
Оглавление
1. Обзор параметров процесса лазерной резки
При лазерной резке металлических листов параметры процесса являются ключевыми факторами, определяющими качество резки, эффективность, стабильность процесса и производственные затраты.
Один и тот же станок лазерной резки может давать совершенно разные результаты резки при различных настройках параметров.
Для достижения превосходных результатов в лазерной резке необходимо следующее:
- Гладкий пропил
- Без заусенцев
- Небольшая зона теплового воздействия
- Высокая перпендикулярность
- Высокая скорость резки
- Высокий коэффициент использования материалов
- Стабильная непрерывная обработка
- Снижение потребления газа
- Увеличенный срок службы линз.
- Повышение общей эффективности работы оборудования.
Таким образом, оптимизация параметров процесса лазерной резки является одной из важнейших технических возможностей в отрасли лазерной резки.
2. Основные параметры процесса лазерной резки
Основные параметры процесса лазерной резки включают в себя следующее:
Параметры | Функции |
Мощность лазера | Определяет режущую способность |
Скорость резки | Определяет эффективность обработки |
Положение фокуса | Определяет качество резки |
Высота сопла | Определяет стабильность воздушного потока |
Давление вспомогательного газа | Определяет эффективность удаления шлака. |
Частота | Определяет выходной импульс |
Рабочий цикл | Определяет плотность энергии |
Параметры пирсинга | Определяет исходное качество резки |
Ускорение | Определяет качество углов |
Диаметр пятна | Определяет точность |
Технические характеристики форсунки | Определяет характер воздушного потока |
Проход | Определяет общую эффективность |
3. Подробное объяснение параметров мощности лазера
1) Концепция мощности лазера
Мощность лазера — это энергия, вырабатываемая лазером в единицу времени, обычно измеряемая в Вт (ваттах) или кВт (киловаттах).
К распространённым уровням мощности относятся:
- 1500 Вт
- 3000 Вт
- 6000 Вт
- 12000 Вт
- 20000 Вт
- 30000 Вт
- 40000 Вт и выше
Более высокая мощность обычно приводит к:
- Большая толщина резки
- Более высокая скорость резки
- Более высокая пробивная способность
- Более высокая эффективность обработки
Однако большая мощность не всегда означает лучшее качество.
Избыточная мощность может привести к:
- Переплавление
- Более широкий пропил
- Увеличение количества заусенцев
- Ожоги по краям
- Увеличение потребления энергии
- Увеличение операционных расходов
Следовательно, крайне важно подобрать мощность, соответствующую требуемому процессу.
2) Диапазон применимости различных уровней мощности
- Уровень мощности 1500 Вт
Подходит для:
- Обработка тонколистового металла
- Рекламные надписи
- Мелкие детали из листового металла
- Лист из нержавеющей стали
Рекомендуемая толщина:
Материалы | Рекомендуемая толщина |
Углеродистая сталь | 1-6 мм |
Нержавеющая сталь | 1-4 мм |
Алюминиевая пластина | 1-3 мм |
- Уровень мощности 3000 Вт
Подходит для:
- Общая обработка листового металла
- Малые и средние заводы
- Производство электротехнических шкафов
- Кухонная промышленность
Рекомендуемая толщина:
Материалы | Рекомендуемая толщина |
Углеродистая сталь | 1-12 мм |
Нержавеющая сталь | 1-8 мм |
Алюминиевая пластина | 1-6 мм |
- Уровень мощности 6000 Вт
Подходит для:
- Обработка листового металла средней и большой толщины
- Строительная техника
- сталелитейная промышленность
Рекомендуемая толщина:
Материалы | Рекомендуемая толщина |
Углеродистая сталь | 1-20 мм |
Нержавеющая сталь | 1-16 мм |
Алюминиевая пластина | 1-12 мм |
- 12000 Вт и выше
Подходит для:
- Высокоскоростная обработка толстых пластин
- Крупные стальные конструкции
- Судостроение
- Тяжелая промышленность
Рекомендуемая толщина:
Материалы | Рекомендуемая толщина |
Углеродистая сталь | 1-40 мм |
Нержавеющая сталь | 1-50 мм |
Алюминиевая пластина | 1-40 мм |
4. Подробное объяснение параметров скорости лазерной резки
1) Важность скорости резки
Скорость резки напрямую влияет на:
- качество поперечного сечения
- Размер жернова
- зона термического воздействия
- Эффективность производства
- Ширина удара
Слишком медленно:
- Обожженные края
- Сильное шлакообразование
- Повышенная термическая деформация
Слишком быстро:
- Неполный разрез
- Накопление шлака
- Искра отскочила
- Прерывистая резка
Поэтому крайне важно найти оптимальный баланс.
