
Table of Contents
1. Overview of Laser Cutting Process Parameters
In the laser cutting of metal sheets, process parameters are the core factors determining cutting quality, efficiency, processing stability, and production costs.
The same laser cutting machine can produce completely different cutting results under different parameter settings.
Excellent laser cutting processes need to achieve the following goals:
- Smooth kerf
- Burr-free
- Small heat-affected zone
- High perpendicularity
- High cutting speed
- High material utilization rate
- Stable continuous processing
- Reduced gas consumption
- Extended lens life
- Improved overall machine efficiency
Therefore, optimizing laser cutting process parameters is one of the most core technical capabilities in the laser cutting industry.
2. Core Process Parameters for Laser Cutting
The core process parameters for laser cutting mainly include the following:
Parameters | Functions |
Laser Power | Determines cutting capacity |
Cutting Speed | Determines processing efficiency |
Focus Position | Determines cut quality |
Nozzle Height | Determines airflow stability |
Assist Gas Pressure | Determines slag removal effect |
Frequency | Determines pulse output |
Duty Cycle | Determines energy density |
Piercing Parameters | Determines initial cut quality |
Acceleration | Determines corner quality |
Spot Diameter | Determines precision |
Nozzle Specification | Determines airflow pattern |
Cutting Path | Determines overall efficiency |
3. Detailed Explanation of Laser Power Parameters
1) Concept of Laser Power
Laser power refers to the energy output of a laser per unit time, usually measured in W (watts) or kW (kilowatts).
Common power levels include:
- 1500W
- 3000W
- 6000W
- 12000W
- 20000W
- 30000W
- 40000W and above
Higher power generally results in:
- Greater cutting thickness
- Faster cutting speed
- Stronger piercing capability
- Higher processing efficiency
However, higher power is not always better.
Excessive power may lead to:
- Over-melting
- Wideer kerf
- Increased burrs
- Edge burns
- Increased energy consumption
- Increased operating costs
Therefore, it is essential to match the power to the appropriate process.
2) Applicable Range of Different Power Levels
- 1500W Level
Suitable for:
- Thin sheet metal processing
- Advertising lettering
- Small sheet metal parts
- Stainless steel sheet
Recommended thickness:
Materials | Recommended thickness |
Carbon steel | 1-6mm |
Stainless steel | 1-4mm |
Aluminum plate | 1-3mm |
- 3000W level
Suitable for:
- General sheet metal processing
- Small and medium-sized factories
- Electrical cabinet industry
- Kitchenware industry
Recommended thickness:
Materials | Recommended thickness |
Carbon steel | 1-12mm |
Stainless steel | 1-8mm |
Aluminum plate | 1-6mm |
- 6000W level
Suitable for:
- Medium and heavy plate processing
- Construction machinery
- Steel structure industry
Recommended thickness:
Materials | Recommended thickness |
Carbon steel | 1-20mm |
Stainless steel | 1-16mm |
Aluminum plate | 1-12mm |
- 12000W and above
Suitable for:
- High-speed machining of thick plates
- Large steel structures
- Shipbuilding
- Heavy industry
Recommended thickness:
Materials | Recommended thickness |
Carbon steel | 1-40mm |
Stainless steel | 1-50mm |
Aluminum plate | 1-40mm |
4. Detailed Explanation of Laser Cutting Speed Parameters
1) Importance of Cutting Speed
Cutting speed directly affects:
- Cross-sectional quality
- Burr size
- Heat-affected zone
- Production efficiency
- Knock width
Too slow:
- Burning edges
- Severe slag formation
- Increased thermal deformation
Too fast:
- Incomplete cut
- Slag buildup
- Spark bounce
- Intermittent cut
Therefore, it is essential to find the optimal balance.
2) Speed Judgment Method
Normal State Symptoms:
- Sparks shoot downwards
- Smooth cut
- No obvious burrs
- Stable sound
Too fast Symptoms:
- Sparks slant backwards
- Slag buildup at the bottom
- Incomplete cut in some areas
- Narrow cut
Too slow Symptoms:
- Spreading sparks
- Overburning edges
- Larger heat-affected zone
- Rough cross-section
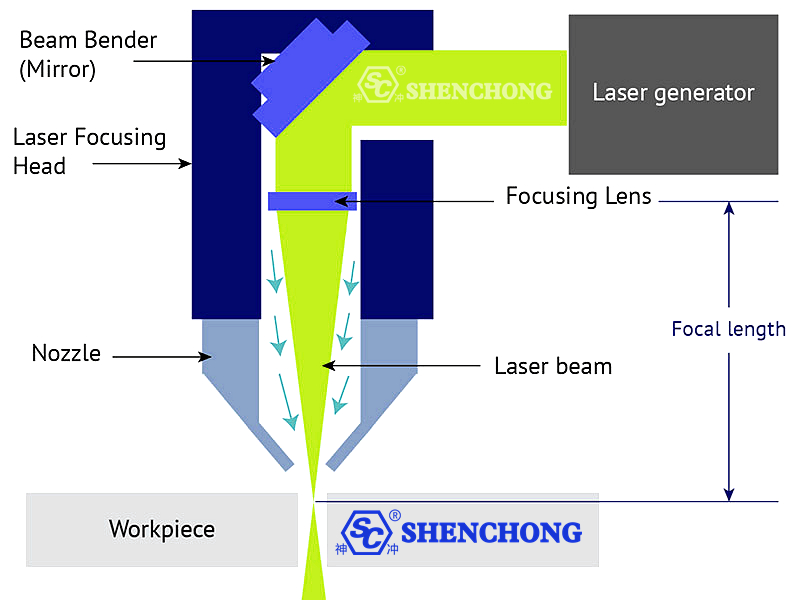
5. Detailed Explanation of Focus Position Parameters
1) Definition of Focus Position
Focus position refers to the distance between the laser focal point and the surface of the material.
