
Tabla de contenido
1. Descripción general de los parámetros del proceso de corte por láser
En el corte láser de chapas metálicas, los parámetros del proceso son los factores clave que determinan la calidad del corte, la eficiencia, la estabilidad del procesamiento y los costes de producción.
La misma máquina de corte láser puede producir resultados de corte completamente diferentes según los parámetros de configuración.
Los procesos de corte por láser excelentes deben lograr los siguientes objetivos:
- Corte liso
- Sin rebabas
- Pequeña zona afectada por el calor
- Alta perpendicularidad
- Alta velocidad de corte
- Alta tasa de utilización de materiales
- Procesamiento continuo estable
- Consumo de gas reducido
- Mayor vida útil de la lente
- Mayor eficiencia general de la máquina
Por lo tanto, la optimización de los parámetros del proceso de corte por láser es una de las capacidades técnicas más importantes en la industria del corte por láser.
2. Parámetros básicos del proceso para el corte láser
Los parámetros principales del proceso de corte por láser incluyen principalmente los siguientes:
Parámetros | Funciones |
Potencia del láser | Determina la capacidad de corte |
Velocidad de corte | Determina la eficiencia del procesamiento |
Posición de enfoque | Determina la calidad del corte |
Altura de la boquilla | Determina la estabilidad del flujo de aire |
Presión de gas de asistencia | Determina el efecto de eliminación de escoria |
Frecuencia | Determina la salida de pulsos |
Ciclo de trabajo | Determina la densidad de energía |
Parámetros de perforación | Determina la calidad del corte inicial |
Aceleración | Determina la calidad de las esquinas |
Diámetro del punto | Determina la precisión |
Especificación de la boquilla | Determina el patrón de flujo de aire |
Ruta de corte | Determina la eficiencia general |
3. Explicación detallada de los parámetros de potencia del láser
1) Concepto de potencia láser
La potencia láser se refiere a la energía que emite un láser por unidad de tiempo, que generalmente se mide en W (vatios) o kW (kilovatios).
Los niveles de potencia comunes incluyen:
- 1500W
- 3000W
- 6000W
- 12000W
- 20000W
- 30000W
- 40000W y superiores
Un mayor poder generalmente resulta en:
- Mayor espesor de corte
- Mayor velocidad de corte
- Mayor capacidad de perforación
- Mayor eficiencia de procesamiento
Sin embargo, mayor potencia no siempre es mejor.
El exceso de energía puede provocar:
- Derretimiento excesivo
- Corte más ancho
- Aumento de rebabas
- Quemaduras en los bordes
- Mayor consumo de energía
- Aumento de los costes operativos
Por lo tanto, es esencial hacer coincidir la potencia con el proceso adecuado.
2) Rango de aplicación de diferentes niveles de potencia
- Nivel de 1500 W
Adecuado para:
- Procesamiento de chapa metálica delgada
- Rotulación publicitaria
- Piezas pequeñas de chapa metálica
- Chapa de acero inoxidable
Grosor recomendado:
Materiales | Grosor recomendado |
Acero carbono | 1-6 mm |
Acero inoxidable | 1-4 mm |
placa de aluminio | 1-3 mm |
- Nivel de 3000 W
Adecuado para:
- Procesamiento general de chapa metálica
- Fábricas pequeñas y medianas
- Industria de armarios eléctricos
- Industria de utensilios de cocina
Grosor recomendado:
Materiales | Grosor recomendado |
Acero carbono | 1-12 mm |
Acero inoxidable | 1-8 mm |
placa de aluminio | 1-6 mm |
- Nivel de 6000 W
Adecuado para:
- Procesamiento de placas medianas y pesadas
- Maquinaria de construcción
- Industria de estructuras de acero
Grosor recomendado:
Materiales | Grosor recomendado |
Acero carbono | 1-20 mm |
Acero inoxidable | 1-16 mm |
placa de aluminio | 1-12 mm |
- 12000W y superior
Adecuado para:
- Mecanizado de alta velocidad de placas gruesas
- Grandes estructuras de acero
- Construcción naval
- Industria pesada
Grosor recomendado:
Materiales | Grosor recomendado |
Acero carbono | 1-40 mm |
Acero inoxidable | 1-50 mm |
placa de aluminio | 1-40 mm |
4. Explicación detallada de los parámetros de velocidad de corte por láser
1) Importancia de la velocidad de corte
La velocidad de corte afecta directamente a:
- Calidad de sección transversal
- Tamaño de la rebaba
- Zona afectada por el calor
- Eficiencia de producción
- Ancho de golpe
Demasiado lento:
- Bordes ardientes
- Formación severa de escoria
- Aumento de la deformación térmica
Demasiado rápido:
- Corte incompleto
- Acumulación de escoria
- Rebote de chispa
- Corte intermitente
Por lo tanto, es esencial encontrar el equilibrio óptimo.
