
สารบัญ
1. ภาพรวมของพารามิเตอร์กระบวนการตัดด้วยเลเซอร์
ในการตัดแผ่นโลหะด้วยเลเซอร์ พารามิเตอร์ของกระบวนการเป็นปัจจัยหลักที่กำหนดคุณภาพการตัด ประสิทธิภาพ ความเสถียรของกระบวนการ และต้นทุนการผลิต
เครื่องตัดเลเซอร์เครื่องเดียวกันอาจให้ผลลัพธ์การตัดที่แตกต่างกันอย่างสิ้นเชิง ขึ้นอยู่กับการตั้งค่าพารามิเตอร์ที่ต่างกัน
กระบวนการตัดด้วยเลเซอร์ที่มีประสิทธิภาพสูงต้องบรรลุเป้าหมายต่อไปนี้:
- ร่องเรียบ
- ปราศจากเสี้ยน
- เขตที่ได้รับผลกระทบจากความร้อนขนาดเล็ก
- ความตั้งฉากสูง
- ความเร็วในการตัดสูง
- อัตราการใช้ประโยชน์จากวัสดุสูง
- การประมวลผลต่อเนื่องที่เสถียร
- ลดการใช้ก๊าซ
- อายุการใช้งานเลนส์ยาวนานขึ้น
- ประสิทธิภาพโดยรวมของเครื่องจักรดีขึ้น
ดังนั้น การปรับพารามิเตอร์กระบวนการตัดด้วยเลเซอร์ให้เหมาะสมจึงเป็นหนึ่งในความสามารถทางเทคนิคที่สำคัญที่สุดในอุตสาหกรรมการตัดด้วยเลเซอร์
2. พารามิเตอร์กระบวนการหลักสำหรับการตัดด้วยเลเซอร์
พารามิเตอร์กระบวนการหลักสำหรับการตัดด้วยเลเซอร์ส่วนใหญ่ประกอบด้วยสิ่งต่อไปนี้:
พารามิเตอร์ | ฟังก์ชั่น |
พลังเลเซอร์ | กำหนดความสามารถในการตัด |
ความเร็วในการตัด | กำหนดประสิทธิภาพการประมวลผล |
ตำแหน่งโฟกัส | กำหนดคุณภาพการตัด |
ความสูงของหัวฉีด | กำหนดความเสถียรของการไหลของอากาศ |
ช่วยเพิ่มแรงดันแก๊ส | กำหนดประสิทธิภาพของการกำจัดตะกรัน |
ความถี่ | กำหนดเอาต์พุตพัลส์ |
รอบการทำงาน | กำหนดความหนาแน่นของพลังงาน |
พารามิเตอร์การเจาะ | กำหนดคุณภาพการตัดเบื้องต้น |
การเร่งความเร็ว | กำหนดคุณภาพของมุม |
เส้นผ่านศูนย์กลางจุด | กำหนดความแม่นยำ |
ข้อมูลจำเพาะของหัวฉีด | กำหนดรูปแบบการไหลของอากาศ |
เส้นทางการตัด | กำหนดประสิทธิภาพโดยรวม |
3. คำอธิบายโดยละเอียดเกี่ยวกับพารามิเตอร์กำลังเลเซอร์
1) แนวคิดเกี่ยวกับพลังงานเลเซอร์
กำลังเลเซอร์ หมายถึงพลังงานที่เลเซอร์ปล่อยออกมาต่อหน่วยเวลา โดยปกติจะวัดเป็นวัตต์ (W) หรือกิโลวัตต์ (kW)
ระดับพลังงานทั่วไป ได้แก่:
- 1500W
- 3000W
- 6000W
- 12000W
- 20000 วัตต์
- 30000 วัตต์
