
Table des matières
1. Aperçu des paramètres du processus de découpe laser
Dans la découpe laser de tôles métalliques, les paramètres de processus sont les principaux facteurs déterminant la qualité de la découpe, l'efficacité, la stabilité du traitement et les coûts de production.
Une même machine de découpe laser peut produire des résultats de découpe totalement différents selon les paramètres de réglage.
Les processus de découpe laser performants doivent atteindre les objectifs suivants :
- trait de scie lisse
- Sans bavures
- Petite zone affectée par la chaleur
- Haute perpendicularité
- vitesse de coupe élevée
- Taux d'utilisation des matériaux élevé
- Traitement continu stable
- Consommation de gaz réduite
- Durée de vie prolongée des lentilles
- Amélioration de l'efficacité globale de la machine
Par conséquent, l'optimisation des paramètres du processus de découpe laser est l'une des compétences techniques les plus fondamentales de l'industrie de la découpe laser.
2. Paramètres de processus essentiels pour la découpe laser
Les principaux paramètres du processus de découpe laser sont les suivants :
Paramètres | Les fonctions |
Puissance laser | Détermine la capacité de coupe |
Vitesse de coupe | Détermine l'efficacité du traitement |
Position de mise au point | Détermine la qualité de coupe |
Hauteur de la buse | Détermine la stabilité du flux d'air |
Pression de gaz d'assistance | Détermine l'effet d'élimination des scories |
Fréquence | Détermine le débit d'impulsions |
Cycle de service | Détermine la densité énergétique |
Paramètres de perçage | Détermine la qualité de coupe initiale |
Accélération | Détermine la qualité des coins |
Diamètre du spot | Détermine la précision |
Spécifications de la buse | Détermine le schéma de flux d'air |
Tracé | Détermine l'efficacité globale |
3. Explication détaillée des paramètres de puissance du laser
1) Concept de puissance laser
La puissance laser fait référence à l'énergie produite par un laser par unité de temps, généralement mesurée en W (watts) ou en kW (kilowatts).
Les niveaux de puissance courants comprennent :
- 1500W
- 3000W
- 6000W
- 12000W
- 20 000 W
- 30 000 W
- 40 000 W et plus
Une puissance plus élevée entraîne généralement :
- Épaisseur de coupe supérieure
- Vitesse de coupe plus rapide
- Capacité de perçage accrue
- efficacité de traitement accrue
Cependant, une puissance plus élevée n'est pas toujours synonyme de meilleure qualité.
Un excès de puissance peut entraîner :
- Surfusion
- trait de scie plus large
- augmentation des bavures
- brûlures de bord
- Consommation d'énergie accrue
- Augmentation des coûts d'exploitation
Il est donc essentiel d'adapter la puissance au processus approprié.
2) Plage de puissance applicable
- Niveau 1500W
Convient pour :
- transformation des tôles minces
- lettrage publicitaire
- petites pièces en tôle
- tôle d'acier inoxydable
Épaisseur recommandée :
Matériels | Épaisseur recommandée |
Acier au carbone | 1-6 mm |
Acier inoxydable | 1-4 mm |
plaque d'aluminium | 1-3 mm |
- Niveau 3000W
Convient pour :
- Traitement général de la tôle
- petites et moyennes usines
- industrie des armoires électriques
- industrie des articles de cuisine
Épaisseur recommandée :
Matériels | Épaisseur recommandée |
Acier au carbone | 1-12 mm |
Acier inoxydable | 1-8 mm |
plaque d'aluminium | 1-6 mm |
- Niveau 6000W
Convient pour :
- Traitement des plaques moyennes et lourdes
- Machines de construction
- industrie des structures métalliques
Épaisseur recommandée :
Matériels | Épaisseur recommandée |
Acier au carbone | 1-20 mm |
Acier inoxydable | 1-16 mm |
plaque d'aluminium | 1-12 mm |
- 12 000 W et plus
Convient pour :
- Usinage à grande vitesse de plaques épaisses
- Grandes structures en acier
- construction navale
- Industrie lourde
Épaisseur recommandée :
Matériels | Épaisseur recommandée |
Acier au carbone | 1-40 mm |
Acier inoxydable | 1-50 mm |
plaque d'aluminium | 1-40 mm |
4. Explication détaillée des paramètres de vitesse de découpe laser
1) Importance de la vitesse de coupe
La vitesse de coupe influe directement sur :
- Qualité transversale
- Taille de la fraise
- Zone affectée par la chaleur
- Efficacité de la production
- largeur de frappe
Trop lent :
- bords brûlants
- Formation sévère de scories
- Déformation thermique accrue
Trop rapide :
- Découpe incomplète
- Accumulation de scories
- Étincelle rebond
- Coupe intermittente
Il est donc essentiel de trouver le juste équilibre.
