
Índice
1. Visão geral dos parâmetros do processo de corte a laser
No corte a laser de chapas metálicas, os parâmetros do processo são os principais fatores que determinam a qualidade do corte, a eficiência, a estabilidade do processo e os custos de produção.
A mesma máquina de corte a laser pode produzir resultados de corte completamente diferentes dependendo das configurações de parâmetros.
Os excelentes processos de corte a laser precisam atingir os seguintes objetivos:
- corte suave
- Sem rebarbas
- Pequena zona afetada pelo calor
- Alta perpendicularidade
- Alta velocidade de corte
- Alta taxa de utilização de materiais
- Processamento contínuo estável
- Redução do consumo de gás
- Vida útil prolongada das lentes
- Melhoria na eficiência geral da máquina
Portanto, a otimização dos parâmetros do processo de corte a laser é uma das competências técnicas mais essenciais na indústria de corte a laser.
2. Parâmetros Essenciais do Processo de Corte a Laser
Os principais parâmetros do processo de corte a laser incluem:
Parâmetros | Funções |
Potência Laser | Determina a capacidade de corte |
Velocidade de corte | Determina a eficiência do processamento |
Posição de foco | Determina a qualidade do corte |
Altura do bocal | Determina a estabilidade do fluxo de ar. |
Pressão do gás de assistência | Determina o efeito de remoção de escória |
Freqüência | Determina a saída de pulsos |
Ciclo de trabalho | Determina a densidade de energia |
Parâmetros de perfuração | Determina a qualidade do corte inicial. |
Aceleração | Determina a qualidade do canto |
Diâmetro do ponto | Determina a precisão |
Especificação do bico | Determina o padrão de fluxo de ar |
Caminho de Corte | Determina a eficiência geral |
3. Explicação detalhada dos parâmetros de potência do laser
1) Conceito de Potência do Laser
A potência do laser refere-se à energia emitida por um laser por unidade de tempo, geralmente medida em W (watts) ou kW (quilowatts).
Os níveis de potência comuns incluem:
- 1500 W
- 3000 W
- 6000 W
- 12.000 W
- 20000W
- 30000W
- 40000W e acima
Maior poder geralmente resulta em:
- Maior espessura de corte
- Velocidade de corte mais rápida
- Maior capacidade de perfuração
- Maior eficiência de processamento
No entanto, maior potência nem sempre significa melhor.
O excesso de potência pode levar a:
- Derretimento excessivo
- Corte mais largo
- Aumento de rebarbas
- Queimaduras de borda
- Aumento do consumo de energia
- Aumento dos custos operacionais
Portanto, é essencial adequar a potência ao processo apropriado.
2) Faixa aplicável de diferentes níveis de potência
- Nível 1500W
Indicado para:
- Processamento de chapas metálicas finas
- Letras publicitárias
- Pequenas peças de chapa metálica
- Chapa de aço inoxidável
Espessura recomendada:
Materiais | Espessura recomendada |
Aço carbono | 1-6mm |
Aço inoxidável | 1-4mm |
Placa de alumínio | 1-3 mm |
- Nível de 3000 W
Indicado para:
- Processamento geral de chapas metálicas
- Fábricas de pequeno e médio porte
- Indústria de painéis elétricos
- Indústria de utensílios de cozinha
Espessura recomendada:
Materiais | Espessura recomendada |
Aço carbono | 1-12mm |
Aço inoxidável | 1-8mm |
Placa de alumínio | 1-6mm |
- Nível de 6000 W
Indicado para:
- Processamento de chapas médias e pesadas
- Máquinas de construção
- Indústria de estruturas de aço
Espessura recomendada:
Materiais | Espessura recomendada |
Aço carbono | 1-20mm |
Aço inoxidável | 1-16mm |
Placa de alumínio | 1-12mm |
- 12000W e acima
Indicado para:
- Usinagem de alta velocidade de chapas grossas
- Grandes estruturas de aço
- Construção naval
- Indústria pesada
Espessura recomendada:
Materiais | Espessura recomendada |
Aço carbono | 1-40mm |
Aço inoxidável | 1-50mm |
Placa de alumínio | 1-40mm |
4. Explicação detalhada dos parâmetros de velocidade de corte a laser
1) Importância da velocidade de corte
A velocidade de corte afeta diretamente:
- Qualidade transversal
- Tamanho da rebarba
- Zona afetada pelo calor
- Eficiência de produção
- Largura de impacto
Muito lento:
- bordas em chamas
- Formação severa de escória
- Aumento da deformação térmica
Muito rápido:
- Corte incompleto
- Acúmulo de escória
- Salto de faísca
- Corte intermitente
Portanto, é essencial encontrar o equilíbrio ideal.