2) Метод оценки скорости
Нормальное состояние Симптомы:
- Искры летят вниз
- Плавный срез
- Явных заусенцев нет.
- Стабильный звук
Слишком быстро Симптомы:
- Искры летят назад под углом
- Накопление шлака внизу
- В некоторых местах обрезка неполная.
- Узкий разрез
Слишком медленно Симптомы:
- Распространяя искры
- Края перегрева
- Большая зона термического воздействия
- Шероховатый поперечный разрез
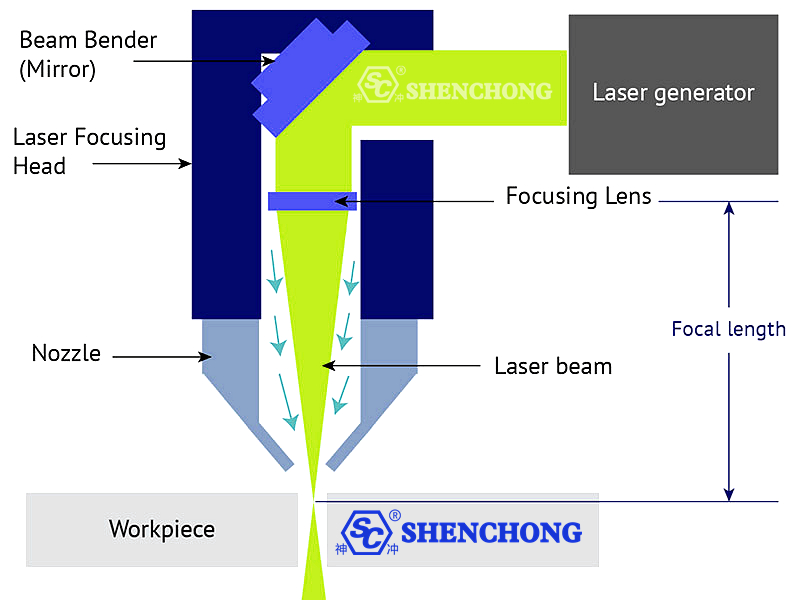
5. Подробное объяснение параметров положения фокуса
1) Определение фокусной позиции
Положение фокуса — это расстояние между фокусной точкой лазера и поверхностью материала.
Положение фокуса обычно выражается в следующей форме:
- 0
- +1
- -1
и т. д.
Где:
- Позитивная фокусировка: точка фокусировки находится над материалом.
- Нулевая фокусировка: точка фокусировки находится на поверхности материала.
- Отрицательная фокусировка: точка фокусировки находится внутри материала.
2) Применимые ситуации для различных фокусных точек
Нулевая фокусировка
Подходит для:
- Тонкие пластины из нержавеющей стали
- Тонкие алюминиевые пластины
- Точная резка
Функции:
- тончайший пропил
- Высокая точность
- Красивая поверхность
Негативный фокус
Подходит для:
- Толстостенные пластины из углеродистой стали
- Высокоскоростная резка
Функции:
- Глубокое проникновение
- Качественное удаление шлака
- Сильное проникновение
Позитивный фокус
Подходит для:
- Специальные материалы
- Несколько толстых тарелок
Функции:
- Широкий пропил сверху и узкий снизу.
- Хорошая верхняя поверхность
6. Подробное объяснение параметров вспомогательного газа
1) Параметры кислородной резки
Кислород в основном используется для резки углеродистой стали.
Функции:
- Бюджетный
- Высокая способность резать толстые пластины.
- Может увеличить скорость резки
Недостатки:
- Окисление поверхности среза
- Почернение поперечного сечения
Рекомендуемое давление:
Толщина пластины | Одавление кислорода |
1-3 мм | 0,3-0,6 бар |
4-10 мм | 0,6-1,0 бар |
12-20 мм | 0,8-1,5 бар |
2) Параметры азотной резки
Азот в основном используется для:
- Нержавеющая сталь
- Алюминиевые пластины
- Оцинкованные пластины
- Высококачественные внешние детали
Функции:
- Отсутствие окисления
- Яркий срез
- Высококачественная резка
Недостатки:
- Высокий расход газа
- Высокая стоимость
Рекомендуемое давление:
Толщина пластины | Одавление кислорода |
1 мм | 8-12 бар |
2 мм | 10-14 бар |
4мм | 14-18 бар |
6 мм или более | 18-25 бар |
3) Параметры воздушной резки
Пневматическая резка — это недорогой процесс, который в последние годы быстро развивается.