2) Méthode d'évaluation de la vitesse
État normal Symptômes:
- Des étincelles jaillissent vers le bas
- Coupe lisse
- Pas de bavures apparentes
- Son stable
Trop rapide Symptômes:
- Les étincelles s'inclinent vers l'arrière
- Accumulation de scories au fond
- Découpe incomplète par endroits
- Coupe étroite
Trop lent Symptômes:
- Répandre des étincelles
- Bords brûlés
- Zone affectée par la chaleur plus étendue
- Section transversale grossière
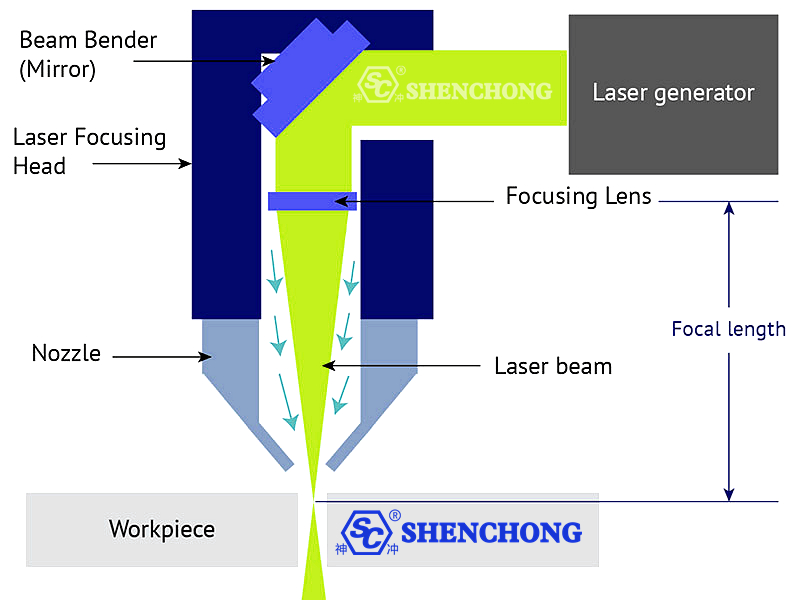
5. Explication détaillée des paramètres de position de mise au point
1) Définition de la position focale
La position de mise au point fait référence à la distance entre le point focal du laser et la surface du matériau.
La position du focus est généralement exprimée sous la forme :
- 0
- +1
- -1
etc.
Où:
- Point focal positif : Le point focal se situe au-dessus du matériau
- Mise au point zéro : le point focal se situe à la surface du matériau.
- Mise au point négative : le point focal se situe à l’intérieur du matériau.
2) Situations applicables pour différents points focaux
Concentration nulle
Convient pour :
- plaques minces en acier inoxydable
- plaques minces en aluminium
- Découpe de précision
Caractéristiques:
- trait de scie le plus fin
- Haute précision
- Belle surface
Concentration négative
Convient pour :
- plaques épaisses en acier au carbone
- Découpe à grande vitesse
Caractéristiques:
- Pénétration profonde
- Bonne élimination des scories
- Forte pénétration
Concentration positive
Convient pour :
- Matériaux spéciaux
- Certaines plaques épaisses
Caractéristiques:
- La coupe est large en haut et étroite en bas.
- Bonne surface supérieure
6. Explication détaillée des paramètres des gaz auxiliaires
1) Paramètres de découpe à l'oxygène
L'oxygène est principalement utilisé pour la découpe de l'acier au carbone.
Caractéristiques:
- Faible coût
- Grande capacité à découper des plaques épaisses
- Peut augmenter la vitesse de coupe
Inconvénients :
- Oxydation de la surface de coupe
- Noircissement de la section transversale
Pression recommandée :
Épaisseur de la plaque | Opression d'oxygène |
1-3 mm | 0,3-0,6 bar |
4-10 mm | 0,6-1,0 bar |
12-20 mm | 0,8-1,5 bar |
2) Paramètres de coupe à l'azote
L'azote est principalement utilisé pour :
- Acier inoxydable
- plaques d'aluminium
- Plaques galvanisées
- Pièces extérieures haut de gamme
Caractéristiques:
- Pas d'oxydation
- Coupe brillante
- Coupe de haute qualité
Inconvénients :
- Consommation de gaz élevée
- coût élevé
Pression recommandée :
Épaisseur de la plaque | Opression d'oxygène |
1 mm | 8-12 barres |
2 mm | 10-14 bars |
4 mm | 14-18 mesures |
6 mm ou plus | 18-25 bars |
3) Paramètres de découpe à l'air
La découpe à l'air comprimé est un procédé peu coûteux qui s'est développé rapidement ces dernières années.