2) Método de Julgamento Rápido
Estado normal Sintomas:
- Faíscas disparam para baixo
- Corte suave
- Sem rebarbas visíveis
- Som estável
Muito rápido Sintomas:
- As faíscas inclinam-se para trás.
- Acúmulo de escória no fundo
- Corte incompleto em algumas áreas.
- corte estreito
Muito lento Sintomas:
- Espalhando faíscas
- Bordas queimadas em excesso
- Zona afetada pelo calor maior
- Seção transversal aproximada
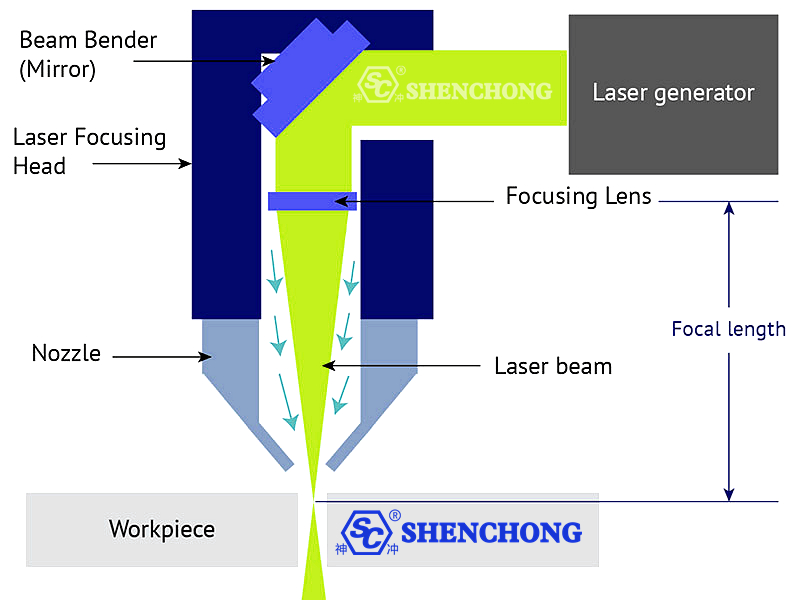
5. Explicação detalhada dos parâmetros de posição do foco
1) Definição de Posição de Foco
A posição de foco refere-se à distância entre o ponto focal do laser e a superfície do material.
A posição do foco geralmente é expressa na forma de:
- 0
- +1
- -1
etc.
Onde:
- Foco positivo: O ponto focal está acima do material.
- Foco zero: O ponto focal está na superfície do material.
- Foco negativo: O ponto focal está dentro do material.
2) Situações aplicáveis para diferentes pontos focais
Foco zero
Indicado para:
- chapas finas de aço inoxidável
- chapas finas de alumínio
- Corte de precisão
Características:
- Corte mais fino
- Alta precisão
- Superfície bonita
Foco negativo
Indicado para:
- chapas grossas de aço carbono
- corte de alta velocidade
Características:
- Penetração profunda
- Boa remoção de escória
- Penetração forte
Foco positivo
Indicado para:
- Materiais especiais
- Algumas placas grossas
Características:
- Corte largo na parte superior e estreito na parte inferior.
- Boa superfície superior
6. Explicação detalhada dos parâmetros do gás auxiliar
1) Parâmetros de corte com oxigênio
O oxigênio é usado principalmente para o corte de aço carbono.
Características:
- Baixo custo
- Grande capacidade de corte de chapas grossas
- Pode aumentar a velocidade de corte.
Desvantagens:
- Oxidação da superfície de corte
- Escurecimento da secção transversal
Pressão recomendada:
Espessura da placa | Opressão de oxigênio |
1-3 mm | 0,3-0,6 bar |
4-10mm | 0,6-1,0 bar |
12-20mm | 0,8-1,5 bar |
2) Parâmetros de corte com nitrogênio
O nitrogênio é usado principalmente para:
- Aço inoxidável
- Placas de alumínio
- Chapas galvanizadas
- Peças externas de alta qualidade
Características:
- Sem oxidação
- Corte brilhante
- Corte de alta qualidade
Desvantagens:
- Alto consumo de gás
- Alto custo
Pressão recomendada:
Espessura da placa | Opressão de oxigênio |
1 mm | 8-12 bar |
2 mm | 10-14 bar |
4 mm | 14-18 bar |
6 mm ou mais | 18-25 bar |
3) Parâmetros de corte a ar
O corte a ar é um processo de baixo custo que se desenvolveu rapidamente nos últimos anos.