Функции:
- Азот не требуется
- Бюджетный
- Подходит для массового производства
Применимо к:
- Общие детали из листового металла
- Электромонтажная промышленность
- индустрия стеллажей
Недостатки:
- Незначительное окисление среза
- Несколько более низкая точность
7. Подробное объяснение параметров сопла
Прямое воздействие форсунок на:
- Условия воздушного потока
- Устойчивость резки
- Производительность по удалению шлака
- Высочайшее качество
Типичные технические характеристики форсунок:
Технические характеристики | Приложения |
Однослойный 1.0 | Высокоскоростная тонкопластинчатая конструкция |
Однослойный 1.5 | Средняя тарелка |
Двойной слой 1.2 | Кислородная пластина из углеродистой стали |
Двойной слой 1.5 | Толстая пластина |
Двойной слой 2.0 | Сверхтолстая тарелка |
8. Подробное объяснение параметров процесса бурения
1) Важность бурения
Для лазерной резки перед началом самого процесса необходимо выполнить сверление.
Качество бурения определяет:
- Устойчивость резки
- Качество поверхности
- Эффективность обработки
- Предотвращение поломки отверстия
2) Распространенные методы бурения
Обычное бурение
Подходит для:
- Тонкие пластины
- Пластины средней толщины
Функции:
- Высокоскоростной
- Простой и надежный
Прогрессивное бурение
Подходит для:
- Толстые пластины
- Материалы с высокой отражательной способностью
Функции:
- Предотвращение поломки отверстия
- Снижение термического шока
Импульсное бурение
Функции:
- Небольшая зона теплового воздействия
- Высокая точность
- Хорошее качество бурения
9. Анализ параметров резки для различных материалов.
1) Параметры процесса лазерной резки углеродистой стали
Функции:
- Легко обрабатывается
- Бюджетный
- Широко используется
Рекомендуемый газ:
- Кислород
Ключевые моменты процесса:
- Контроль окисления
- Предотвратить образование шлака
- Улучшение перпендикулярности толстых пластин
2) Параметры лазерной резки нержавеющей стали
Функции:
- Высокая отражательная способность
- Медленная теплопроводность
- Склонен к перегреву
Рекомендуемый газ:
- Азот
Ключевые моменты процесса:
- Предотвратить пожелтение
- Контрольные боры
- Сохраните блеск поверхности.
3) Параметры процесса резки алюминиевых пластин
Функции:
- Высокая отражательная способность
- Быстрая теплопроводность
- Склонен к поломке отверстий
Ключевые моменты процесса:
- Высокая мощность и стабильный выходной сигнал
- Предотвратить подсветку
- Контроль термической деформации
4) Параметры процесса лазерной резки медных пластин
Функции:
- Сверхвысокая отражательная способность
- Сложно обработать
Требования:
- мощный лазер
- Система защиты от подсветки
- Высокостабильная режущая головка
10. Решение проблем качества резки и корректировка параметров.
1) Проблемы с заусенцами
Причины:
- Недостаточная мощность
- Превышение скорости
- Недостаточное давление воздуха
- Отклонение фокуса
Решения:
- Увеличьте мощность
- Снизьте скорость
- Повысить давление воздуха
- Отрегулируйте фокус
2) Проблемы со шлаком
Причины:
- Плохое удаление шлака
- Поврежденная насадка
- Нестабильный поток газа
Решения:
- Замените форсунку
- Отрегулируйте давление воздуха
- Улучшение стабильности резки
3) Проблемы, связанные с выжиганием кромок
Причины:
- Низкая скорость
- Избыточная мощность
- Неправильная фокусировка
Решения:
- Увеличьте скорость
- Снизьте мощность
- Переориентация
4) Неполная резка
Причины:
- Недостаточная мощность
- Загрязнение линз
- Недостаточное давление воздуха
Решения:
- Увеличьте мощность
- Чистая линза
- Проверьте газовый канал
11. Методы подбора параметров резки толстолистового металла
Резка толстых листов — сложная задача лазерной обработки.
