
Table of Contents
Choosing the best roller machine requires a comprehensive consideration of your company’s production needs, sheet metal characteristics, and budget. To choose the most suitable sheet metal rolling machine, the key is to start from the three points of “what you want to roll, how to roll it, and how much you want to roll”. Below I will give you a detailed analysis of several key points.
1. Clarify processing requirements (most important)
- Material type: carbon steel/stainless steel/aluminum alloy (different material yield strengths influence machine selection and power requirements).
- Thickness range (thinnest to thickest) and plate width (maximum processing width).
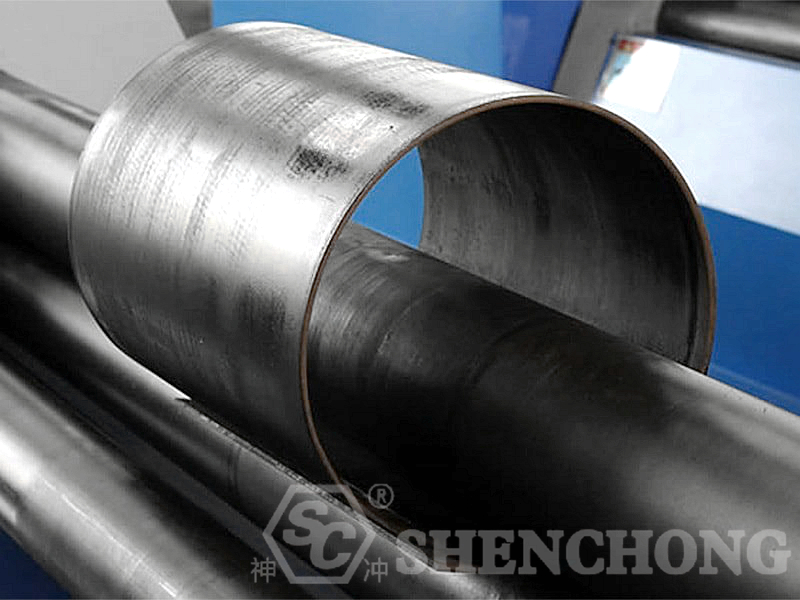
- Desired minimum inner diameter (minimum diameter when rolled into tubes/coils).
- Production volume: single-piece, large-volume production/small-batch, high-variety production/occasional processing (influences the need for CNC and automation).
These parameters determine key specifications such as the best roller machine load capacity, drum diameter and length.
1) Select Based On Plate Characteristics
– Plate Thickness
- Thin plates (1–6 mm): Generally, a three-roller symmetrical plate roll or a four-roller plate roll is used, offering high precision and easy adjustment.
- Medium and thick plates (6–40 mm): A four-roller plate roll is recommended, offering easier operation and enhanced pre-bending capabilities.
- Extra-thick plates (over 40 mm): A heavy-duty four-roller plate roll or a CNC top-roller universal plate roll is required.
– Plate Width
The plate roll’s working length must be greater than or equal to the plate width; otherwise, processing will not be possible.
Common ranges: 1.5 m, 2.5 m, 3.2 m, and 4 m and above.
– Material Strength
Plain carbon steel is easy to roll.
High-strength steel and stainless steel require a larger, higher-strength plate roll.
2) Choose Based on Process Requirements
– Forming Accuracy
If high precision and good roundness are required, a four-roll plate rolling machine is preferred.
A three-roll symmetrical plate rolling machine requires two workpiece flips, resulting in slightly lower efficiency and accuracy.
– Pre-bending Capability
Three-roll plate rolling machines require a pre-bending machine at the plate ends or allow for scrap.
Four-roll plate rolling machines offer automatic pre-bending, reducing scrap and improving efficiency.
– Conical Forming
If you want to roll a conical shape, a universal plate rolling machine with side roll tilting is recommended.
– Automation Level
Manual plate rolling machines are suitable for small batches and low budgets.
