Table des matières
La cintreuse à trois rouleaux est un équipement très courant dans le formage de tôles métalliques. Elle sert principalement à cintrer des tôles plates pour leur donner des formes cylindriques, cintrées ou coniques. On la retrouve fréquemment dans des secteurs tels que la fabrication de récipients sous pression, d'éoliennes, de cheminées, de pipelines, d'équipements de ventilation, de structures métalliques et de machines. Sa principale valeur réside non seulement dans le cintrage de la tôle, mais aussi dans la réalisation efficace et stable du processus de formage, tout en garantissant la circularité, la rectitude, la précision d'extrémité et la qualité de surface.
Ce guide fournit une explication systématique sous plusieurs aspects, notamment l'identification de l'équipement, l'inspection avant démarrage, le fonctionnement proprement dit, le contrôle du processus, la manipulation de différents matériaux, la maintenance, le dépannage et les précautions de sécurité.
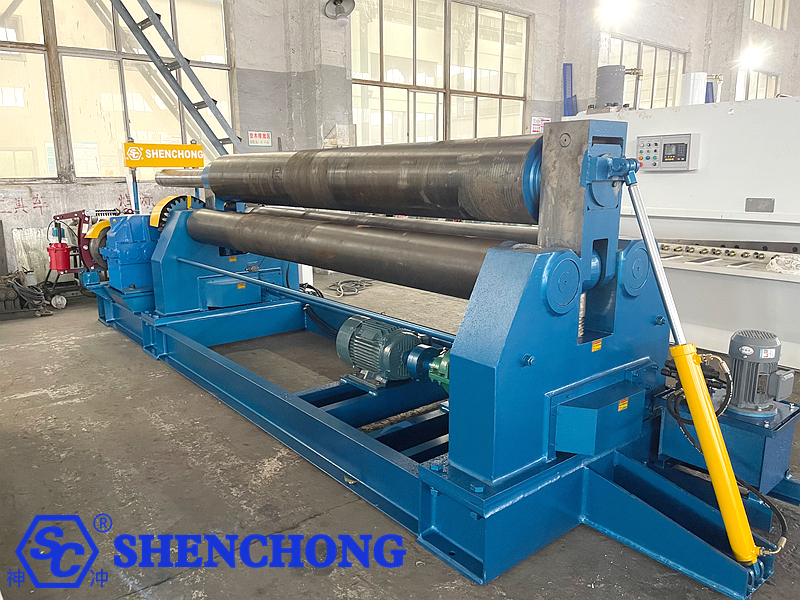
1. Présentation de l'équipement
La cintreuse à 3 rouleaux est un équipement clé utilisé pour cintrer les tôles métalliques en pièces cylindriques, en forme d'arc ou coniques.
Il est largement utilisé dans :
- Structures en acier (cylindres, tuyaux)
- récipients sous pression
- tours d'éoliennes
- construction navale
- équipement pétrochimique
Types courants :
- Symétrique (symétrique à trois rouleaux)
- Asymétrique (asymétrique à trois rouleaux)
- Rouleau supérieur de type universel (le plus courant)
2. Principe de fonctionnement d'une cintreuse à 3 rouleaux
- Principe fondamental : Trois points forment un cercle
- Rouleau supérieur : Rouleau entraîné (rotatif)
- Rouleau inférieur/rouleaux latéraux : Ajuster la position pour former le rayon de courbure
La tôle subit une déformation plastique continue sous la force des trois rouleaux, formant progressivement un arc.
La cintreuse à trois rouleaux applique une force de pliage continue à la tôle grâce aux arbres des rouleaux, ce qui provoque une déformation plastique progressive. Au passage répété de la tôle entre les arbres, les fibres extérieures s'étirent tandis que les fibres intérieures se compriment, formant ainsi la courbure souhaitée.
Selon la structure, machines à cintrer les tôles à trois rouleaux se présentent généralement sous trois formes :
1) Machine de cintrage de tôle symétrique à trois rouleaux
- Le rouleau supérieur est au milieu, et les rouleaux inférieurs sont de chaque côté.