- 40000 วัตต์ขึ้นไป
อำนาจที่สูงกว่ามักส่งผลให้เกิด:
- ความหนาในการตัดที่มากขึ้น
- ความเร็วในการตัดที่เร็วขึ้น
- ความสามารถในการเจาะที่แข็งแกร่งยิ่งขึ้น
- ประสิทธิภาพการประมวลผลที่สูงขึ้น
อย่างไรก็ตาม พลังที่สูงกว่าไม่ได้หมายความว่าดีกว่าเสมอไป
การใช้พลังงานมากเกินไปอาจนำไปสู่:
- การละลายมากเกินไป
- ร่องที่กว้างกว่า
- หนามที่เพิ่มขึ้น
- รอยไหม้ขอบ
- การใช้พลังงานที่เพิ่มขึ้น
- ต้นทุนการดำเนินงานที่เพิ่มขึ้น
ดังนั้น การเลือกใช้พลังงานให้เหมาะสมกับกระบวนการจึงเป็นสิ่งสำคัญอย่างยิ่ง
2) ช่วงระดับกำลังไฟฟ้าที่เหมาะสม
- ระดับ 1500 วัตต์
เหมาะสำหรับ:
- การแปรรูปแผ่นโลหะบาง
- ตัวอักษรโฆษณา
- ชิ้นส่วนโลหะแผ่นขนาดเล็ก
- แผ่นสแตนเลส
ความหนาที่แนะนำ:
วัสดุ | ความหนาที่แนะนำ |
เหล็กกล้าคาร์บอน | 1-6 มม. |
สแตนเลส | 1-4 มม. |
แผ่นอลูมิเนียม | 1-3 มม. |
- ระดับ 3000 วัตต์
เหมาะสำหรับ:
- การแปรรูปแผ่นโลหะทั่วไป
- โรงงานขนาดเล็กและขนาดกลาง
- อุตสาหกรรมตู้ไฟฟ้า
- อุตสาหกรรมเครื่องครัว
ความหนาที่แนะนำ:
วัสดุ | ความหนาที่แนะนำ |
เหล็กกล้าคาร์บอน | 1-12 มม. |
สแตนเลส | 1-8 มม. |
แผ่นอลูมิเนียม | 1-6 มม. |
- ระดับ 6000 วัตต์
เหมาะสำหรับ:
- การแปรรูปแผ่นขนาดกลางและขนาดหนัก
- เครื่องจักรสำหรับงานก่อสร้าง
- อุตสาหกรรมโครงสร้างเหล็ก
ความหนาที่แนะนำ:
วัสดุ | ความหนาที่แนะนำ |
เหล็กกล้าคาร์บอน | 1-20 มม. |
สแตนเลส | 1-16 มม. |
แผ่นอลูมิเนียม | 1-12 มม. |
- 12000 วัตต์ขึ้นไป
เหมาะสำหรับ:
- การตัดเฉือนแผ่นโลหะหนาด้วยความเร็วสูง
- โครงสร้างเหล็กขนาดใหญ่
- การต่อเรือ
- อุตสาหกรรมหนัก
ความหนาที่แนะนำ:
วัสดุ | ความหนาที่แนะนำ |
เหล็กกล้าคาร์บอน | 1-40 มม. |
สแตนเลส | 1-50 มม. |
แผ่นอลูมิเนียม | 1-40 มม. |
4. คำอธิบายโดยละเอียดเกี่ยวกับพารามิเตอร์ความเร็วในการตัดด้วยเลเซอร์
1) ความสำคัญของความเร็วในการตัด
ความเร็วในการตัดส่งผลโดยตรงต่อ:
- คุณภาพภาคตัดขวาง
- ขนาดของเฟือง
- เขตที่ได้รับผลกระทบจากความร้อน
- ประสิทธิภาพการผลิต
- ความกว้างของการเคาะ
ช้าเกินไป:
- ขอบที่ไหม้