Características:
- Não requer nitrogênio.
- Baixo custo
- Adequado para produção em massa.
Aplicável a:
- Peças gerais de chapa metálica
- Indústria de caixas elétricas
- Indústria de estantes
Desvantagens:
- Leve oxidação do corte
- Precisão ligeiramente inferior
7. Explicação detalhada dos parâmetros do bico
Efeitos diretos dos bicos injetores sobre:
- Condições do fluxo de ar
- Estabilidade de corte
- Capacidade de remoção de escória
- Qualidade de ponta
Especificações comuns de bicos:
Especificações | Formulários |
Camada única 1.0 | Chapa Fina de Alta Velocidade |
Camada única 1,5 | Prato Médio |
Camada dupla 1.2 | Placa de oxigênio de aço carbono |
Camada dupla 1,5 | Chapa grossa |
Camada dupla 2.0 | Chapa extra grossa |
8. Explicação detalhada dos parâmetros do processo de perfuração
1) Importância da perfuração
O corte a laser requer perfuração antes de se proceder ao corte propriamente dito.
A qualidade da perfuração determina:
- Estabilidade de corte
- Qualidade da superfície
- Eficiência de processamento
- Evitar a quebra do furo
2) Métodos comuns de perfuração
Perfuração comum
Indicado para:
- Placas finas
- Placas de espessura média
Características:
- Alta velocidade
- Simples e estável
Perfuração Progressiva
Indicado para:
- Placas grossas
- Materiais de alta refletividade
Características:
- Evitar a quebra do furo
- Redução do choque térmico
Perfuração por pulso
Características:
- Pequena zona afetada pelo calor
- Alta precisão
- Boa qualidade de perfuração
9. Análise dos parâmetros de corte para diferentes materiais
1) Parâmetros do processo de corte a laser em aço carbono
Características:
- Fácil de processar
- Baixo custo
- Amplamente utilizado
Gás recomendado:
- Oxigênio
Pontos-chave do processo:
- Controle da oxidação
- Evitar o acúmulo de escória
- Melhorar a perpendicularidade de placas espessas
2) Parâmetros de corte a laser em aço inoxidável
Características:
- Alta refletividade
- Condução lenta de calor
- Propenso a superaquecimento
Gás recomendado:
- Azoto
Pontos-chave do processo:
- Prevenir o amarelamento
- Rebarbas de controle
- Mantenha um acabamento brilhante
3) Parâmetros do processo de corte de chapas de alumínio
Características:
- Alta refletividade
- Condução de calor rápida
- Propenso a quebrar com furos
Pontos-chave do processo:
- Saída estável de alta potência
- Impedir a retroiluminação
- Controle da deformação térmica
4) Parâmetros do processo de corte a laser em chapa de cobre
Características:
- Refletividade ultra-alta
- Difícil de processar
Requisitos:
- Laser de alta potência
- Sistema anti-retroiluminação
- Cabeça de corte de alta estabilidade
10. Problemas de qualidade de corte e ajustes de parâmetros
1) Problemas com rebarbas
Causas:
- Energia insuficiente
- Velocidade excessiva
- Pressão de ar insuficiente
- Desvio de foco
Soluções:
- Aumentar potência
- Diminuir a velocidade
- Aumentar a pressão do ar
- Ajuste o foco
2) Problemas com escória
Causas:
- Remoção de escória deficiente
- Bocal danificado
- Fluxo de gás instável
Soluções:
- Substitua o bico
- Ajuste a pressão do ar
- Melhorar a estabilidade de corte
3) Problemas de queima nas bordas
Causas:
- Velocidade lenta
- Potência excessiva
- Foco incorreto
Soluções:
- Aumentar a velocidade
- Diminuir a potência
- Reorientar
4) Corte incompleto
Causas:
- Energia insuficiente
- Contaminação da lente
- Pressão de ar insuficiente
Soluções:
- Aumentar potência
- Limpar lente
- Verifique a tubulação de gás.
11. Técnicas de Parâmetros de Corte de Chapas Grossas
O corte de chapas grossas é um aspecto desafiador do processamento a laser.