- Structure simple, prix relativement bas.
- Convient au laminage cylindrique général.
- Faible capacité de pré-cintrage des extrémités, nécessitant souvent un bordage.
2) Machine à cintrer les tôles asymétrique à 3 rouleaux
- Les positions des rouleaux supérieur et inférieur ne sont pas parfaitement symétriques.
- Présente généralement un meilleur effet de pré-cintrage.
- Convient aux applications exigeant une précision de formage plus élevée.
3) Machine de pliage de tôle à trois rouleaux entièrement hydraulique ou CNC
- Fonctionnement plus stable et contrôle plus précis.
- Il permet un réglage programmé, la mémorisation des paramètres et un positionnement automatique.
- Plus adapté à la production par lots et de précision.
3. Structure de l'équipement de pliage de tôle à trois rouleaux
1) Système mécanique
- Rouleau supérieur : Entraînement principal
- Rouleau inférieur : Support
- Rouleaux latéraux : Réglage de la courbure
- Cadre basculant : Déchargement
- Cadre : Portance totale
2) Système hydraulique
- Vérin hydraulique : Entraîne les rouleaux latéraux/les rouleaux inférieurs
- Station de pompage hydraulique
- vanne de régulation de pression
3) Système de commande électrique
- Système PLC/CNC
- Panneau de commande : Manuel/Automatique
- Encodeur : Détection de position
4. Connaissances essentielles avant utilisation
Avant toute mise en service, les opérateurs doivent avoir une idée claire au moins des points suivants :
1) Paramètres de la tôle
À confirmer :
- Type de matériau : acier au carbone, acier inoxydable, plaque d'aluminium, tôle galvanisée, etc.
- Épaisseur de la tôle
- Largeur de la feuille
- Longueur de la feuille
- limite d'élasticité du matériau
- Qu'il soit recuit ou revêtu de surface
- Qu'il s'agisse de formes coniques, elliptiques ou autres formes spéciales, elles sont nécessaires.
2) Capacité nominale de l'équipement
Ne vous contentez pas de regarder « l’épaisseur maximale », tenez également compte des éléments suivants :
- Capacité de laminage maximale sous quelle résistance du matériau
- Capacité de roulage maximale pour quelle largeur de feuille
- diamètre minimal de roulement
- Le laminage à froid est-il autorisé ?
- Convient aux extrémités pré-pliées
De nombreux utilisateurs rencontrent des problèmes non pas parce que l'équipement est défectueux, mais parce qu'il est utilisé au-delà des spécifications.
Par exemple:
La difficulté de laminage d'une plaque d'acier Q235 et d'une plaque d'acier à haute résistance est totalement différente pour une même plaque de 10 mm d'épaisseur. L'acier inoxydable présente un retour élastique plus prononcé que l'acier au carbone ordinaire. Bien que la plaque d'aluminium soit tendre, elle est sensible aux rayures superficielles.
3) Exigences de formation
Les points suivants doivent être clarifiés avant de mettre la machine en marche :
- Quel est le diamètre du produit fini ?
- S'agit-il d'un cercle complet ou d'un arc partiel ?
- Les deux extrémités doivent-elles être soudées bout à bout ?
- Une rondeur élevée est-elle requise ?
- Une petite marge d'erreur elliptique est-elle admissible ?
- Une conicité est-elle nécessaire ?
5. Liste de vérification avant la mise sous tension
Cette étape est cruciale. De nombreux dysfonctionnements d'équipements et incidents de sécurité sont causés par des contrôles préalables à la mise sous tension insuffisants.
1) Inspection du système mécanique
- Inspectez la surface de chaque rouleau pour détecter toute indentation, fissure, trace de soudure ou bavure apparente.
- Vérifiez que l'arbre du rouleau tourne librement et sans blocage.
- Vérifiez si le cadre et les boulons d'ancrage sont desserrés.
- Vérifiez que tous les boulons de fixation sont bien serrés.
- Vérifiez que les rails de guidage, les glissières, les vis-mères et le mécanisme de levage sont bien lubrifiés.
