
Mục lục
1. Tổng quan về các thông số quy trình cắt laser
Trong quá trình cắt kim loại tấm bằng laser, các thông số vận hành là yếu tố cốt lõi quyết định chất lượng cắt, hiệu quả, độ ổn định gia công và chi phí sản xuất.
Cùng một máy cắt laser có thể tạo ra kết quả cắt hoàn toàn khác nhau tùy thuộc vào các thiết lập thông số khác nhau.
Các quy trình cắt laser xuất sắc cần đạt được những mục tiêu sau:
- Đường cắt mịn
- Không có gờ
- Vùng ảnh hưởng nhiệt nhỏ
- Độ vuông góc cao
- Tốc độ cắt cao
- Tỷ lệ sử dụng vật liệu cao
- Xử lý liên tục ổn định
- Giảm tiêu thụ khí đốt
- Tuổi thọ thấu kính được kéo dài
- Hiệu suất tổng thể của máy móc được cải thiện.
Do đó, tối ưu hóa các thông số quy trình cắt laser là một trong những khả năng kỹ thuật cốt lõi nhất trong ngành công nghiệp cắt laser.
2. Các thông số quy trình cốt lõi cho việc cắt laser
Các thông số quy trình cốt lõi cho việc cắt bằng laser chủ yếu bao gồm:
Thông số | Chức năng |
Công suất laze | Xác định khả năng cắt |
Tốc độ cắt | Xác định hiệu quả xử lý |
Vị trí lấy nét | Xác định chất lượng cắt |
Chiều cao vòi phun | Xác định tính ổn định của luồng không khí |
Áp suất khí hỗ trợ | Xác định hiệu quả loại bỏ xỉ |
Tính thường xuyên | Xác định đầu ra xung |
Chu kỳ làm việc | Xác định mật độ năng lượng |
Thông số xỏ khuyên | Xác định chất lượng cắt ban đầu |
Gia tốc | Xác định chất lượng góc |
Đường kính điểm | Xác định độ chính xác |
Thông số kỹ thuật vòi phun | Xác định kiểu luồng không khí |
Đường cắt | Xác định hiệu quả tổng thể |
3. Giải thích chi tiết các thông số công suất laser
1) Khái niệm về công suất laser
Công suất laser đề cập đến năng lượng phát ra từ laser trên mỗi đơn vị thời gian, thường được đo bằng W (watt) hoặc kW (kilowatt).
Các mức công suất phổ biến bao gồm:
- 1500W
- 3000W
- 6000W
- 12000W
- 20000W
- 30000W
- 40000W trở lên
Công suất cao hơn thường dẫn đến:
- Độ dày cắt lớn hơn
- Tốc độ cắt nhanh hơn
- Khả năng xuyên thấu mạnh hơn
- Hiệu quả xử lý cao hơn
Tuy nhiên, công suất cao hơn không phải lúc nào cũng tốt hơn.
Công suất quá mức có thể dẫn đến:
- Tan chảy quá mức
- Đường cắt rộng hơn
- Tăng độ sắc nhọn
- Bỏng cạnh
- Tăng mức tiêu thụ năng lượng
- Chi phí hoạt động tăng cao
Do đó, việc lựa chọn công suất phù hợp với quy trình là vô cùng cần thiết.