Ключевые моменты включают:
- Предотвратить образование шлака
- Сохраняйте перпендикулярность
- Улучшение проникающей способности
- Контроль зоны термического воздействия
Ключевые параметры:
Параметры | Изменить направление |
Власть | Увеличение отрицательной концентрации кокса |
Фокус | Стабилизация среднего и высокого давления |
Давление воздуха | Снижаться |
Скорость | Увеличьте диафрагму |
Сопло | Изменить направление |
12. Высокоскоростные методы резки тонких листов
Ключевые моменты обработки тонких пластин:
- Повышение эффективности
- Предотвращение вибрации
- Предотвращение деформации
- Повышение точности
Направления оптимизации:
- Высокое ускорение
- Маленькое сопло
- Высокоскоростная система движения
- Легкая режущая головка
13. Методы резки материалов с высокой отражательной способностью
К материалам с высокой отражательной способностью относятся:
- Алюминиевые пластины
- Медные пластины
- Латунь
- Медь
Трудности:
- Отражение лазерного луча
- Легко повреждает лазер.
- Трудности с проколом.
Решения:
- Используйте мощный волоконный лазер.
- Используйте систему защиты от подсветки.
- Используйте прогрессивный пирсинг.
- Используйте надежную систему охлаждения.
14. Технология динамических параметров
Современный высококлассные станки для лазерной резки вступили в эру интеллектуального динамического управления.
Включая:
- Динамическое управление фокусировкой
- Автоматическая регулировка давления воздуха
- Интеллектуальный пирсинг
- Оптимизация параметров ИИ
- Автоматический поиск краев
- Летающий разрез
- Интеллектуальная система предотвращения столкновений
Его основные цели:
- Повышение эффективности
- Улучшение стабильности
- Снизить зависимость от ручного труда.
15. Рекомендуемые подходы к выбору параметров для различной толщины
1) Тонкая пластина толщиной 1 мм
Основные моменты:
- Высокоскоростной
- Малая точка фокусировки
- Маленькое сопло
- Высокое ускорение
2) Средняя пластина 6 мм
Основные моменты:
- Баланс между эффективностью и качеством
- Стабильное удаление шлака
- Контроль термического воздействия
3) Пластина толщиной 20 мм
Основные моменты:
- Проникающая способность
- Способность к удалению шлака
- Терморегулирование
- Долгосрочная стабильная обработка
16. Факторы, влияющие на стабильность параметров
1) Загрязнение линзы
Причины:
- Ослабление мощности
- Аномальное пятно
- Выгорание линзы
2) Недостаточная чистота газа
Причины:
- Окисление при резке
- Увеличение количества заусенцев
- Пожелтение поперечного сечения
3) Вибрация станка
Причины:
- Сниженная точность
- Режущая волна
- Некруглые отверстия
4) Недостаточная точность направляющей рельсы
Причины:
- Ошибка отслеживания
- Нестабильная резка
17. Основная логика оптимизации параметров
Лазерная резка процесс Оптимизация параметров по сути представляет собой баланс между следующими факторами:
- Энергия
- Время
- Расход воздуха
- Нагревать
- Движение
Выдающимся инженерам-технологам необходимо проводить комплексную оптимизацию, основываясь на следующих критериях:
- Материал
- Толщина
- Требования к точности
- Требования к затратам
- Требования к эффективности
18. Интеллектуальная база данных процессов
Современное лазерное оборудование постепенно вступает в эру процессов, управляемых базами данных.
Система может автоматически вызывать следующие функции:
- Параметры мощности
- Параметры фокусировки
- Параметры атмосферного давления
- Параметры перфорации
- Угловые параметры
К преимуществам относятся:
- Снижение сложности эксплуатации
- Сокращение времени пробной нарезки
- Улучшенная согласованность
- Снижение зависимости от ручного труда
19. Будущие тенденции развития технологии лазерной резки
К перспективным направлениям развития технологии лазерной резки относятся:
- Автоматическая оптимизация параметров с помощью ИИ
- Адаптивная резка
- Интеллектуальный контроль качества
- Технология автоматической компенсации
- Сверхскоростная резка
- Обработка сверхтолстых пластин
- Беспилотные заводы
- Облачная база данных процессов
В будущем оборудование для лазерной резки будет не только обрабатывающим оборудованием, но и важным звеном в интеллектуальных производственных системах.
20. Заключение
Параметры процесса лазерной резки являются ключевой технологией, определяющей производительность оборудования, качество обработки и эффективность производства.
По-настоящему высококачественная лазерная обработка – это не просто «возможность резать», а также следующее:
- Быстрое резание
- Резка равномерно
- Прекрасно режет
- Сокращение экономических расходов
- Стабильная работа в течение длительных периодов времени.
Таким образом, умение оптимизировать параметры процесса станет одной из важнейших ключевых компетенций в будущей индустрии лазерной обработки.