- การก่อตัวของตะกรันอย่างรุนแรง
- การเสียรูปจากความร้อนที่เพิ่มขึ้น
เร็วเกินไป:
- การตัดไม่สมบูรณ์
- การสะสมของตะกรัน
- ประกายไฟกระเด้ง
- ตัดเป็นช่วงๆ
ดังนั้น การหาจุดสมดุลที่เหมาะสมจึงเป็นสิ่งสำคัญ
2) วิธีการตัดสินความเร็ว
สถานะปกติ อาการ:
- ประกายไฟพุ่งลงด้านล่าง
- ตัดเรียบ
- ไม่มีหนามแหลมที่เห็นได้ชัด
- เสียงคงที่
เร็วเกินไป อาการ:
- ประกายไฟเอียงไปด้านหลัง
- คราบตะกรันสะสมอยู่ที่ด้านล่าง
- การตัดไม่สมบูรณ์ในบางพื้นที่
- ตัดแคบ
ช้าเกินไป อาการ:
- กระจายประกายไฟ
- ขอบไหม้เกินไป
- พื้นที่ที่ได้รับผลกระทบจากความร้อนกว้างขึ้น
- ภาพตัดขวางคร่าวๆ
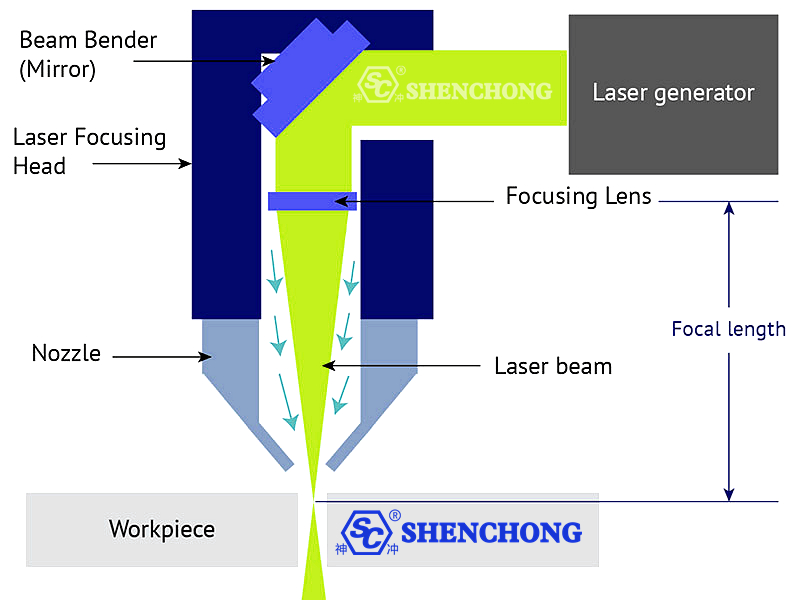
5. คำอธิบายโดยละเอียดเกี่ยวกับพารามิเตอร์ตำแหน่งโฟกัส
1) นิยามของตำแหน่งโฟกัส
ตำแหน่งโฟกัสหมายถึงระยะห่างระหว่างจุดโฟกัสของเลเซอร์กับพื้นผิวของวัสดุ
ตำแหน่งจุดโฟกัสโดยทั่วไปจะแสดงในรูปแบบ:
- 0
- +1
- -1
เป็นต้น
ที่ไหน:
- จุดสนใจเชิงบวก: จุดสนใจอยู่เหนือวัสดุ
- จุดโฟกัสเป็นศูนย์: จุดโฟกัสอยู่ที่พื้นผิวของวัสดุ
- จุดโฟกัสเชิงลบ: จุดโฟกัสอยู่ภายในวัสดุ
2) สถานการณ์ที่เหมาะสมสำหรับจุดโฟกัสที่แตกต่างกัน
โฟกัสเป็นศูนย์
เหมาะสำหรับ:
- แผ่นสแตนเลสบาง
- แผ่นอลูมิเนียมบาง
- การตัดที่แม่นยำ
คุณสมบัติ:
- ร่องละเอียดที่สุด
- ความแม่นยำสูง
- พื้นผิวที่สวยงาม
การโฟกัสเชิงลบ
เหมาะสำหรับ:
- แผ่นเหล็กกล้าคาร์บอนหนา
- การตัดความเร็วสูง
คุณสมบัติ:
- การแทรกซึมลึก
- การกำจัดตะกรันที่ดี
- การเจาะทะลุที่แข็งแกร่ง
การมุ่งเน้นเชิงบวก
เหมาะสำหรับ:
- วัสดุพิเศษ
- จานหนาบางใบ
คุณสมบัติ:
- ร่องด้านบนกว้าง ด้านล่างแคบ
- พื้นผิวด้านบนที่ดี
6. คำอธิบายโดยละเอียดเกี่ยวกับพารามิเตอร์ของก๊าซเสริม
1) พารามิเตอร์การตัดด้วยออกซิเจน
ออกซิเจนส่วนใหญ่ใช้ในการตัดเหล็กกล้าคาร์บอน
คุณสมบัติ:
- ต้นทุนต่ำ
- มีความสามารถในการตัดแผ่นหนาได้ดีเยี่ยม
- สามารถเพิ่มความเร็วในการตัดได้
ข้อเสีย :
- การเกิดออกซิเดชันของพื้นผิวที่ถูกตัด
- การเกิดสีดำที่หน้าตัด
แรงดันที่แนะนำ:
ความหนาของแผ่น | โอความดันออกซิเจน |