2) Phạm vi áp dụng của các mức công suất khác nhau
- Mức công suất 1500W
Thích hợp cho:
- Gia công tấm kim loại mỏng
- Chữ viết quảng cáo
- Các bộ phận kim loại tấm nhỏ
- Tấm thép không gỉ
Độ dày khuyến nghị:
Nguyên vật liệu | Độ dày khuyến nghị |
Thép cacbon | 1-6mm |
Thép không gỉ | 1-4mm |
Tấm nhôm | 1-3mm |
- Mức công suất 3000W
Thích hợp cho:
- Gia công kim loại tấm nói chung
- Các nhà máy nhỏ và vừa
- Ngành công nghiệp tủ điện
- Ngành công nghiệp đồ dùng nhà bếp
Độ dày khuyến nghị:
Nguyên vật liệu | Độ dày khuyến nghị |
Thép cacbon | 1-12mm |
Thép không gỉ | 1-8mm |
Tấm nhôm | 1-6mm |
- Mức công suất 6000W
Thích hợp cho:
- Xử lý tấm trung bình và nặng
- Máy móc xây dựng
- Ngành công nghiệp kết cấu thép
Độ dày khuyến nghị:
Nguyên vật liệu | Độ dày khuyến nghị |
Thép cacbon | 1-20mm |
Thép không gỉ | 1-16mm |
Tấm nhôm | 1-12mm |
- 12000W trở lên
Thích hợp cho:
- Gia công tốc độ cao các tấm dày
- Các kết cấu thép lớn
- Đóng tàu
- Công nghiệp nặng
Độ dày khuyến nghị:
Nguyên vật liệu | Độ dày khuyến nghị |
Thép cacbon | 1-40mm |
Thép không gỉ | 1-50mm |
Tấm nhôm | 1-40mm |
4. Giải thích chi tiết các thông số tốc độ cắt laser
1) Tầm quan trọng của tốc độ cắt
Tốc độ cắt ảnh hưởng trực tiếp đến:
- Chất lượng cắt ngang
- Kích thước lưỡi dao
- Vùng ảnh hưởng nhiệt
- Hiệu quả sản xuất
- Chiều rộng gõ
Quá chậm:
- Các cạnh đang cháy
- Sự hình thành xỉ nghiêm trọng
- Biến dạng nhiệt tăng
Quá nhanh:
- vết cắt chưa hoàn chỉnh
- Sự tích tụ xỉ
- Tia lửa nảy
- Cắt gián đoạn
Do đó, việc tìm ra sự cân bằng tối ưu là điều vô cùng cần thiết.
2) Phương pháp đánh giá tốc độ
Trạng thái bình thường Triệu chứng:
- Tia lửa bắn xuống dưới.
- Cắt mịn
- Không có gờ sắc nhọn rõ ràng.
- Âm thanh ổn định
Quá nhanh Triệu chứng:
- Tia lửa nghiêng về phía sau
- Lớp xỉ tích tụ ở đáy
- Một số khu vực bị cắt không hoàn chỉnh.
- Cắt hẹp
Quá chậm Triệu chứng:
- Lan tỏa tia lửa
- Các cạnh bị cháy quá mức
- Vùng ảnh hưởng nhiệt lớn hơn
- Mặt cắt ngang thô
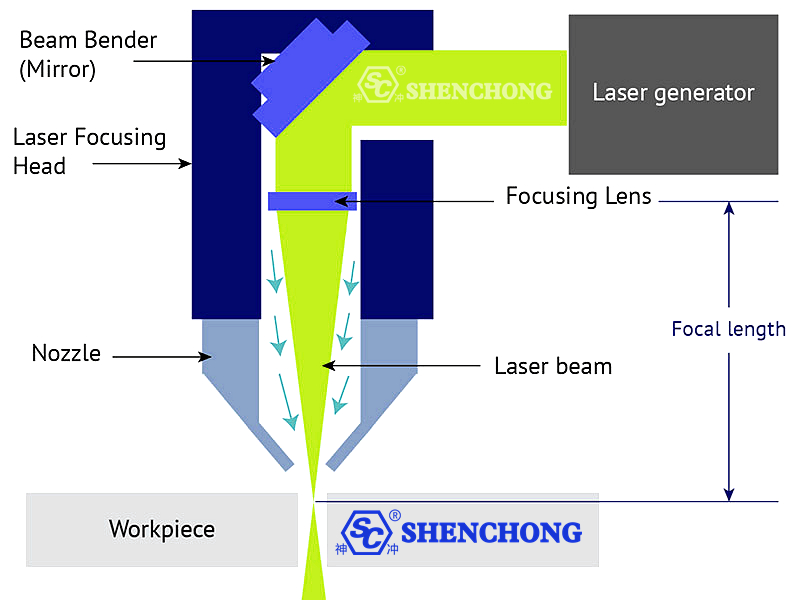
5. Giải thích chi tiết các thông số vị trí lấy nét
1) Định nghĩa về vị trí lấy nét
Vị trí tiêu điểm đề cập đến khoảng cách giữa điểm hội tụ của tia laser và bề mặt vật liệu.
Vị trí tiêu điểm thường được biểu thị dưới dạng:
- 0
- +1
- -1
vân vân.
Ở đâu:
- Tiêu điểm hướng lên: Điểm trọng tâm nằm phía trên vật liệu.
- Tiêu điểm bằng không: Điểm lấy nét nằm trên bề mặt vật liệu.
- Tiêu điểm âm: Điểm lấy nét nằm bên trong vật liệu.