2) Inspection du système hydraulique
- Vérifiez si le niveau d'huile hydraulique est normal.
- Vérifiez si l'huile est noire, émulsionnée ou contient des impuretés.
- Vérifiez l'absence de fuites dans les conduites hydrauliques, les joints et les vérins.
- Vérifiez si la pompe à huile fait un bruit anormal.
- Vérifiez si la pression est stable.
- Vérifiez si la température de l'huile se situe dans une plage raisonnable.
3) Inspection du système électrique
- Vérifiez si la tension d'alimentation est stable.
- Vérifiez si le bouton d'arrêt d'urgence est fonctionnel.
- Vérifiez si les mouvements de rotation avant/arrière, de levage et de réglage sont normaux.
- Vérifiez la présence de poussière, d'humidité ou de traces de brûlure à l'intérieur de l'armoire de commande.
- Vérifiez que tous les interrupteurs de fin de course et les capteurs fonctionnent correctement.
4) Inspection des dispositifs de sécurité
- Vérifiez si l'arrêt d'urgence est sensible.
- Vérifiez si le film protecteur est intact.
- Vérifiez la fiabilité de la pédale.
- Vérifiez si les boutons à deux mains sont utilisables.
- Vérifiez la présence de corps étrangers à proximité des rouleaux supérieurs et inférieurs.
- Vérifiez si la zone de travail est propre.
6. Procédures opérationnelles (Étapes standard)
Voici la séquence d'opérations généralement acceptée pour le laminage de tôles. De légères variations peuvent exister entre les différents modèles d'équipement, mais la logique de base reste la même.
Étape 1 : Démarrer l'équipement
- Branchez l'alimentation principale.
- Vérifiez si le système de commande est normalement alimenté.
Effectuer des exercices de jogging à vide pour confirmer :
- Le levage et l'abaissement du rouleau supérieur sont normaux.
- Le réglage du rouleau latéral est normal.
- La rotation du rouleau inférieur est normale.
- La rotation avant et arrière est normale.
- L'arrêt d'urgence est efficace.
Étape 2 : Sélectionner les positions de rouleaux appropriées
Ajustez la position des rouleaux supérieurs et inférieurs en fonction de l'épaisseur de la plaque et du diamètre cible.
Les principes sont :
- Plus la plaque est épaisse, plus l'ouverture initiale doit généralement être grande.
- Plus le diamètre cible est petit, plus la courbure est importante.
- Lorsque le pré-cintrage est nécessaire, la position du rouleau et la position de l'extrémité de la plaque doivent être correctement alignées.
Les méthodes de positionnement diffèrent selon qu'il s'agit d'un équipement symétrique ou asymétrique. Veuillez suivre les instructions du fabricant.
Étape 3 : Mise en place et positionnement des matériaux
- Introduisez délicatement la feuille de matériau dans l'équipement.
- Veillez à ce que les bords de la feuille de matériau soient parallèles aux rouleaux.
- Alignez la ligne centrale de la feuille de matériau avec la ligne centrale de l'équipement.
- Si un dispositif de guidage est utilisé, ajustez d'abord sa position.
- Empêcher la feuille de matériau d'entrer en biais, en évitant toute « déviation » ou « enroulement oblique ».
Étape 4 : Pré-cintrage avant le roulage
Il s'agit d'une étape cruciale. En effet, lors du roulage de la feuille, les extrémités ne se placent souvent pas naturellement dans la bonne position, laissant des bords droits. Il est donc généralement nécessaire de pré-plier les extrémités avant et arrière.
Points de pré-cintrage :
- Commencez par presser l'extrémité de la feuille en lui donnant une courbure appropriée.
- Réduisez au minimum les bords droits aux extrémités de la feuille.
- La profondeur de pré-cintrage doit correspondre au diamètre cible.
- Le pré-cintrage aux deux extrémités doit être aussi régulier que possible. Dans le cas contraire, le produit fini présentera des bords mal alignés ou une forme elliptique.