1-3 มม. | 0.3-0.6 บาร์ |
4-10 มม. | 0.6-1.0 บาร์ |
12-20 มม. | 0.8-1.5 บาร์ |
2) พารามิเตอร์การตัดด้วยไนโตรเจน
ไนโตรเจนส่วนใหญ่ใช้สำหรับ:
- สแตนเลส
- แผ่นอลูมิเนียม
- แผ่นเหล็กชุบสังกะสี
- ชิ้นส่วนภายนอกระดับไฮเอนด์
คุณสมบัติ:
- ไม่มีการเกิดออกซิเดชัน
- ตัดสว่าง
- การตัดคุณภาพสูง
ข้อเสีย :
- สิ้นเปลืองก๊าซสูง
- ต้นทุนสูง
แรงดันที่แนะนำ:
ความหนาของแผ่น | โอความดันออกซิเจน |
1 มม. | 8-12 บาร์ |
2 มม. | 10-14 บาร์ |
4มม. | 14-18 บาร์ |
6 มม. หรือมากกว่า | 18-25 บาร์ |
3) พารามิเตอร์การตัดด้วยลม
การตัดด้วยลมเป็นกระบวนการต้นทุนต่ำที่พัฒนาอย่างรวดเร็วในช่วงไม่กี่ปีที่ผ่านมา
คุณสมบัติ:
- ไม่จำเป็นต้องใช้ไนโตรเจน
- ต้นทุนต่ำ
- เหมาะสำหรับการผลิตจำนวนมาก
ใช้ได้กับ:
- ชิ้นส่วนโลหะแผ่นทั่วไป
- อุตสาหกรรมกล่องไฟฟ้า
- อุตสาหกรรมชั้นวางของ
ข้อเสีย :
- มีการเกิดออกซิเดชันเล็กน้อยบริเวณรอยตัด
- ความแม่นยำลดลงเล็กน้อย
7. คำอธิบายโดยละเอียดเกี่ยวกับพารามิเตอร์ของหัวฉีด
ผลกระทบโดยตรงของหัวฉีดต่อ:
- สภาวะการไหลของอากาศ
- ความเสถียรในการตัด
- ความสามารถในการกำจัดตะกรัน
- คุณภาพล้ำสมัย
ข้อกำหนดทั่วไปของหัวฉีด:
ข้อมูลจำเพาะ | การใช้งาน |
ชั้นเดียว 1.0 | แผ่นบางความเร็วสูง |
ชั้นเดียว 1.5 | จานขนาดกลาง |
สองชั้น 1.2 | แผ่นออกซิเจนเหล็กกล้าคาร์บอน |
สองชั้น 1.5 | แผ่นหนา |
สองชั้น 2.0 | จานหนาพิเศษ |
8. คำอธิบายโดยละเอียดเกี่ยวกับพารามิเตอร์ของกระบวนการเจาะ
1) ความสำคัญของการเจาะ
การตัดด้วยเลเซอร์จำเป็นต้องมีการเจาะรูเสียก่อนจึงจะทำการตัดจริงได้
คุณภาพการเจาะเป็นตัวกำหนด:
- ความเสถียรในการตัด
- คุณภาพพื้นผิว
- ประสิทธิภาพการประมวลผล
- ป้องกันการแตกของรู
2) วิธีการเจาะทั่วไป
การเจาะแบบธรรมดา
เหมาะสำหรับ:
- แผ่นบาง
- แผ่นบางปานกลาง
คุณสมบัติ:
- ความเร็วสูง
- เรียบง่ายและเสถียร
การเจาะแบบก้าวหน้า
เหมาะสำหรับ:
- แผ่นหนา
- วัสดุที่มีการสะท้อนแสงสูง
คุณสมบัติ:
- ป้องกันการแตกของรู
- การลดการเปลี่ยนแปลงอุณหภูมิอย่างฉับพลัน
การเจาะแบบพัลส์