2) Método de juicio de velocidad
Estado normal Síntomas:
- Saltan chispas hacia abajo
- Corte suave
- Sin rebabas evidentes
- Sonido estable
Demasiado rápido Síntomas:
- Las chispas se inclinan hacia atrás.
- Acumulación de escoria en la parte inferior
- Corte incompleto en algunas zonas
- Corte estrecho
Demasiado lento Síntomas:
- Esparciendo chispas
- Bordes sobrequemados
- Zona afectada por el calor más extensa
- Sección transversal rugosa
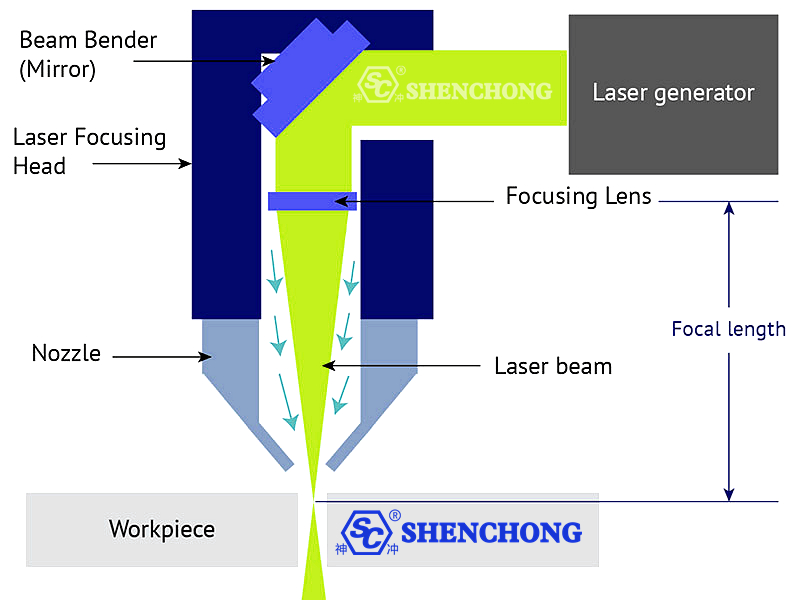
5. Explicación detallada de los parámetros de posición de enfoque
1) Definición de la posición de enfoque
La posición de enfoque se refiere a la distancia entre el punto focal del láser y la superficie del material.
La posición de enfoque se suele expresar de la siguiente forma:
- 0
- +1
- -1
etc.
Dónde:
- Enfoque positivo: El punto focal está por encima del material.
- Enfoque cero: El punto focal se encuentra en la superficie del material.
- Enfoque negativo: El punto focal está dentro del material.
2) Situaciones aplicables a diferentes puntos focales
Enfoque cero
Adecuado para:
- Placas delgadas de acero inoxidable
- Placas delgadas de aluminio
- Corte de precisión
Características:
- corte más fino
- Alta precisión
- Hermosa superficie
Enfoque negativo
Adecuado para:
- placas gruesas de acero al carbono
- Corte de alta velocidad
Características:
- Penetración profunda
- Buena eliminación de escoria
- Fuerte penetración
Enfoque positivo
Adecuado para:
- Materiales especiales
- Algunas placas gruesas
Características:
- Ranura ancha en la parte superior y estrecha en la inferior.
- Buena superficie superior
6. Explicación detallada de los parámetros del gas auxiliar
1) Parámetros de corte de oxígeno
El oxígeno se utiliza principalmente para el corte de acero al carbono.
Características:
- Bajo costo
- Gran capacidad para cortar placas gruesas
- Puede aumentar la velocidad de corte.
Desventajas:
- Oxidación de la superficie de corte
- Ennegrecimiento de la sección transversal
Presión recomendada:
Espesor de la placa | Opresión de oxígeno |
1-3 mm | 0,3-0,6 bar |
4-10 mm | 0,6-1,0 bar |
12-20 mm | 0,8-1,5 bar |
2) Parámetros de corte con nitrógeno
El nitrógeno se utiliza principalmente para:
- Acero inoxidable
- placas de aluminio
- Placas galvanizadas
- Piezas exteriores de alta gama
Características:
- Sin oxidación
- Corte brillante
- Corte de alta calidad
Desventajas:
- Alto consumo de gas
- Alto costo
Presión recomendada:
Espesor de la placa | Opresión de oxígeno |
1 mm | 8-12 bares |
2 mm | 10-14 bares |
4 mm | 14-18 bares |
6 mm o más | 18-25 bares |
3) Parámetros de corte por aire
El corte por aire comprimido es un proceso de bajo coste que se ha desarrollado rápidamente en los últimos años.