CNC plate rolling machines are suitable for large batches and automated production lines.
2. The Best Roller Machine Model Selection

1) Common plate roller machine model
Common plate roller machines include 2-roll, 3-roll, and 4-roll (and specialized models).
- 3-roll: Simple structure and relatively low price. Suitable for general thickness and conventional forming, but requires higher skill for small diameters or complex pre-bending (more operating skills).
- 4-roll (double-press): Double-pinch clamping allows for easier operation with front and back clamping, making it easier to achieve high precision and small inner diameter forming. This reduces labor, but also increases the cost.
- 2-roll / Cone and Special-purpose Machines: Suitable for rolling special cross-sections or cones.
The choice of 3-roll or 4-roll directly affects pre-bending efficiency, the straight edge of the finished product, and the minimum roll diameter.
2) Equipment Performance
- Roller Diameter and Strength: The larger the roller diameter, the greater the rigidity and resistance to deformation.
- Drive Type: Hydraulic drive > mechanical drive, for stronger power and higher reliability.
- CNC System: Whether it has CNC/PLC control affects the level of automation and processing efficiency.
- Safety and Maintenance: Overload protection, operational safety, and a complete lubrication system are important.
3) Key Technical Parameters
Thickness × width × material yield strength is the cornerstone of calculating machine capacity: Manufacturers typically specify machine capacity based on a certain yield strength. If your material is stronger, the actual capacity will be lower. Please provide the manufacturer with the specific material information for your sheet metal.
A common rule of thumb for roller diameter and minimum roll diameter is “maximum roll diameter ≈ 1.5 × top roller diameter.” This is a common rule of thumb for both three- and four-roller systems. Therefore, if you want to roll smaller diameter workpieces, you should choose a smaller top roller or a more suitable machine model.
Roller length (effective working width): At least match your maximum sheet width, leaving a margin for clamping and pre-bending.
3. Economic and Brand Factors
- Budget Range: Chinaplate rolling machines offer high cost-effectiveness. Imported models (such as Italy’s DAVI and France’s FACCIN) offer superior precision and automation, but are more expensive.
- After-sales Service: Check for local service locations and timely spare parts supply.
- Long-term Investment: Choose energy-efficient, low-maintenance models for greater long-term profitability.
Recommended Model Selection:
- Small sheet metal fabrication plants (light plate) → Three-roll symmetrical or economical four-roll plate rolling machine.
- Medium-to-large plants (thick plate, stainless steel) → Hydraulic four-roll plate rolling machine.
- High-end manufacturing (pressure vessels, wind power, shipbuilding) → CNC four-roll or upper-roll universal plate rolling machine with automated loading and unloading.
Comparison table of common sheet metal roller machine types:
Types | Structural Features | Applicable Plate Thickness | Applications | Advantages | Disadvantages |