คุณสมบัติ:
- เขตที่ได้รับผลกระทบจากความร้อนขนาดเล็ก
- ความแม่นยำสูง
- คุณภาพการเจาะที่ดี
9. การวิเคราะห์พารามิเตอร์การตัดสำหรับวัสดุชนิดต่างๆ
1) พารามิเตอร์กระบวนการตัดด้วยเลเซอร์เหล็กกล้าคาร์บอน
คุณสมบัติ:
- ประมวลผลได้ง่าย
- ต้นทุนต่ำ
- ใช้กันอย่างแพร่หลาย
ก๊าซที่แนะนำ:
- ออกซิเจน
จุดสำคัญของกระบวนการ:
- ควบคุมการเกิดออกซิเดชัน
- ป้องกันการสะสมของตะกรัน
- ปรับปรุงความตั้งฉากของแผ่นหนา
2) พารามิเตอร์การตัดด้วยเลเซอร์สแตนเลส
คุณสมบัติ:
- การสะท้อนแสงสูง
- การนำความร้อนช้า
- มีแนวโน้มที่จะร้อนเกินไป
ก๊าซที่แนะนำ:
- ไนโตรเจน
จุดสำคัญของกระบวนการ:
- ป้องกันอาการเหลือง
- ควบคุมหัวเจาะ
- รักษาสภาพให้เงางามอยู่เสมอ
3) พารามิเตอร์กระบวนการตัดแผ่นอลูมิเนียม
คุณสมบัติ:
- การสะท้อนแสงสูง
- การนำความร้อนอย่างรวดเร็ว
- มีแนวโน้มที่จะแตกเป็นรู
จุดสำคัญของกระบวนการ:
- กำลังขับสูง เสถียร
- ป้องกันแสงสะท้อน
- ควบคุมการเสียรูปเนื่องจากความร้อน
4) พารามิเตอร์กระบวนการตัดแผ่นทองแดงด้วยเลเซอร์
คุณสมบัติ:
- การสะท้อนแสงสูงมาก
- ยากต่อการประมวลผล
ความต้องการ:
- เลเซอร์กำลังสูง
- ระบบป้องกันแสงสะท้อน
- หัวตัดที่มีความเสถียรสูง
10. ปัญหาคุณภาพการตัดและการปรับค่าพารามิเตอร์
1) ปัญหาเรื่องครีบ
สาเหตุ:
- พลังงานไม่เพียงพอ
- ความเร็วเกินกำหนด
- แรงดันอากาศไม่เพียงพอ
- การเบี่ยงเบนจุดโฟกัส
โซลูชั่น:
- เพิ่มพลังงาน
- ลดความเร็วลง
- เพิ่มแรงดันอากาศ
- ปรับโฟกัส
2) ปัญหาตะกรัน
สาเหตุ:
- การกำจัดตะกรันที่ไม่ดี
- หัวฉีดชำรุด
- การไหลของก๊าซที่ไม่เสถียร
โซลูชั่น:
- เปลี่ยนหัวฉีด
- ปรับแรงดันอากาศ
- ปรับปรุงความเสถียรในการตัด
3) ปัญหาการไหม้ของขอบกระดาษ
สาเหตุ:
- ความเร็วช้า
- พลังงานที่มากเกินไป
- จุดโฟกัสไม่ถูกต้อง
โซลูชั่น:
- เพิ่มความเร็ว
- ลดกำลังไฟ
- ปรับโฟกัสใหม่
4) การตัดไม่สมบูรณ์
สาเหตุ:
- พลังงานไม่เพียงพอ
- การปนเปื้อนของเลนส์
- แรงดันอากาศไม่เพียงพอ
โซลูชั่น:
- เพิ่มพลังงาน
- ทำความสะอาดเลนส์
- ตรวจสอบทางเดินของก๊าซ
11. เทคนิคการกำหนดพารามิเตอร์การตัดแผ่นเหล็กหนา