Os principais pontos incluem:
- Evitar o acúmulo de escória
- Manter a perpendicularidade
- Melhorar a capacidade de penetração
- Controle da zona afetada pelo calor
Parâmetros principais:
Parâmetros | Ajustar direção |
Poder | Aumentar a concentração negativa de cocaína |
Foco | Estabilizar pressões médias e altas |
Pressão do ar | Diminuir |
Velocidade | Aumentar a abertura |
Bocal | Ajustar direção |
12. Técnicas de corte de chapas finas em alta velocidade
Os pontos-chave do processamento de chapas finas são:
- Melhorar a eficiência
- Prevenção de vibração
- Prevenção de deformações
- Aprimorando a precisão
Diretrizes de otimização:
- Alta aceleração
- Bocal pequeno
- Sistema de movimento de alta velocidade
- Cabeça de corte leve
13. Técnicas de corte para materiais altamente refletivos
Materiais altamente refletivos incluem:
- Placas de alumínio
- Placas de cobre
- Latão
- Cobre
Dificuldades:
- Reflexão do laser
- Danifica facilmente o laser
- Dificuldade em perfurar
Soluções:
- Utilize um laser de fibra de alta potência.
- Utilize um sistema anti-retroiluminação.
- Utilize perfuração progressiva
- Utilize um sistema de refrigeração estável.
14. Tecnologia de Parâmetros Dinâmicos
Moderno máquinas de corte a laser de alta qualidade Entramos na era do controle dinâmico inteligente.
Incluindo:
- Controle de foco dinâmico
- Ajuste automático da pressão do ar
- Perfuração inteligente
- Otimização de parâmetros de IA
- Detecção automática de bordas
- Corte voador
- Anticolisão inteligente
Seus principais objetivos:
- Melhorar a eficiência
- Melhorar a estabilidade
- Reduzir a dependência do trabalho manual.
15. Abordagens de parâmetros recomendadas para diferentes espessuras
1) Placa fina de 1 mm
Pontos principais:
- Alta velocidade
- Ponto focal pequeno
- Bocal pequeno
- Alta aceleração
2) Placa média de 6 mm
Pontos principais:
- Equilibrar eficiência e qualidade.
- Remoção estável de escória
- Controle do efeito térmico
3) Chapa de 20 mm de espessura
Pontos principais:
- Capacidade de Penetração
- Capacidade de remoção de escória
- Controle térmico
- Processamento estável a longo prazo
16. Fatores que afetam a estabilidade dos parâmetros
1) Contaminação das lentes
Causas:
- Atenuação de potência
- Mancha anormal
- Queimadura da lente
2) Pureza de gás insuficiente
Causas:
- Oxidação de corte
- Aumento de rebarbas
- Amarelamento da seção transversal
3) Vibração de Máquinas-Ferramenta
Causas:
- Precisão reduzida
- Ondas de corte
- Furos fora de círculo
4) Precisão insuficiente do trilho guia
Causas:
- Erro de rastreamento
- Corte instável
17. Lógica Essencial da Otimização de Parâmetros
Corte a laser processo A otimização de parâmetros é essencialmente um equilíbrio entre os seguintes fatores:
- Energia
- Tempo
- Fluxo de ar
- Aquecer
- Movimento
Os engenheiros de processos verdadeiramente excelentes precisam otimizar de forma abrangente com base em:
- Material
- Grossura
- Requisitos de precisão
- Requisitos de custo
- Requisitos de eficiência
18. Banco de Dados de Processos Inteligentes
Os equipamentos a laser modernos entraram gradualmente na era dos processos orientados por banco de dados.
O sistema pode recorrer automaticamente a:
- Parâmetros de potência
- Parâmetros de foco
- Parâmetros de pressão do ar
- Parâmetros de perfuração
- Parâmetros de ângulo
As vantagens incluem:
- Dificuldade operacional reduzida
- Tempo de corte experimental reduzido
- Consistência aprimorada
- Redução da dependência do trabalho manual
19. Tendências Futuras de Desenvolvimento da Tecnologia de Corte a Laser
As futuras direções de desenvolvimento da tecnologia de corte a laser incluem:
- Otimização automática de parâmetros por IA
- Corte adaptativo
- Monitoramento inteligente de qualidade
- Tecnologia de compensação automática
- Corte em altíssima velocidade
- Processamento de chapas ultragrossas
- Fábricas não tripuladas
- Banco de dados de processos baseado em nuvem
Os futuros equipamentos de corte a laser não serão apenas equipamentos de processamento, mas também um nó importante em sistemas de manufatura inteligente.
20. Conclusão
Os parâmetros do processo de corte a laser são a tecnologia central que determina o desempenho do equipamento, a qualidade do processamento e a eficiência da fábrica.
O processamento a laser de alto nível não se resume apenas a "ser capaz de cortar", mas também a:
- Cortando rápido
- Cortando de forma constante
- Cortando lindamente
- Corte econômico
- Operando de forma estável por períodos prolongados.
Portanto, a capacidade de otimizar os parâmetros do processo se tornará uma das competências essenciais mais importantes na futura indústria de processamento a laser.