Étape 5 : Roulement formel
- Démarrez la rotation du rouleau.
- Appuyez lentement sur les rouleaux latéraux ou ajustez-les.
- Observez l'état de laminage du matériau en feuille.
- Si nécessaire, effectuez plusieurs allers-retours.
- Approchez-vous progressivement du rayon cible, plutôt que de le pousser d'un seul coup jusqu'à la position correcte.
Étape 6 : Correction et arrondi
- Une fois le roulement effectué jusqu'à une taille proche de la taille cible, un réglage fin est nécessaire :
- Vérifiez si le diamètre répond aux exigences
- Vérifiez si l'écart d'interface est uniforme.
- Vérifiez si la rondeur est régulière
- Vérifiez si les bords de la plaque sont mal alignés.
- Effectuer une deuxième ronde si nécessaire
Étape 7 : Déchargement
- Vérifiez que les rouleaux sont bien arrêtés.
- Relâchez la pression.
- Retirez la pièce à l'aide d'un palan ou manuellement.
- Les pièces de grande taille doivent être levées à l'aide d'équipements de levage ou de cadres de support appropriés.
- Il est strictement interdit d'introduire la main dans l'espace entre les rouleaux pour en retirer de force le matériau.
7. Techniques de fonctionnement de base d'une rouleuse à trois rouleaux

La clé d'une utilisation efficace de la cintreuse à 3 rouleaux réside dans le contrôle du processus, et non pas simplement dans la capacité à « enrouler la tôle ».
1) Contrôle du pré-cintrage
- Un pré-cintrage insuffisant laissera apparaître des bords droits évidents.
- Un pré-cintrage excessif entraînera une déformation localisée, une difficulté à former une forme ronde, voire des bords ondulés.
- Du point de vue de l'expérience, un jugement global doit être porté sur la base de l'épaisseur du matériau, de la limite d'élasticité, du diamètre des rouleaux et de la structure de l'équipement.
Dans la plupart des conditions d'utilisation, le pré-cintrage doit permettre d'obtenir les résultats suivants :
- Bords droits les plus courts aux deux extrémités
- Courbure symétrique aux deux extrémités
- quantité de pré-cintrage constante et stable
2) Contrôle de l'angle d'avance
Lorsque la feuille pénètre dans le convoyeur à rouleaux, elle doit être maintenue :
- Parallèle à l'axe du rouleau
- Aligné avec la ligne centrale
- Aucune déformation de la surface de la feuille
- Les bords de la feuille ne sont pas déformés.
Si l'angle d'alimentation est incorrect, le produit fini présente souvent les défauts suivants :
- Déviation de conicité
- Serré d'un côté et lâche de l'autre
- Cylindre torsadé
- Articulations inégales
3) Façonner par étapes, éviter un pressage rapide
De nombreux débutants ont tendance à appuyer sur plusieurs boutons à la fois, ce qui conduit facilement à :
- flexion excessive locale
- Froissement de la surface de la feuille
- Rayures sur la surface du matériau
- Ovalisation accrue du cylindre
La méthode correcte est :
- Tout d'abord, appuyez légèrement et observez la tendance à la flexion.
- Approfondissez progressivement la courbure
- Vérifiez les résultats après chaque ajustement
- L'utilisation de la méthode des « plusieurs petites quantités » est plus fiable.
4) Faites attention au retour élastique
- Les différents matériaux ont des élasticités différentes.
- L'acier au carbone a un retour élastique relativement faible
- L'acier inoxydable a un retour élastique plus important
- L'acier à haute résistance présente un retour élastique plus marqué.
- Les alliages d'aluminium présentent des retours élastiques très différents en raison de leurs propriétés matérielles différentes.
Par conséquent, lors du laminage jusqu'au diamètre cible, il ne faut pas se fier uniquement à la taille instantanée. Le retour élastique après relâchement de la pression doit également être pris en compte, et une compensation du surenroulement peut s'avérer nécessaire.