การตัดแผ่นโลหะหนาเป็นความท้าทายอย่างหนึ่งในกระบวนการแปรรูปด้วยเลเซอร์
ประเด็นสำคัญได้แก่:
- ป้องกันการสะสมของตะกรัน
- รักษาความตั้งฉาก
- ปรับปรุงความสามารถในการเจาะทะลุ
- ควบคุมพื้นที่ที่ได้รับผลกระทบจากความร้อน
พารามิเตอร์หลัก:
พารามิเตอร์ | ปรับทิศทาง |
พลัง | เพิ่มความเข้มข้นของโค้กเชิงลบ |
จุดสนใจ | รักษาเสถียรภาพของแรงดันปานกลางและสูง |
ความดันอากาศ | ลด |
ความเร็ว | เพิ่มขนาดรูรับแสง |
หัวฉีด | ปรับทิศทาง |
12. เทคนิคการตัดแผ่นโลหะบางความเร็วสูง
จุดสำคัญของการแปรรูปแผ่นโลหะบางมีดังนี้:
- การปรับปรุงประสิทธิภาพ
- ป้องกันการสั่นสะเทือน
- ป้องกันการบิดเบี้ยว
- การปรับปรุงความแม่นยำ
แนวทางการปรับปรุงประสิทธิภาพ:
- อัตราเร่งสูง
- หัวฉีดขนาดเล็ก
- ระบบการเคลื่อนที่ความเร็วสูง
- หัวตัดน้ำหนักเบา
13. เทคนิคการตัดสำหรับวัสดุสะท้อนแสงสูง
วัสดุที่มีคุณสมบัติสะท้อนแสงสูง ได้แก่:
- แผ่นอลูมิเนียม
- แผ่นทองแดง
- ทองเหลือง
- ทองแดง
ปัญหาที่พบ:
- การสะท้อนแสงเลเซอร์
- เลเซอร์เสียหายได้ง่าย
- ความยากลำบากในการเจาะ
โซลูชั่น:
- ใช้เลเซอร์ไฟเบอร์กำลังสูง
- ใช้ระบบป้องกันแสงสะท้อน
- ใช้การเจาะแบบก้าวหน้า
- ใช้ระบบระบายความร้อนที่เสถียร
14. เทคโนโลยีพารามิเตอร์ไดนามิก
ทันสมัย เครื่องตัดเลเซอร์ระดับไฮเอนด์ ได้ก้าวเข้าสู่ยุคของการควบคุมแบบไดนามิกอัจฉริยะแล้ว
รวมทั้ง:
- การควบคุมโฟกัสแบบไดนามิก
- การปรับแรงดันอากาศอัตโนมัติ
- การเจาะอัจฉริยะ
- การเพิ่มประสิทธิภาพพารามิเตอร์ AI
- การค้นหาขอบอัตโนมัติ
- ฟลายอิ้ง คัท
- ระบบป้องกันการชนอัจฉริยะ
วัตถุประสงค์หลัก:
- เพิ่มประสิทธิภาพ
- ปรับปรุงเสถียรภาพ
- ลดการพึ่งพาแรงงานคน
15. แนวทางการกำหนดพารามิเตอร์ที่แนะนำสำหรับความหนาที่แตกต่างกัน
1) แผ่นบาง 1 มม.
ประเด็นสำคัญ:
- ความเร็วสูง
- จุดโฟกัสขนาดเล็ก
- หัวฉีดขนาดเล็ก
- อัตราเร่งสูง
2) แผ่นขนาดกลาง 6 มม.
ประเด็นสำคัญ:
- สร้างสมดุลระหว่างประสิทธิภาพและคุณภาพ
- การกำจัดตะกรันอย่างเสถียร
- ควบคุมผลกระทบจากความร้อน
3) แผ่นหนา 20 มม.
