفضة التكلفة تطورت بسرعة في السنوات الأخيرة.
سمات:
- لا حاجة إلى النيتروجين
- تكلفة منخفضة
- مناسب للإنتاج بكميات كبيرة
ينطبق على:
- قطع معدنية عامة
- صناعة صناديق التوصيل الكهربائية
- صناعة الرفوف
العيوب:
- أكسدة طفيفة للقطع
- دقة أقل قليلاً
7. شرح مفصل لمعايير الفوهة
التأثيرات المباشرة للفوهات على:
- ظروف تدفق الهواء
- ثبات القطع
- قدرة إزالة الخبث
- جودة فائقة
مواصفات الفوهات الشائعة:
تحديد | التطبيقات |
طبقة واحدة 1.0 | الصفائح الرقيقة عالية السرعة |
طبقة واحدة 1.5 | أطباق متوسطة |
طبقة مزدوجة 1.2 | صفيحة أكسجين من الفولاذ الكربوني |
طبقة مزدوجة 1.5 | ألواح سميكة |
طبقة مزدوجة 2.0 | طبق سميك للغاية |
8. شرح مفصل لمعايير عملية الحفر
1) أهمية الحفر
يتطلب القطع بالليزر عملية حفر قبل الشروع في عملية القطع الفعلية.
تحدد جودة الحفر ما يلي:
- ثبات القطع
- جودة السطح
- كفاءة المعالجة
- منع انكسار الثقوب
2) طرق الحفر الشائعة
الحفر العادي
مناسب لـ:
- أطباق رقيقة
- أطباق متوسطة الرقة
سمات:
- معدل مرتفع
- بسيط ومستقر
الحفر التدريجي
مناسب لـ:
- أطباق سميكة
- مواد ذات انعكاسية عالية
سمات:
- منع انكسار الثقوب
- تقليل الصدمة الحرارية
الحفر النبضي
سمات:
- منطقة صغيرة متأثرة بالحرارة
- دقة عالية
- جودة حفر جيدة
9. تحليل معايير القطع للمواد المختلفة
1) معايير عملية القطع بالليزر للفولاذ الكربوني
سمات:
- سهل المعالجة
- تكلفة منخفضة
- يستخدم على نطاق واسع
الغاز الموصى به:
- الأكسجين
النقاط الرئيسية في العملية:
- التحكم في الأكسدة
- منع تراكم الخبث
- تحسين تعامد الصفائح السميكة
2) معايير القطع بالليزر للفولاذ المقاوم للصدأ
سمات:
- انعكاس قوي
- توصيل حراري بطيء
- عرضة لارتفاع درجة الحرارة
الغاز الموصى به:
- نتروجين
النقاط الرئيسية في العملية:
- منع الاصفرار
- التحكم في النتوءات
- حافظ على لمعانٍ براق
3) معايير عملية قطع ألواح الألومنيوم
سمات:
- عاكسية عالية
- توصيل حراري سريع
- عرضة لكسر الثقوب
النقاط الرئيسية في العملية:
- خرج طاقة عالي ومستقر
- منع الإضاءة الخلفية
- التحكم في التشوه الحراري
4) معايير عملية قطع الألواح النحاسية بالليزر
سمات:
- انعكاسية فائقة
- يصعب استيعابه
متطلبات:
- ليزر عالي الطاقة
- نظام مضاد للإضاءة الخلفية
- رأس قطع عالي الثبات
10. مشاكل جودة القطع وتعديلات المعايير
1) مشاكل بور
الأسباب:
- طاقة غير كافية
- السرعة المفرطة
- ضغط هواء غير كافٍ
- انحراف التركيز
حلول:
- زيادة الطاقة
- خفض السرعة
- زيادة ضغط الهواء
- اضبط التركيز
2) مشاكل الخبث
الأسباب:
- إزالة الخبث بشكل سيئ
- فوهة تالفة
- تدفق غاز غير مستقر
حلول:
- استبدل الفوهة
- اضبط ضغط الهواء
- تحسين ثبات القطع
3) مشاكل حرق الحواف
الأسباب:
- سرعة بطيئة
- السلطة المفرطة
- تركيز غير صحيح
حلول:
- زيادة في التوفير
- خفض الطاقة
- إعادة التركيز
4) قطع غير مكتمل
الأسباب:
- طاقة غير كافية
- تلوث العدسات
- ضغط هواء غير كافٍ
حلول:
- زيادة الطاقة
- عدسة نظيفة
- افحص مسار الغاز
11. تقنيات تحديد معلمات قطع الألواح السميكة
يُعد قطع الصفائح السميكة جانبًا صعبًا من جوانب المعالجة بالليزر.