Características:
- No requiere nitrógeno
- Bajo costo
- Adecuado para la producción en masa.
Aplicable a:
- Piezas de chapa metálica en general
- Industria de cajas eléctricas
- Industria de estanterías
Desventajas:
- Ligera oxidación del corte
- Precisión ligeramente menor
7. Explicación detallada de los parámetros de la boquilla
Efectos directos de las boquillas sobre:
- Condiciones del flujo de aire
- Estabilidad de corte
- Capacidad de eliminación de escoria
- Calidad de vanguardia
Especificaciones comunes de las boquillas:
Especificaciones | Aplicaciones |
Capa única 1.0 | Placa delgada de alta velocidad |
Capa única 1.5 | Plato mediano |
Doble capa 1.2 | Placa de oxígeno de acero al carbono |
Doble capa 1.5 | Placa gruesa |
Doble capa 2.0 | Plato extragrueso |
8. Explicación detallada de los parámetros del proceso de perforación
1) Importancia de la perforación
El corte por láser requiere perforar antes de proceder con el corte propiamente dicho.
La calidad de la perforación determina:
- Estabilidad de corte
- Calidad de la superficie
- Eficiencia de procesamiento
- Prevención de roturas de agujeros
2) Métodos comunes de perforación
Perforación ordinaria
Adecuado para:
- placas delgadas
- Placas de grosor medio
Características:
- Alta velocidad
- Simple y estable
Perforación progresiva
Adecuado para:
- placas gruesas
- Materiales de alta reflectividad
Características:
- Prevención de roturas de agujeros
- Reducción del choque térmico
Perforación por pulsos
Características:
- Pequeña zona afectada por el calor
- Alta precisión
- Buena calidad de perforación
9. Análisis de parámetros de corte para diferentes materiales
1) Parámetros del proceso de corte láser de acero al carbono
Características:
- Fácil de procesar
- Bajo costo
- Ampliamente utilizado
Gas recomendado:
- Oxígeno
Puntos clave del proceso:
- Controlar la oxidación
- Evitar la acumulación de escoria
- Mejorar la perpendicularidad de las placas gruesas
2) Parámetros de corte láser de acero inoxidable
Características:
- Alta reflectividad
- Conducción lenta del calor
- Propenso al sobrecalentamiento
Gas recomendado:
- Nitrógeno
Puntos clave del proceso:
- Previene el amarilleamiento
- Rebabas de control
- Mantén un acabado brillante
3) Parámetros del proceso de corte de placas de aluminio
Características:
- Alta reflectividad
- Conducción rápida del calor
- Propenso a romperse los agujeros
Puntos clave del proceso:
- Salida estable de alta potencia
- Evitar la retroiluminación
- Controlar la deformación térmica
4) Parámetros del proceso de corte láser de placas de cobre
Características:
- Reflectividad ultra alta
- Difícil de procesar
Requisitos:
- láser de alta potencia
- Sistema anti-retroiluminación
- Cabezal de corte de alta estabilidad
10. Problemas de calidad de corte y ajustes de parámetros
1) Problemas de Burr
Causas:
- Potencia insuficiente
- Velocidad excesiva
- Presión de aire insuficiente
- Desviación del enfoque
Soluciones:
- Aumentar potencia
- Disminuir la velocidad
- Aumentar la presión del aire
- Ajustar el enfoque
2) Problemas de escoria
Causas:
- Mala eliminación de escoria
- Boquilla dañada
- flujo de gas inestable
Soluciones:
- Reemplace la boquilla
- Ajustar la presión del aire
- Mejora la estabilidad del corte
3) Problemas de quemado de bordes
Causas:
- Velocidad lenta
- Potencia excesiva
- Enfoque incorrecto
Soluciones:
- Aumentar la velocidad
- Disminuir potencia
- Reenfocar
4) Corte incompleto
Causas:
- Potencia insuficiente
- Contaminación de la lente
- Presión de aire insuficiente
Soluciones:
- Aumentar potencia
- Limpiar la lente
- Compruebe el conducto de gas
11. Técnicas de parámetros de corte de chapa gruesa
El corte de chapas gruesas es un aspecto complejo del procesamiento láser.