5) Contrôle de la qualité de surface
Si une finition de surface de haute qualité est requise, veuillez prêter attention aux points suivants :
- La surface du rouleau est-elle propre ?
- Y a-t-il des scories de soudure ou de la limaille de fer ?
- Y a-t-il des particules dures coincées entre la feuille et la surface du rouleau ?
- Y a-t-il des traces de serrage de matériau ?
Pour les tôles en acier inoxydable ou en aluminium, il est préférable d'éviter les contacts violents et les rayures dues à la saleté.
Par conséquent, lors du laminage jusqu'au diamètre cible, il ne faut pas se fier uniquement à la dimension instantanée, mais aussi tenir compte du retour élastique après relâchement de la pression. Une compensation du sur-laminage peut s'avérer nécessaire.
6) Contrôler la qualité de la surface
Si une finition de surface de haute qualité est requise, veuillez prêter attention aux points suivants :
- La surface du rouleau est-elle propre ?
- Y a-t-il des scories de soudure ou de la limaille de fer ?
- Y a-t-il des particules dures coincées entre la feuille et la surface du rouleau ?
- Y a-t-il des traces de serrage de matériau ?
- Pour les tôles en acier inoxydable ou en aluminium, il est préférable d'éviter les contacts violents et les rayures dues à la saleté.
8. Points clés pour le laminage de différents matériaux
1) Plaque d'acier au carbone
Caractéristiques:
- Bonne plasticité.
- Convient à la plupart des procédés de laminage conventionnels.
- Faible retour élastique, technologie éprouvée.
Précautions:
- Faites attention au tonnage de l'équipement pour les plaques épaisses.
- La formation de calamine sur les bords peut facilement altérer la surface.
- Soyez attentif à la relaxation des contraintes dans les plaques structurales soudées.
2) Feuille d'acier inoxydable
Caractéristiques:
- ressort élevé
- Surface facilement rayable
- Nécessite une précision de formage plus élevée
Précautions:
- La surface du rouleau doit être propre.
- Évitez que des particules dures ne s'incrustent dans la surface.
- Le pré-cintrage et la compensation devraient être plus précis.
- Évitez de pincer ou de rayer la surface lors du déchargement.
3) Feuille d'aluminium
Caractéristiques:
- Matière plus douce.
- Sujet aux indentations superficielles.
- Facilement endommagé par une pression excessive.
- Nécessite une surface de rouleau de haute qualité.
Précautions:
- La surface du rouleau doit être exempte de bavures.
- La force de serrage ne doit pas être excessive.
- Évitez d'appuyer plusieurs fois.
- Veillez à protéger l'objet avec un emballage souple pendant le transport et le levage.
4) Acier à haute résistance
Caractéristiques:
- Limite d'élasticité élevée.
- Nécessite une force de formage plus importante.
- Rebond important.
- Augmente facilement la charge de l'équipement.
Précautions:
- Interdiction formelle de dépasser les spécifications.
- La capacité nominale de l'équipement doit être vérifiée.
- Le processus de laminage devrait être plus régulier et plus lent.
- Les systèmes hydrauliques et d'entraînement de l'équipement supportent une charge plus importante, ce qui nécessite une surveillance étroite de l'élévation de température et de la pression.
9. Points clés pour les opérations sur pièces coniques, en arc et spéciales
1) Roulement conique
Le laminage conique est plus complexe que le laminage circulaire car les circonférences aux deux extrémités sont différentes, ce qui nécessite que la tôle forme un cône.
Points clés :
- L'angle d'alimentation de la tôle doit être décalé en fonction des exigences de conicité.
- Les quantités d'alimentation sur les deux faces de la tôle doivent être différentes.
- Un dispositif de laminage conique ou un outillage spécial est nécessaire.
- Il faut d'abord vérifier les dimensions des grandes et petites extrémités.
- Plus le cône est long et plus son angle est petit, plus le contrôle est critique.
2) Roulement en arc
Si seul un arc partiel est nécessaire, plutôt qu'un cercle complet :
- Définir le rayon de courbure cible.
- Contrôlez la longueur d'enroulement.