Caractéristiques:
- Aucun azote requis
- Faible coût
- Adapté à la production de masse
Applicable à :
- Pièces de tôlerie générales
- industrie des boîtes électriques
- industrie des rayonnages
Inconvénients :
- Légère oxydation de la coupe
- Précision légèrement inférieure
7. Explication détaillée des paramètres de la buse
Effets directs des buses sur :
- Conditions de flux d'air
- Stabilité de coupe
- Capacité d'élimination des scories
- Qualité de pointe
Spécifications courantes des buses :
Caractéristiques | Applications |
Couche unique 1.0 | Plaque mince haute vitesse |
Couche unique 1,5 | Assiette moyenne |
Double couche 1.2 | Plaque à oxygène en acier au carbone |
Double couche 1,5 | Plaque épaisse |
Double couche 2.0 | Plaque extra épaisse |
8. Explication détaillée des paramètres du processus de forage
1) Importance du forage
La découpe laser nécessite un perçage préalable.
La qualité du forage détermine :
- stabilité de coupe
- Qualité de surface
- Efficacité du traitement
- Prévenir la rupture des trous
2) Méthodes de forage courantes
Forage ordinaire
Convient pour :
- Plaques minces
- Plaques moyennement minces
Caractéristiques:
- Grande vitesse
- Simple et stable
Forage progressif
Convient pour :
- Plaques épaisses
- matériaux à haute réflectivité
Caractéristiques:
- Prévenir la rupture des trous
- Réduction du choc thermique
Forage par impulsion
Caractéristiques:
- Petite zone affectée par la chaleur
- Haute précision
- Bonne qualité de perçage
9. Analyse des paramètres de coupe pour différents matériaux
1) Paramètres du processus de découpe laser de l'acier au carbone
Caractéristiques:
- Facile à traiter
- Faible coût
- Largement utilisé
Gaz recommandé :
- Oxygène
Points clés du processus :
- Contrôler l'oxydation
- Prévenir l'accumulation de scories
- Améliorer la perpendicularité des plaques épaisses
2) Paramètres de découpe laser de l'acier inoxydable
Caractéristiques:
- forte réflectivité
- Conduction thermique lente
- Sujet à la surchauffe
Gaz recommandé :
- Azote
Points clés du processus :
- Prévenir le jaunissement
- bavures de contrôle
- Conserver une finition brillante
3) Paramètres du processus de découpe des plaques d'aluminium
Caractéristiques:
- Haute réflectivité
- Conduction thermique rapide
- Sujet à la rupture des trous
Points clés du processus :
- Sortie stable à haute puissance
- Empêcher le rétroéclairage
- Contrôler la déformation thermique
4) Paramètres du processus de découpe laser de plaques de cuivre
Caractéristiques:
- Réflectivité ultra-élevée
- Difficile à traiter
Exigences:
- Laser de haute puissance
- Système anti-rétroéclairage
- Tête de coupe à haute stabilité
10. Problèmes de qualité de coupe et ajustements des paramètres
1) Problèmes de bavures
Causes :
- Puissance insuffisante
- vitesse excessive
- Pression d'air insuffisante
- Écart de mise au point
Solutions:
- Augmenter la puissance
- Diminuer la vitesse
- Augmenter la pression de l'air
- Ajuster la mise au point
2) Problèmes liés aux scories
Causes :
- Mauvaise élimination des scories
- Buse endommagée
- Flux de gaz instable
Solutions:
- Remplacer la buse
- Régler la pression d'air
- Améliorer la stabilité de coupe
3) Problèmes de brûlure des bords
Causes :
- vitesse lente
- Puissance excessive
- Mise au point incorrecte
Solutions:
- Augmenter la vitesse
- Diminuer la puissance
- Se recentrer
4) Découpe incomplète
Causes :
- Puissance insuffisante
- Contamination des lentilles
- Pression d'air insuffisante
Solutions:
- Augmenter la puissance
- lentille propre
- Vérifier le circuit de gaz
11. Techniques de découpe de tôles épaisses
La découpe de plaques épaisses est un aspect complexe du traitement laser.