Focus position is usually expressed in the form of:
- 0
- +1
- -1
etc.
Where:
- Positive focus: The focal point is above the material
- Zero focus: The focal point is on the surface of the material
- Negative focus: The focal point is inside the material
2) Applicable Situations for Different Focal Points
Zero focus
Suitable for:
- Stainless steel thin plates
- Aluminum thin plates
- Precision cutting
Features:
- Fineest kerf
- High precision
- Beautiful surface
Negative focus
Suitable for:
- Carbon steel thick plates
- High-speed cutting
Features:
- Deep penetration
- Good slag removal
- Strong penetration
Positive focus
Suitable for:
- Special materials
- Some thick plates
Features:
- Wide kerf at the top and narrow at the bottom
- Good upper surface
6. Detailed Explanation of Auxiliary Gas Parameters
1) Oxygen Cutting Parameters
Oxygen is mainly used for carbon steel cutting.
Features:
- Low cost
- Strong ability to cut thick plates
- Can increase cutting speed
Disadvantages:
- Oxidation of the cut surface
- Blackening of the cross-section
Recommended pressure:
Plate thickness | Oxygen pressure |
1-3mm | 0.3-0.6bar |
4-10mm | 0.6-1.0bar |
12-20mm | 0.8-1.5bar |
2) Nitrogen Cutting Parameters
Nitrogen is mainly used for:
- Stainless steel
- Aluminum plates
- Galvanized plates
- High-end exterior parts
Features:
- No oxidation
- Bright cut
- High-quality cut
Disadvantages:
- High gas consumption
- High cost
Recommended pressure:
Plate thickness | Oxygen pressure |
1mm | 8-12bar |
2mm | 10-14bar |
4mm | 14-18bar |
6mm or more | 18-25bar |
3) Air Cutting Parameters
Air cutting is a low-cost process that has developed rapidly in recent years.
Features:
- No nitrogen required
- Low cost
- Suitable for mass production
Applicable to:
- General sheet metal parts
- Electrical box industry
- Shelving industry
Disadvantages:
- Slight oxidation of the cut
- Slightly lower precision
7. Detailed Explanation of Nozzle Parameters
Direct Effects of Nozzles on:
- Airflow Conditions
- Cutting Stability
- Slag Removal Capacity
- Cutting Edge Quality
Common Nozzle Specifications:
Specifications | Applications |
Single layer 1.0 | Thin Plate High Speed |
Single layer 1.5 | Medium Plate |
Double layer 1.2 | Carbon Steel Oxygen Plate |
Double layer 1.5 | Thick Plate |
Double layer 2.0 | Extra Thick Plate |
8. Detailed Explanation of Drilling Process Parameters
1) Importance of Drilling
Laser cutting requires drilling before proceeding with the actual cutting.
Drilling quality determines:
- Cutting stability
- Surface quality
- Processing efficiency
- Preventing hole breakage
2) Common Drilling Methods
Ordinary Drilling
Suitable for:
- Thin plates
- Medium-thin plates
Features:
- High speed
- Simple and stable
Progressive Drilling
Suitable for:
- Thick plates
- High reflectivity materials
Features:
- Preventing hole breakage
- Reducing thermal shock
Pulse Drilling
Features:
- Small heat-affected zone
- High precision
- Good drilling quality
9. Analysis of Cutting Parameters for Different Materials
1) Carbon Steel Laser Cutting Process Parameters
Features:
- Easy to process
- Low cost
- Widely used
Recommended gas:
- Oxygen
Key points of the process:
- Control oxidation
- Prevent slag buildup
- Improve the perpendicularity of thick plates
2) Stainless Steel Laser Cutting Parameters
Features:
- Strong reflectivity
- Slow heat conduction
- Prone to overheating
Recommended gas:
- Nitrogen
Key points of the process:
- Prevent yellowing
- Control burrs
- Maintain a bright finish
3) Aluminum Plate Cutting Process Parameters
Features:
- High reflectivity
- Fast heat conduction
- Prone to hole breakage
Key points of the process:
- High power stable output
- Prevent backlighting
- Control thermal deformation
4) Copper Plate Laser Cutting Process Parameters
Features:
- Ultra-high reflectivity
- Difficult to process
Requirements:
- High power laser
- Anti-backlighting system
- High-stability cutting head
10. Cutting Quality Issues and Parameter Adjustments
1) Burr Issues
Causes:
- Insufficient power
- Excessive speed
- Insufficient air pressure
- Focus deviation
Solutions:
- Increase power
- Decrease speed
- Increase air pressure
- Adjust focus
2) Slag Issues
Causes:
- Poor slag removal
- Damaged nozzle
- Unstable gas flow
Solutions:
- Replace nozzle
- Adjust air pressure
- Improve cutting stability
3) Edge Burning Issues
Causes:
- Slow speed
- Excessive power
- Incorrect focus
Solutions:
- Increase speed
- Decrease power
- Refocus
4) Incomplete Cutting
Causes:
- Insufficient power
- Lens contamination
- Insufficient air pressure
Solutions:
- Increase power
- Clean lens
- Check gas path
11. Thick Plate Cutting Parameter Techniques
Thick plate cutting is a challenging aspect of laser processing.