Three-roller symmetrical plate rolling machine | Upper roller can be raised and lowered to accommodate sheet metal turnover | Thin to Medium Plate (≤20mm) | Small sheet metal processing, low-cost applications | Simple structure, low price, easy maintenance | Cannot be pre-bent directly, resulting in a large amount of scrap and low efficiency. |
Three-roller asymmetrical plate rolling machine | Fixed upper roller, lower lower roller, and adjustable side rollers | Thin Plate (≤12mm) | Ventilation ducts, lightweight sheet metal | Partial pre-bending capability, easy operation | Narrow application range, cannot process thick plates. |
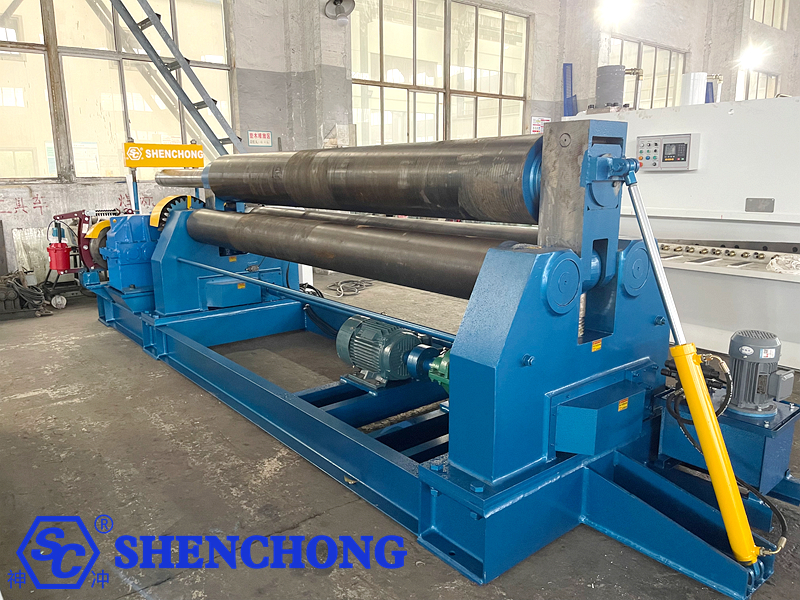
Hydraulic three-roller plate rolling machine | Hydraulically driven, with large roller shafts | Medium Plate (20–60mm) | General machinery manufacturing, structural parts | Powerful power and high efficiency | Still requires a pre-bending machine at the plate end and workpiece flipping. |
Four-roller plate rolling machine | Four hydraulically driven rollers (upper, lower, left, and right) | Thin to Thick Plate (6–100mm) | Pressure vessels, ships, steel structures | Automatic pre-bending, high precision, high efficiency, and minimal waste | High price, complex maintenance. |
Universal upper roller plate rolling machine | Universally movable upper roller, tiltable side rollers | Thick to Extra Thick Plate (40–200mm) | Cones, pressure vessels, wind turbine towers | Capable of rolling cones, suitable for heavy-duty manufacturing | Large and expensive equipment. |
CNC plate rolling machine | Equipped with a CNC/PLC control system | Various Plates | High-end manufacturing, mass production | High degree of automation, stable precision, and reduced labor costs | High cost, requires a certain level of operator skill. |
Selection Guide:
- Limited Budget, Thin Plate Processing → Three-roller Symmetrical/Asymmetric Plate Rolling Machine
- Medium and Thick Plate, High Efficiency Requirements → Hydraulic Four-roller Plate Rolling Machine
- Heavy Duty Manufacturing, Special Cones → Top-roller Universal Plate Rolling Machine
- High-Volume, High-Precision, Automation Requirements → CNC Four-roller Plate Rolling Machine
4. Key Points For Rolling Machine Selection
1) Plate Thickness
- Thin Plate (≤12mm): Three-roller Asymmetric Plate Rolling Machine
- Medium Plate (≤20mm): Three-roller Symmetrical Plate Rolling Machine
- Thick Plate (20–60mm): Hydraulic Three-roller/Four-roller Plate Rolling Machine
- Extra-Thick Plate (≥60mm): Four-roller Plate Rolling Machine/Top-roller Universal Plate Rolling Machine
2) Process Requirements
- General Rolling: Three-roller
- High Precision, Pre-bending, and High Efficiency: Four-roller
- Cone Rolling: Cone Plate Rolling Machine
- Automation and High Volume Requirements: CNC Plate Rolling Machine
3) Budget and Application Consideration
- Small Factory, Limited Budget → Three-roller plate roll (high cost-effective)
- Medium- to large-scale manufacturing enterprises → Four-roller hydraulic plate roll (mainstream choice)
- High-end equipment manufacturing (wind power, pressure vessels, shipbuilding) → CNC four-roller or universal plate roll
Choosing the best roller machine is about finding the one that best suits your work conditions and budget. The best plate rolling machine is not the most expensive, but the one that best suits your plate thickness, process requirements, and budget.