2) Các tình huống áp dụng cho các trọng tâm khác nhau
Không lấy nét
Thích hợp cho:
- Tấm thép không gỉ mỏng
- Tấm nhôm mỏng
- Cắt chính xác
Đặc trưng:
- Đường cắt mịn nhất
- Độ chính xác cao
- Bề mặt đẹp
Tiêu điểm
Thích hợp cho:
- Tấm thép cacbon dày
- Cắt tốc độ cao
Đặc trưng:
- Sự thâm nhập sâu
- Loại bỏ xỉ tốt
- Khả năng xuyên thấu mạnh mẽ
Tập trung tích cực
Thích hợp cho:
- Vật liệu đặc biệt
- Một số tấm dày
Đặc trưng:
- Đường cắt rộng ở phía trên và hẹp ở phía dưới.
- Mặt trên tốt
6. Giải thích chi tiết các thông số khí phụ trợ
1) Các thông số cắt bằng oxy
Oxy chủ yếu được sử dụng để cắt thép cacbon.
Đặc trưng:
- Chi phí thấp
- Khả năng cắt tấm dày tốt
- Có thể tăng tốc độ cắt
Nhược điểm:
- Quá trình oxy hóa bề mặt cắt
- Mặt cắt bị đen
Áp suất khuyến nghị:
Độ dày tấm | Ôáp suất oxy |
1-3mm | 0,3-0,6 bar |
4-10mm | 0,6-1,0 bar |
12-20mm | 0,8-1,5 bar |
2) Các thông số cắt bằng nitơ
Nitơ chủ yếu được sử dụng cho:
- Thép không gỉ
- Tấm nhôm
- Tấm mạ kẽm
- các bộ phận ngoại thất cao cấp
Đặc trưng:
- Không bị oxy hóa
- Cắt sáng
- Đường cắt chất lượng cao
Nhược điểm:
- Tiêu thụ khí đốt cao
- Chi phí cao
Áp suất khuyến nghị:
Độ dày tấm | Ôáp suất oxy |
1mm | 8-12 bar |
2mm | 10-14 bar |
4mm | 14-18 bar |
6mm trở lên | 18-25 bar |
3) Thông số cắt khí
Cắt bằng khí nén là một quy trình chi phí thấp đã phát triển nhanh chóng trong những năm gần đây.
Đặc trưng:
- Không cần nitơ
- Chi phí thấp
- Thích hợp cho sản xuất hàng loạt
Áp dụng cho:
- Các bộ phận kim loại tấm thông dụng
- Ngành công nghiệp hộp điện
- Ngành công nghiệp kệ
Nhược điểm:
- Vết cắt bị oxy hóa nhẹ.
- Độ chính xác thấp hơn một chút
7. Giải thích chi tiết các thông số của vòi phun
Tác động trực tiếp của vòi phun lên:
- Điều kiện luồng không khí
- Độ ổn định khi cắt
- Khả năng loại bỏ xỉ
- Chất lượng tiên tiến
Thông số kỹ thuật vòi phun thông dụng:
Thông số kỹ thuật | Các ứng dụng |
Lớp đơn 1.0 | Tấm mỏng tốc độ cao |
Lớp đơn 1.5 | Đĩa cỡ trung bình |
Hai lớp 1.2 | Tấm thép cacbon chống oxy hóa |
Hai lớp 1.5 | Tấm dày |
Hai lớp 2.0 | Tấm cực dày |
8. Giải thích chi tiết các thông số của quá trình khoan
1) Tầm quan trọng của việc khoan
Cắt bằng laser đòi hỏi phải khoan trước khi tiến hành cắt thực tế.