- Formez-la en segments à plusieurs reprises.
- Maintenir une longueur d'arc uniforme.
3) Feuilles minces de grand diamètre
Les feuilles minces de grand diamètre sont sujettes à :
- Rides
- Bords ondulés
- Instabilité
- Formation irrégulière
Solutions:
- Réduisez la quantité de flexion unique
- Accroître le soutien matériel
- Contrôler la planéité de la surface de la feuille
- Utilisez une méthode de roulage plus douce et en plusieurs étapes
10. Problèmes courants et solutions
1) Des bords droits excessivement larges aux deux extrémités
Cause:
- Pré-cintrage insuffisant
Solution:
- Augmenter le degré de pré-cintrage
- Utiliser « Pré-cintrage secondaire »
2) Circonférence irrégulière, grande ovalité
Cause:
- Réglage inégal de la position du rouleau
- Alimentation de feuille incorrecte
- Tension inégale des deux côtés
- Temps de roulement insuffisants
- Grande différence de résilience du matériau
Solution:
- Équilibre gauche-droite correct de l'équipement
- Ajuster la ligne centrale
- Ajouter un processus d'arrondi
- Compenser le surroulage du matériau
3) Écart du matériau de la feuille
Cause:
- Matériau de la feuille non aligné
- Erreur de parallélisme des rouleaux
- Dispositif de guidage non réglé
- Bord de la feuille non droit
Solution:
- Réaligner
- Consultez le guide
- Parallélisme correct des rouleaux
- Bord de la feuille de finition
4) Forme conique
Cause:
- Matériau de la feuille non aligné
Solution :
- Réaligner
- Régler la différence de pression du rouleau latéral
5) Rayures superficielles
Causes :
- Présence de corps étrangers sur la surface du rouleau
- Usure ou rayures de la surface du rouleau
- Particules incrustées dans la surface de la feuille
- Serrage excessif
Solutions:
- Nettoyer la surface du rouleau
- Meuler ou réparer la surface du rouleau
- Renforcer la protection des matériaux présentant des exigences de surface élevées
- Réduire la pression de contact inutile
6) Glissement des feuilles
Causes :
- Pression insuffisante
- contamination par les hydrocarbures en surface
Solutions:
- Augmenter la force de serrage
- Nettoyez le drap
7) Action hydraulique lente ou faible
Causes :
- Huile hydraulique insuffisante
- Pompes
- Pression anormale du système
- blocage du circuit d'huile
- Température d'huile trop élevée
Solutions:
- Vérifier le niveau d'huile
- Remplacer l'élément filtrant
- Vérifier la pompe et la vanne
- Circuit d'huile propre
- Contrôler le temps de fonctionnement continu à charge élevée
11. Guide de maintenance (Points clés)
1) Entretien quotidien
- Surface du rouleau propre
- Inspecter le circuit d'huile
- Inspectez les fixations
- Lubrifier les rails de guidage
2) Système hydraulique
- Changer l'huile hydraulique toutes les 2000 heures
- Nettoyer régulièrement l'élément filtrant
- Vérifier l'absence de fuites d'huile
3) Composants mécaniques
- Inspecter l'usure des rouleaux
- Inspecter la température des roulements
- Parallélisme correct des rouleaux
4) Système électrique
- Inspectez le câblage
- Sauvegarde des paramètres de l'automate programmable
- Calibrer l'encodeur
12. Entretien quotidien
La maintenance est cruciale pour le fonctionnement stable à long terme d'une cintreuse à 3 rouleaux.
1) Entretien quotidien
- Nettoyer la surface de l'équipement, les surfaces des rouleaux et la zone de travail.
- Vérifiez l'absence de fuites d'huile, de fuites électriques et de pièces desserrées.
- Enlever les copeaux de tôle, la limaille de fer et les scories de soudure.
- Vérifiez le bon fonctionnement des points de lubrification.
- Faites fonctionner la cintreuse à 3 rouleaux à vide pour confirmer son bon fonctionnement.
2) Entretien hebdomadaire
- Vérifiez les fixations.