Les points clés sont les suivants :
- Prévenir l'accumulation de scories
- Maintenir la perpendicularité
- Améliorer la capacité de pénétration
- Zone affectée par la chaleur
Paramètres clés :
Paramètres | Ajuster la direction |
Pouvoir | Augmenter la concentration négative de coke |
Se concentrer | Stabiliser la moyenne et la haute pression |
Pression atmosphérique | Diminuer |
Vitesse | Augmenter l'ouverture |
Buse | Ajuster la direction |
12. Techniques de découpe de plaques minces à grande vitesse
Les points clés du traitement des plaques minces sont :
- Améliorer l'efficacité
- Prévenir les vibrations
- Prévenir le gauchissement
- Améliorer la précision
Orientations d'optimisation :
- Accélération élevée
- petit embout
- Système de mouvement à grande vitesse
- Tête de coupe légère
13. Techniques de découpe pour matériaux hautement réfléchissants
Les matériaux hautement réfléchissants comprennent :
- plaques d'aluminium
- plaques de cuivre
- Laiton
- Cuivre
Problèmes:
- Réflexion laser
- Endommage facilement le laser
- Difficulté à percer
Solutions:
- Utiliser un laser à fibre de haute puissance
- Utilisez un système anti-rétroéclairage
- Utilisez le piercing progressif
- Utilisez un système de refroidissement stable
14. Technologie des paramètres dynamiques
Moderne machines de découpe laser haut de gamme nous sommes entrés dans l'ère du contrôle dynamique intelligent.
Y compris:
- Contrôle de mise au point dynamique
- Réglage automatique de la pression d'air
- piercing intelligent
- Optimisation des paramètres de l'IA
- Détection automatique des bords
- coupe volante
- Système anti-collision intelligent
Ses objectifs principaux :
- Améliorer l'efficacité
- Améliorer la stabilité
- Réduire la dépendance au travail manuel
15. Approches paramétriques recommandées pour différentes épaisseurs
1) Plaque mince de 1 mm
Points clés :
- Grande vitesse
- Petit point focal
- petite buse
- Accélération élevée
2) Plaque moyenne de 6 mm
Points clés :
- Équilibre entre efficacité et qualité
- Élimination stable des scories
- Contrôler l'effet thermique
3) Plaque de 20 mm d'épaisseur
Points clés :
- Capacité de pénétration
- Capacité d'élimination des scories
- Contrôle thermique
- Traitement stable à long terme
16. Facteurs affectant la stabilité des paramètres
1) Contamination des lentilles
Causes :
- Atténuation de puissance
- Tache anormale
- Brûlure de lentille
2) Pureté du gaz insuffisante
Causes :
- Oxydation de coupe
- Augmentation des bavures
- Jaunissement de la section transversale
3) Vibrations des machines-outils
Causes :
- Précision diminuée
- Ondulation de coupe
- Trous non ronds
4) Précision insuffisante du rail de guidage
Causes :
- Erreur de suivi
- Coupe instable
17. Logique fondamentale de l'optimisation des paramètres
Découpe laser processus L'optimisation des paramètres consiste essentiellement à trouver un équilibre entre les facteurs suivants :
- Énergie
- Temps
- Flux d'air
- Chaleur
- Mouvement
Les ingénieurs de procédés véritablement excellents doivent optimiser de manière exhaustive en se basant sur :
- Matériel
- Épaisseur
- Exigences de précision
- exigences en matière de coûts
- exigences d'efficacité
18. Base de données de processus intelligents
Les équipements laser modernes sont progressivement entrés dans l'ère des processus pilotés par bases de données.
Le système peut automatiquement faire appel à :
- Paramètres de puissance
- Paramètres de mise au point
- paramètres de pression atmosphérique
- Paramètres de perforation
- Paramètres d'angle
Les avantages comprennent :
- Difficulté opérationnelle réduite
- Temps d'essai de coupe réduit
- Amélioration de la cohérence
- Réduction de la dépendance au travail manuel
19. Tendances futures du développement de la technologie de découpe laser
Les orientations futures du développement de la technologie de découpe laser comprennent :
- Optimisation automatique des paramètres par IA
- Coupe adaptative
- surveillance intelligente de la qualité
- technologie de compensation automatique
- Découpe à ultra-haute vitesse
- Traitement des plaques ultra-épaisses
- usines sans personnel
- Base de données de processus basée sur le cloud
Les futurs équipements de découpe laser ne seront pas seulement des équipements de traitement, mais aussi un élément important des systèmes de fabrication intelligents.
20. Conclusion
Les paramètres du processus de découpe laser constituent la technologie de base qui détermine les performances de l'équipement, la qualité du traitement et l'efficacité de l'usine.
Le traitement laser de très haut niveau ne se limite pas à la simple capacité de découpe, mais englobe également :
- Couper rapidement
- Couper régulièrement
- Coupe magnifique
- Couper de manière économique
- Fonctionnement stable pendant des périodes prolongées
Par conséquent, la capacité d'optimiser les paramètres de processus deviendra l'une des compétences clés les plus importantes de l'avenir de l'industrie du traitement laser.