Los puntos clave incluyen:
- Evitar la acumulación de escoria
- Mantener la perpendicularidad
- Mejorar la capacidad de penetración
- Controlar la zona afectada por el calor
Parámetros clave:
Parámetros | Ajustar la dirección |
Fuerza | Aumentar la concentración negativa de coque |
Enfocar | Estabilizar la presión media y alta |
Presión atmosférica | Disminuir |
Velocidad | Aumentar la apertura |
Boquilla | Ajustar la dirección |
12. Técnicas de corte de chapa fina a alta velocidad
Los puntos clave del procesamiento de placas delgadas son:
- Mejorar la eficiencia
- Prevención de vibraciones
- Prevenir la deformación
- Mejorar la precisión
Direcciones de optimización:
- Alta aceleración
- Boquilla pequeña
- Sistema de movimiento de alta velocidad
- Cabezal de corte ligero
13. Técnicas de corte para materiales altamente reflectantes
Los materiales altamente reflectantes incluyen:
- placas de aluminio
- Placas de cobre
- Latón
- Cobre
Dificultades:
- Reflexión láser
- Daña fácilmente el láser
- Dificultad para perforar
Soluciones:
- Utilice un láser de fibra de alta potencia.
- Utilice un sistema anti-retroiluminación.
- Emplea perforaciones progresivas
- Utilice un sistema de refrigeración estable.
14. Tecnología de parámetros dinámicos
Moderno máquinas de corte láser de alta gama Hemos entrado en la era del control dinámico inteligente.
Incluido:
- Control de enfoque dinámico
- Ajuste automático de la presión del aire
- Perforación inteligente
- Optimización de parámetros de IA
- Detección automática de bordes
- corte volador
- Sistema anticolisión inteligente
Sus objetivos principales:
- Mejorar la eficiencia
- Mejorar la estabilidad
- Reducir la dependencia del trabajo manual.
15. Enfoques de parámetros recomendados para diferentes espesores
1) Placa delgada de 1 mm
Puntos clave:
- Alta velocidad
- Punto de enfoque pequeño
- Boquilla pequeña
- Alta aceleración
2) Placa mediana de 6 mm
Puntos clave:
- Equilibrio entre eficiencia y calidad
- Eliminación estable de escorias
- Controlar el efecto térmico
3) Placa de 20 mm de espesor
Puntos clave:
- Capacidad de penetración
- Capacidad de eliminación de escoria
- Control térmico
- Procesamiento estable a largo plazo
16. Factores que afectan la estabilidad de los parámetros
1) Contaminación de la lente
Causas:
- Atenuación de potencia
- Mancha anormal
- Quemadura de lente
2) Pureza insuficiente del gas
Causas:
- Oxidación de corte
- Rebabas aumentadas
- Amarillamiento de la sección transversal
3) Vibración de la máquina herramienta
Causas:
- Disminución de la precisión
- Ondulación de corte
- Agujeros descentrados
4) Precisión insuficiente del riel guía
Causas:
- Error de seguimiento
- Corte inestable
17. Lógica fundamental de la optimización de parámetros
Corte por láser proceso La optimización de parámetros es esencialmente un equilibrio entre los siguientes factores:
- Energía
- Tiempo
- flujo de aire
- Calor
- Movimiento
Los ingenieros de procesos verdaderamente excelentes necesitan optimizar de forma integral basándose en:
- Material
- Espesor
- Requisitos de precisión
- Requisitos de costos
- Requisitos de eficiencia
18. Base de datos de procesos inteligentes
Los equipos láser modernos han entrado gradualmente en la era de los procesos basados en bases de datos.
El sistema puede realizar automáticamente la siguiente llamada:
- Parámetros de potencia
- Parámetros de enfoque
- Parámetros de presión atmosférica
- Parámetros de perforación
- Parámetros angulares
Las ventajas incluyen:
- Dificultad operativa reducida
- Tiempo de corte de prueba reducido
- Mayor consistencia
- Reducción de la dependencia del trabajo manual
19. Tendencias de desarrollo futuro de la tecnología de corte por láser
Las futuras líneas de desarrollo de la tecnología de corte por láser incluyen:
- Optimización automática de parámetros mediante IA
- Corte adaptativo
- Monitoreo inteligente de la calidad
- Tecnología de compensación automática
- Corte a ultra alta velocidad
- Procesamiento de placas ultragruesas
- Fábricas no tripuladas
- Base de datos de procesos basada en la nube
Los equipos de corte por láser del futuro no solo serán equipos de procesamiento, sino también un nodo importante en los sistemas de fabricación inteligentes.
20. Conclusión
Los parámetros del proceso de corte por láser son la tecnología fundamental que determina el rendimiento del equipo, la calidad del procesamiento y la eficiencia de la fábrica.
El procesamiento láser de alto nivel no se trata solo de “poder cortar”, sino también de:
- Cortando rápido
- Cortando de forma constante
- Cortando maravillosamente
- Recorte económico
- Funcionamiento estable durante períodos prolongados
Por lo tanto, la capacidad de optimizar los parámetros del proceso se convertirá en una de las competencias básicas más importantes en la futura industria del procesamiento láser.