Chất lượng khoan quyết định:
- Độ ổn định khi cắt
- Chất lượng bề mặt
- Hiệu quả xử lý
- Ngăn ngừa lỗ thủng
2) Các phương pháp khoan thông thường
Khoan thông thường
Thích hợp cho:
- Tấm mỏng
- Đĩa mỏng vừa
Đặc trưng:
- Tốc độ cao
- Đơn giản và ổn định
Khoan tiến bộ
Thích hợp cho:
- Tấm dày
- Vật liệu có độ phản xạ cao
Đặc trưng:
- Ngăn ngừa lỗ thủng
- Giảm sốc nhiệt
Khoan xung
Đặc trưng:
- Vùng ảnh hưởng nhiệt nhỏ
- Độ chính xác cao
- Chất lượng khoan tốt
9. Phân tích các thông số cắt cho các loại vật liệu khác nhau
1) Các thông số quy trình cắt laser thép carbon
Đặc trưng:
- Dễ xử lý
- Chi phí thấp
- Được sử dụng rộng rãi
Loại xăng được khuyến nghị:
- Ôxy
Những điểm chính của quy trình:
- Kiểm soát quá trình oxy hóa
- Ngăn ngừa sự tích tụ xỉ
- Cải thiện độ vuông góc của các tấm dày
2) Thông số cắt laser thép không gỉ
Đặc trưng:
- Khả năng phản xạ mạnh
- Dẫn nhiệt chậm
- Dễ bị quá nhiệt
Loại xăng được khuyến nghị:
- Nitơ
Những điểm chính của quy trình:
- Ngăn ngừa hiện tượng ố vàng
- Kiểm soát các gờ
- Giữ cho bề mặt luôn sáng bóng
3) Các thông số quy trình cắt tấm nhôm
Đặc trưng:
- Độ phản xạ cao
- Dẫn nhiệt nhanh
- Dễ bị thủng
Những điểm chính của quy trình:
- Công suất đầu ra ổn định cao
- Ngăn chặn ánh sáng nền
- Kiểm soát biến dạng nhiệt
4) Các thông số quy trình cắt laser tấm đồng
Đặc trưng:
- Độ phản xạ cực cao
- Khó xử lý
Yêu cầu:
- Laser công suất cao
- Hệ thống chống ngược sáng
- Đầu cắt có độ ổn định cao
10. Các vấn đề về chất lượng cắt và điều chỉnh thông số
1) Các vấn đề về Burr
Nguyên nhân:
- Nguồn điện không đủ
- Tốc độ quá cao
- Áp suất không khí không đủ
- lệch tiêu điểm
Các giải pháp:
- Tăng sức mạnh
- Giảm tốc độ
- Tăng áp suất không khí
- Điều chỉnh tiêu cự
2) Các vấn đề về xỉ
Nguyên nhân:
- Loại bỏ xỉ kém hiệu quả
- Vòi phun bị hỏng
- Dòng khí không ổn định
Các giải pháp:
- Thay thế vòi phun
- Điều chỉnh áp suất không khí
- Cải thiện độ ổn định khi cắt
3) Vấn đề cháy cạnh
Nguyên nhân:
- Tốc độ chậm
- Công suất quá mức
- Tiêu điểm không chính xác
Các giải pháp:
- Tăng tốc độ
- Giảm công suất
- Tập trung lại
4) Cắt không hoàn chỉnh
Nguyên nhân:
- Nguồn điện không đủ
- Nhiễm bẩn thấu kính
- Áp suất không khí không đủ
Các giải pháp:
- Tăng sức mạnh
- Làm sạch ống kính
- Kiểm tra đường dẫn khí
11. Kỹ thuật xác định thông số cắt tấm dày
Cắt tấm kim loại dày là một khía cạnh đầy thách thức trong gia công bằng laser.
Các điểm chính bao gồm:
- Ngăn ngừa sự tích tụ xỉ
- Duy trì tính vuông góc
- Cải thiện khả năng xuyên thấu
- Kiểm soát vùng bị ảnh hưởng bởi nhiệt
Các thông số chính:
Thông số | Điều chỉnh hướng |
Quyền lực | Tăng nồng độ than cốc âm |
Tập trung | Ổn định áp suất trung bình và cao |
Áp suất không khí | Giảm bớt |
Vận tốc | Tăng khẩu độ |
vòi phun | Điều chỉnh hướng |
12. Các kỹ thuật cắt tấm mỏng tốc độ cao
Các điểm chính trong gia công tấm mỏng bao gồm:
- Nâng cao hiệu quả
- Ngăn ngừa rung động
- Ngăn ngừa biến dạng
- Cải thiện độ chính xác
Các hướng tối ưu hóa:
- Gia tốc cao
- Vòi phun nhỏ
- Hệ thống chuyển động tốc độ cao
- Đầu cắt nhẹ
13. Kỹ thuật cắt vật liệu có độ phản chiếu cao
Các vật liệu có độ phản chiếu cao bao gồm:
- Tấm nhôm
- Tấm đồng
- Thau
- Đồng
Khó khăn:
- Phản xạ laser
- Dễ làm hỏng tia laser
- Khó khăn trong việc xỏ khuyên
Các giải pháp:
- Sử dụng laser sợi quang công suất cao
- Sử dụng hệ thống chống ngược sáng
- Sử dụng phương pháp xỏ khuyên tiên tiến
- Sử dụng hệ thống làm mát ổn định
14. Công nghệ tham số động
Hiện đại máy cắt laser cao cấp Chúng ta đã bước vào kỷ nguyên của điều khiển động thông minh.