- Vérifiez la lubrification des rouleaux, des rails de guidage, des chaînes ou des engrenages.
- Vérifiez les conduites et les joints hydrauliques.
- Surveillez les variations de température et de bruit de l'huile.
- Vérifiez la fluidité des mouvements principaux.
3) Entretien mensuel
- Vérifier le niveau de contamination de l'huile hydraulique.
- Vérifiez l'état de l'élément filtrant.
- Vérifiez les bornes du câblage électrique.
- Vérifiez les interrupteurs de fin de course et les capteurs.
- Vérifier le niveau des équipements et l'état des fondations.
4) Entretien majeur régulier
- Changer l'huile hydraulique.
- Modifier l'élément de filtre.
- Vérifier l'usure des roulements.
- Vérifier la précision de la surface du rouleau.
- Vérifier l'huile du réducteur.
- Effectuez un étalonnage de précision si nécessaire.
13. Exigences de lubrification
La lubrification est l'un des facteurs clés pour le fonctionnement stable à long terme de la cintreuse à 3 rouleaux.
Points de lubrification :
- Roulements à rouleaux
- Rails de guidage
- Vis à billes
- Engrenages
- Chaînes
- Mécanisme de levage
- Autres liaisons mécaniques
Principes de lubrification :
- Utilisez l'huile et le cycle de lubrification spécifiés dans le manuel d'instructions.
- Ne mélangez pas des graisses inadaptées pour différentes pièces.
- Quantité de lubrifiant appropriée ; une lubrification excessive peut attirer la poussière.
- Augmenter la fréquence des inspections dans des environnements à température et charge élevées.
14. Procédures d'exploitation sécuritaires
La rouleuse à trois rouleaux est un équipement de formage robuste ; la sécurité doit être la priorité absolue.
Principes à suivre :
- Les opérateurs doivent être formés.
- Ne portez pas de vêtements amples, d'écharpes ou de gants à proximité des pièces en rotation.
- Ne mettez pas les mains dans les espaces entre les rouleaux.
- Assurez-vous que l'équipement est complètement arrêté avant de procéder au déchargement.
- Les pièces de grande taille doivent être hissées.
- Arrêtez immédiatement la cintreuse à 3 rouleaux si un bruit anormal, des vibrations, une fuite d'huile ou une odeur sont détectés.
- L'alimentation électrique doit être coupée, la pression relâchée et un panneau d'avertissement affiché avant toute intervention de maintenance.
Note spéciale :
- Lorsque l'équipement est en marche, personne ne doit se tenir du côté où la pièce à usiner risque de basculer.
- Lors du laminage de pièces de grand diamètre, veillez à empêcher la pièce de rouler et de provoquer des blessures.
- Un support suffisant doit être prévu lors du laminage de formes coniques et de plaques extra-longues.
- Toute surcharge peut endommager les rouleaux, les cylindres et les réducteurs.
15. Suggestions empiriques pour le fonctionnement
Ces expériences sont extrêmement utiles en production.
Production d'essai avant la production de masse :
Pour les nouveaux procédés, matériaux et dimensions, il est d'abord nécessaire de réaliser un échantillon test afin de confirmer les paramètres avant la production en série.
Attention au retour élastique. Ne vous contentez pas de regarder les dimensions de la machine :
Les dimensions réelles après dépressurisation sont les dimensions exactes.
Soyez plus prudent avec les plaques épaisses et l'acier à haute résistance :
Des vitesses de roulement plus lentes et des applications de pression plus fréquentes garantiront une plus grande sécurité tant pour l'équipement que pour les pièces à usiner.
La propreté est primordiale au travail pièces exigeant un haut niveau de finition de surface :
Même un petit copeau de métal peut laisser une rayure visible sur la surface.
Mettre en place la suspension des aides au levage :
Les gros cylindres sont extrêmement dangereux s'ils perdent l'équilibre.
Assurer une répartition uniforme des forces :
Une pression inégale d'un seul côté donne souvent des formes elliptiques ou torsadées.