تشمل النقاط الرئيسية ما يلي:
- منع تراكم الخبث
- الحفاظ على التعامد
- تحسين قدرة الاختراق
- التحكم في المنطقة المتأثرة بالحرارة
المعايير الرئيسية:
حدود | اضبط الاتجاه |
قوة | زيادة تركيز الكوك السلبي |
ركز | تثبيت الضغط المتوسط والعالي |
ضغط الهواء | ينقص |
سرعة | زيادة فتحة العدسة |
فوهة | اضبط الاتجاه |
12. تقنيات قطع الصفائح الرقيقة عالية السرعة
النقاط الرئيسية في معالجة الصفائح الرقيقة هي:
- تحسين الكفاءة
- منع الاهتزاز
- منع التشوه
- تحسين الدقة
اتجاهات التحسين:
- تسارع عالي
- فوهة صغيرة
- نظام حركة عالي السرعة
- رأس قطع خفيف الوزن
13. تقنيات القطع للمواد شديدة الانعكاس
تشمل المواد ذات الانعكاس العالي ما يلي:
- ألواح ألومنيوم
- ألواح نحاسية
- نحاس
- نحاس
الصعوبات:
- انعكاسات الليزر
- يتلف الليزر بسهولة
- صعوبة في عملية الثقب
حلول:
- استخدم ليزر ألياف عالي الطاقة
- استخدم نظامًا مضادًا للإضاءة الخلفية
- استخدم تقنية ثقب الجسم التدريجية
- استخدم نظام تبريد مستقر
14. تقنية المعلمات الديناميكية
حديث آلات قطع الليزر المتطورة لقد دخلنا عصر التحكم الديناميكي الذكي.
مشتمل:
- التحكم الديناميكي في التركيز
- ضبط ضغط الهواء التلقائي
- ثقب ذكي
- تحسين معلمات الذكاء الاصطناعي
- تحديد الحواف التلقائي
- قطع طائر
- نظام ذكي مضاد للتصادم
أهدافها الأساسية:
- تحسين الكفاءة
- تحسين الاستقرار
- تقليل الاعتماد على العمل اليدوي
15. أساليب تحديد المعلمات الموصى بها للسماكات المختلفة
1) صفيحة رقيقة بسمك 1 مم
النقاط الرئيسية:
- سرعة عالية
- نقطة تركيز صغيرة
- فوهة صغيرة
- تسارع عالٍ
2) لوحة متوسطة 6 مم
النقاط الرئيسية:
- الموازنة بين الكفاءة والجودة
- إزالة الخبث المستقر
- التحكم في التأثير الحراري
3) لوح بسمك 20 مم
النقاط الرئيسية:
- قدرة الاختراق
- القدرة على إزالة الخبث
- التحكم الحراري
- معالجة مستقرة على المدى الطويل
16. العوامل المؤثرة على استقرار المعلمات
1) تلوث العدسات
الأسباب:
- تخفيف الطاقة
- بقعة غير طبيعية
- احتراق العدسة
2) عدم كفاية نقاء الغاز
الأسباب:
- الأكسدة القطعية
- زيادة في عدد النتوءات
- اصفرار المقطع العرضي
3) اهتزاز آلة التشغيل
الأسباب:
- انخفاض الدقة
- تموج القطع
- ثقوب غير دائرية
4) عدم كفاية دقة السكة التوجيهية
الأسباب:
- خطأ في التتبع
- قطع غير مستقر
17. المنطق الأساسي لتحسين المعلمات
القطع بالليزر عملية يُعد تحسين المعلمات في جوهره توازناً بين العوامل التالية:
- طاقة
- وقت
- تدفق الهواء
- حرارة
- حركة
يحتاج مهندسو العمليات المتميزون حقًا إلى تحسين شامل بناءً على:
- مادة
- سماكة
- متطلبات الدقة
- متطلبات التكلفة
- متطلبات الكفاءة
18. قاعدة بيانات العمليات الذكية
دخلت معدات الليزر الحديثة تدريجياً عصر العمليات القائمة على قواعد البيانات.
يمكن للنظام أن يستدعي تلقائيًا ما يلي:
- معايير الطاقة
- معايير التركيز
- معايير ضغط الهواء
- معايير التثقيب
- معلمات الزاوية
تشمل المزايا ما يلي:
- انخفاض صعوبة التشغيل
- تقليل وقت قص التجربة
- تحسين الاتساق
- انخفاض الاعتماد على العمل اليدوي
19. اتجاهات التطوير المستقبلية لتكنولوجيا القطع بالليزر
تشمل اتجاهات التطوير المستقبلية لتكنولوجيا القطع بالليزر ما يلي:
- تحسين المعلمات التلقائي بواسطة الذكاء الاصطناعي
- القطع التكيفي
- مراقبة الجودة الذكية
- تقنية التعويض التلقائي
- قطع فائق السرعة
- معالجة الألواح فائقة السماكة
- المصانع غير المأهولة
- قاعدة بيانات العمليات السحابية
لن تكون معدات القطع بالليزر المستقبلية مجرد معدات معالجة فحسب، بل ستكون أيضًا عقدة مهمة في أنظمة التصنيع الذكية.
20. الخاتمة
تعتبر معايير عملية القطع بالليزر هي التقنية الأساسية التي تحدد أداء المعدات وجودة المعالجة وكفاءة المصنع.
لا تقتصر معالجة الليزر عالية المستوى حقًا على "القدرة على القطع" فحسب، بل تشمل أيضًا ما يلي:
- قطع سريع
- القطع بثبات
- قص جميل
- خفض التكاليف
- يعمل بثبات لفترات طويلة
لذلك، ستصبح القدرة على تحسين معايير العملية واحدة من أهم الكفاءات الأساسية في صناعة معالجة الليزر في المستقبل.