Bao gồm:
- Điều khiển lấy nét động
- Điều chỉnh áp suất không khí tự động
- Xuyên thấu thông minh
- Tối ưu hóa tham số AI
- Tìm cạnh tự động
- Cắt bay
- Chống va chạm thông minh
Các mục tiêu cốt lõi của nó:
- Nâng cao hiệu quả
- Cải thiện tính ổn định
- Giảm sự phụ thuộc vào lao động chân tay
15. Các phương pháp tham số được khuyến nghị cho các độ dày khác nhau
1) Tấm mỏng 1mm
Những điểm chính:
- Tốc độ cao
- Điểm lấy nét nhỏ
- Vòi phun nhỏ
- Gia tốc cao
2) Tấm cỡ trung bình 6mm
Những điểm chính:
- Cân bằng giữa hiệu quả và chất lượng
- Loại bỏ xỉ ổn định
- Kiểm soát ảnh hưởng nhiệt
3) Tấm dày 20mm
Những điểm chính:
- Khả năng xuyên thấu
- Khả năng loại bỏ xỉ
- Kiểm soát nhiệt độ
- Xử lý ổn định lâu dài
16. Các yếu tố ảnh hưởng đến tính ổn định của tham số
1) Thấu kính bị nhiễm bẩn
Nguyên nhân:
- Suy giảm công suất
- Vết bất thường
- Hiện tượng cháy thấu kính
2) Độ tinh khiết của khí không đủ
Nguyên nhân:
- Cắt oxy hóa
- Tăng độ sắc nhọn
- Hiện tượng ngả vàng ở mặt cắt ngang
3) Rung động của máy công cụ
Nguyên nhân:
- Độ chính xác giảm
- Cắt sóng
- Lỗ không tròn
4) Độ chính xác của thanh dẫn hướng không đủ
Nguyên nhân:
- Lỗi theo dõi
- Cắt không ổn định
17. Logic cốt lõi của tối ưu hóa tham số
Cắt laser quá trình Tối ưu hóa tham số về cơ bản là sự cân bằng giữa các yếu tố sau:
- Năng lượng
- Thời gian
- Luồng không khí
- Nhiệt
- Cử động
Các kỹ sư quy trình thực sự xuất sắc cần tối ưu hóa toàn diện dựa trên:
- Vật liệu
- độ dày
- Yêu cầu về độ chính xác
- Yêu cầu về chi phí
- Yêu cầu về hiệu quả
18. Cơ sở dữ liệu quy trình thông minh
Các thiết bị laser hiện đại đã dần bước vào kỷ nguyên của các quy trình dựa trên cơ sở dữ liệu.
Hệ thống có thể tự động gọi đến:
- Thông số công suất
- Thông số lấy nét
- Thông số áp suất không khí
- Thông số lỗ thủng
- Thông số góc
Ưu điểm bao gồm:
- Giảm độ khó vận hành
- Giảm thời gian cắt thử
- Độ nhất quán được cải thiện
- Giảm sự phụ thuộc vào lao động chân tay
19. Xu hướng phát triển tương lai của công nghệ cắt laser
Các hướng phát triển trong tương lai của công nghệ cắt laser bao gồm:
- Tối ưu hóa tham số tự động bằng AI
- Cắt thích ứng
- Giám sát chất lượng thông minh
- Công nghệ bù tự động
- Cắt tốc độ cực cao
- Xử lý tấm siêu dày
- Nhà máy không người lái
- Cơ sở dữ liệu quy trình dựa trên đám mây
Thiết bị cắt laser trong tương lai sẽ không chỉ là thiết bị gia công mà còn là một mắt xích quan trọng trong các hệ thống sản xuất thông minh.
20. Kết luận
Các thông số quy trình cắt laser là công nghệ cốt lõi quyết định hiệu suất thiết bị, chất lượng gia công và hiệu quả hoạt động của nhà máy.
Gia công laser ở trình độ cao thực sự không chỉ đơn thuần là "có khả năng cắt", mà còn là:
- Cắt nhanh
- Cắt đều đặn
- Cắt rất đẹp
- Cắt giảm kinh tế
- Hoạt động ổn định trong thời gian dài.
Do đó, khả năng tối ưu hóa các thông số quy trình sẽ trở thành một trong những năng lực cốt lõi quan trọng nhất trong ngành công nghiệp gia công laser trong tương lai.