ประเด็นสำคัญ:
- ความสามารถในการเจาะทะลุ
- ความสามารถในการกำจัดตะกรัน
- การควบคุมอุณหภูมิ
- การประมวลผลที่เสถียรในระยะยาว
16. ปัจจัยที่มีผลต่อความเสถียรของพารามิเตอร์
1) การปนเปื้อนของเลนส์
สาเหตุ:
- การลดทอนพลังงาน
- จุดผิดปกติ
- เลนส์ไหม้
2) ความบริสุทธิ์ของก๊าซไม่เพียงพอ
สาเหตุ:
- การตัดออกซิเดชัน
- หนามที่เพิ่มขึ้น
- การเปลี่ยนสีเหลืองของหน้าตัด
3) การสั่นสะเทือนของเครื่องมือกล
สาเหตุ:
- ความแม่นยำลดลง
- การตัดคลื่น
- รูที่ไม่กลม
4) ความแม่นยำของรางนำทางไม่เพียงพอ
สาเหตุ:
- ข้อผิดพลาดในการติดตาม
- การตัดที่ไม่เสถียร
17. ตรรกะหลักของการปรับพารามิเตอร์ให้เหมาะสม
การตัดด้วยเลเซอร์ กระบวนการ การปรับพารามิเตอร์ให้เหมาะสมนั้นโดยพื้นฐานแล้วคือการสร้างสมดุลระหว่างปัจจัยต่อไปนี้:
- พลังงาน
- เวลา
- การไหลเวียนของอากาศ
- ความร้อน
- การเคลื่อนไหว
วิศวกรกระบวนการที่ยอดเยี่ยมอย่างแท้จริงจำเป็นต้องปรับปรุงกระบวนการอย่างครอบคลุมโดยพิจารณาจาก:
- วัสดุ
- ความหนา
- ข้อกำหนดด้านความแม่นยำ
- ข้อกำหนดด้านต้นทุน
- ข้อกำหนดด้านประสิทธิภาพ
18. ฐานข้อมูลกระบวนการอัจฉริยะ
อุปกรณ์เลเซอร์ที่ทันสมัยได้ก้าวเข้าสู่ยุคของการประมวลผลด้วยฐานข้อมูลอย่างค่อยเป็นค่อยไปแล้ว
ระบบสามารถเรียกใช้คำสั่งต่อไปนี้โดยอัตโนมัติ:
- พารามิเตอร์กำลัง
- พารามิเตอร์โฟกัส
- พารามิเตอร์ความดันอากาศ
- พารามิเตอร์การเจาะรู
- พารามิเตอร์เชิงมุม
ข้อดีได้แก่:
- ลดความยากในการปฏิบัติงาน
- ลดระยะเวลาในการตัดชิ้นงานทดลอง
- ความสม่ำเสมอที่ดีขึ้น
- ลดการพึ่งพาแรงงานคน
19. แนวโน้มการพัฒนาในอนาคตของเทคโนโลยีการตัดด้วยเลเซอร์
ทิศทางการพัฒนาในอนาคตของเทคโนโลยีการตัดด้วยเลเซอร์ ได้แก่:
- การเพิ่มประสิทธิภาพพารามิเตอร์อัตโนมัติด้วย AI
- การตัดแบบปรับเปลี่ยนได้
- การตรวจสอบคุณภาพอัจฉริยะ
- เทคโนโลยีการชดเชยอัตโนมัติ
- การตัดความเร็วสูงพิเศษ
- การประมวลผลแผ่นหนาพิเศษ
- โรงงานไร้คนควบคุม
- ฐานข้อมูลกระบวนการบนระบบคลาวด์
อุปกรณ์ตัดด้วยเลเซอร์ในอนาคตจะไม่ใช่แค่เพียงอุปกรณ์สำหรับการประมวลผลเท่านั้น แต่ยังจะเป็นส่วนสำคัญในระบบการผลิตอัจฉริยะอีกด้วย
20. บทสรุป
พารามิเตอร์ของกระบวนการตัดด้วยเลเซอร์เป็นเทคโนโลยีหลักที่กำหนดประสิทธิภาพของอุปกรณ์ คุณภาพการประมวลผล และประสิทธิภาพของโรงงาน
การประมวลผลด้วยเลเซอร์ระดับสูงอย่างแท้จริงไม่ได้เป็นเพียงแค่ "ความสามารถในการตัด" เท่านั้น แต่ยังรวมถึง:
- ตัดเร็ว
- ตัดอย่างต่อเนื่อง
- ตัดได้อย่างสวยงาม
- การลดทางเศรษฐกิจ
- สามารถทำงานได้อย่างเสถียรเป็นระยะเวลานาน
ดังนั้น ความสามารถในการปรับพารามิเตอร์กระบวนการให้เหมาะสมที่สุด จะกลายเป็นหนึ่งในความสามารถหลักที่สำคัญที่สุดในอุตสาหกรรมการประมวลผลด้วยเลเซอร์ในอนาคต