Key points include:
- Prevent slag buildup
- Maintain perpendicularity
- Improve penetration ability
- Control heat-affected zone
Key parameters:
Parameters | Adjust direction |
Power | Increase negative coke concentration |
Focus | Stabilize medium and high pressure |
Air Pressure | Decrease |
Velocity | Increase aperture |
Nozzle | Adjust direction |
12. High-Speed Thin Plate Cutting Techniques
The key points of thin plate processing are:
- Improving efficiency
- Preventing vibration
- Preventing warping
- Improving precision
Optimization directions:
- High acceleration
- Small nozzle
- High-speed motion system
- Lightweight cutting head
13. Cutting Techniques for Highly Reflective Materials
Highly reflective materials include:
- Aluminum plates
- Copper plates
- Brass
- Copper
Difficulties:
- Laser reflection
- Easily damages the laser
- Difficulty in piercing
Solutions:
- Use a high-power fiber laser
- Employ an anti-backlight system
- Employ progressive piercing
- Use a stable cooling system
14. Dynamic Parameter Technology
Modern high-end laser cutting machines have entered the era of intelligent dynamic control.
Including:
- Dynamic focus control
- Automatic air pressure adjustment
- Intelligent piercing
- AI parameter optimization
- Automatic edge finding
- Flying cut
- Intelligent anti-collision
Its core objectives:
- Improve efficiency
- Improve stability
- Reduce reliance on manual labor
15. Recommended Parameter Approaches for Different Thicknesses
1) 1mm Thin Plate
Key Points:
- High Speed
- Small Focus Point
- Small Nozzle
- High Acceleration
2) 6mm Medium Plate
Key Points:
- Balance Efficiency and Quality
- Stable Slag Removal
- Control Thermal Affect
3) 20mm Thick Plate
Key Points:
- Penetration Ability
- Slag Removal Ability
- Thermal Control
- Long-Term Stable Processing
16. Factors Affecting Parameter Stability
1) Lens Contamination
Causes:
- Power Attenuation
- Abnormal Spot
- Lens Burning
2) Insufficient Gas Purity
Causes:
- Cutting Oxidation
- Increased Burrs
- Yellowing of Cross-Section
3) Machine Tool Vibration
Causes:
- Decreased Accuracy
- Cutting Ripple
- Out-of-Round Holes
4) Insufficient Guide Rail Accuracy
Causes:
- Track Error
- Unstable Cutting
17. Core Logic of Parameter Optimization
Laser cutting process parameter optimization is essentially a balance between the following factors:
- Energy
- Time
- Airflow
- Heat
- Motion
Truly excellent process engineers need to comprehensively optimize based on:
- Material
- Thickness
- Precision requirements
- Cost requirements
- Efficiency requirements
18. Intelligent Process Database
Modern laser equipment has gradually entered the era of database-driven processes.
The system can automatically call upon:
- Power parameters
- Focus parameters
- Air pressure parameters
- Perforation parameters
- Angle parameters
Advantages include:
- Reduced operational difficulty
- Reduced trial cutting time
- Improved consistency
- Reduced reliance on manual labor
19. Future Development Trends of Laser Cutting Technology
The future development directions of laser cutting technology include:
- AI automatic parameter optimization
- Adaptive cutting
- Intelligent quality monitoring
- Automatic compensation technology
- Ultra-high-speed cutting
- Ultra-thick plate processing
- Unmanned factories
- Cloud-based process database
Future laser cutting equipment will not only be processing equipment, but also an important node in intelligent manufacturing systems.
20. Conclusion
Laser cutting process parameters are the core technology that determines equipment performance, processing quality, and factory efficiency.
Truly high-level laser processing is not just about “being able to cut,” but also about:
- Cutting fast
- Cutting steadily
- Cutting beautifully
- Cutting economically
- Operating stably for extended periods
Therefore, the ability to optimize process parameters will become one of the most important core competencies in the future laser processing industry.




