Table of Contents
Steel fiber laser cutting has become one of the most important and commonly used processes in modern sheet metal processing. It boasts advantages such as high speed, high precision, good cut quality, high automation, and strong adaptability, making it particularly suitable for the efficient processing of steel plates made of carbon steel, stainless steel, and alloy steel.
With the manufacturing industry moving towards higher precision, higher efficiency, and intelligent manufacturing, fiber laser cutting machines have become essential production equipment in industries such as sheet metal processing, engineering machinery, steel structures, automobile manufacturing, elevator manufacturing, shipbuilding, electrical cabinets, and agricultural machinery. Steel plate cutting is one of the most significant application areas of fiber laser cutting.
Many companies frequently encounter problems in actual production, such as rough cut surfaces, severe slag buildup, dimensional deviations, incomplete cuts, edge burning, thermal deformation, nozzle damage, and protective lens contamination. These problems not only affect product quality but also reduce equipment efficiency and increase production costs.
However, in actual production, the factors that truly affect cutting quality are never just the equipment’s power itself, but also a whole set of systemic factors including material condition, process parameters, gas selection, focal point position, piercing method, auxiliary operations, equipment maintenance, and operator experience. Many cutting problems are not due to “bad machines,” but rather to improper parameters, methods, and attention to detail.
To achieve high-quality, high-efficiency laser cutting of steel plates, a deep understanding of material properties, process parameters, equipment status, auxiliary gases, operating techniques, and maintenance is essential.
The following section will systematically analyze the precautions and techniques for fiber laser cutting of steel plates from multiple dimensions, including principles, materials, parameters, process techniques, common problems, quality improvement, equipment maintenance, and safety regulations.
1. The Core of Steel Fiber Laser Cutting
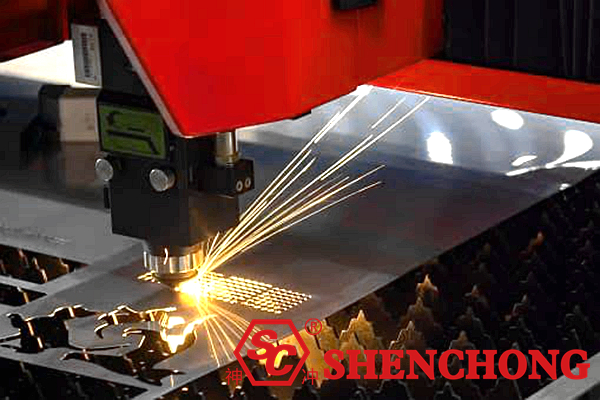
The essence of fiber laser cutting is to use a high-energy-density laser beam to irradiate the steel plate, causing the material to rapidly melt, vaporize, or oxidize in a localized area. Then, an auxiliary gas is used to blow away the molten metal, thus forming a kerf.
Therefore, the cutting effect actually depends on 4 key balances:
1) Is the laser energy sufficiently concentrated?
Too weak an energy, and it won’t cut through. Too strong an energy, and the edges will overheat, slag will form, and the plate will deform.
2) Can the molten metal be removed in time?
Poor slag removal will result in slag buildup at the bottom, a rough cut, and a trailing effect.
3) Is the heat-affected zone controllable?
Excessive heat input will lead to a wider kerf, edge oxidation, and plate deformation.
4) Is the cutting speed matched with the heat input?
Too fast a speed will result in wire drawing and incomplete cutting. Too slow a speed will result in burnt edges, burrs, and overmelting.
This means that steel plate cutting is not simply about pursuing “maximum power,” but rather about pursuing “optimal parameter combinations.”
2. Essential Conditions Before Steel Plate Laser Cutting
1) Material Quality
The cutting effect of a steel plate depends primarily on its quality. Severe rust, scale, oil stains, uneven coating, or large thickness deviations on the material surface will directly affect cutting stability.
Common problems include:
- Severe surface rust leads to localized changes in absorption rate, resulting in unstable cutting.
- Poor plate flatness causes fluctuations in focal height, leading to incomplete cuts or wavy cuts.
- Uneven thickness makes it difficult to standardize process parameters.
- Low-quality plates contain many inclusions, easily resulting in burrs and discontinuous cuts.
Therefore, before cutting, the following should be done as much as possible:
- Use materials with stable thickness and good surface condition.
- Clean severely rusted and oily plates.
- Sampling inspection of batch materials confirms plate thickness tolerances.
- Lay plates flat to avoid suspension and warping.
2) Proper Plate Clamping and Support
During steel plate cutting, uneven support can easily cause warping after heating. Especially during large-format cutting, if the sheet metal is partially suspended, the cutting path will be affected by height changes, leading to focus shift and a poorer kerf.
Precautions include:
- Large sheets should be supported as evenly as possible.
- Avoid excessive suspension of sheet edges.
- Pay attention to the thermal deformation trend of the sheet metal during cutting.
- For thin sheets, consider adding pressure, suction, or auxiliary positioning measures.
- For small parts that are easily flipped after cutting, design bridging or micro-connections in advance.
3) Optimization of Drawings and Layout
Laser cutting is not only a processing issue but also a layout issue. An unreasonable layout can lead to material waste, excessively long cutting paths, severe heat concentration, too many sharp corners, and part deformation.
Excellent layout should meet the following requirements:
- Make full use of material.
- Reduce idle travel.
- Control areas of concentrated heat.
- Avoid continuous cutting of adjacent parts for extended periods.
- Try to group similar thicknesses and structural components together.
- Reserve necessary bridging positions, micro-connections, and space for dropped parts.
3. Assist Gas Selection is Crucial
In steel fiber laser cutting of plates, the assist gas plays a vital role, affecting not only the kerf quality but also cutting speed, oxidation level, cost, and the difficulty of subsequent processing.
1) Oxygen Cutting: Suitable for Thicker Carbon Steel
The advantages of oxygen cutting are:
The oxidation reaction between oxygen and steel releases additional heat, enhancing cutting ability, making it particularly suitable for medium-thick carbon steel and thicker steel plates.
Advantages:
- Strong ability to cut thick carbon steel.
- Good penetration.
- Relatively low cost.
- Good adaptability to high-power equipment.
Disadvantages:
- Significant oxidation of the cut.
- The cut surface is usually black.
- Large heat-affected zone.
- Additional treatment is required for subsequent welding, spraying, or plating.
Applicable Scenarios:
- Medium-thick carbon steel plates.
- Structural components with low requirements for cut oxidation.
- Batch processing prioritizing efficiency.
2) Nitrogen Cutting: Suitable for High-Quality, Oxide-Free Cutting
Nitrogen cutting is primarily used for stainless steel, aluminum plates, and thin carbon steel plates where high cut quality is required.
Nitrogen’s role is to blow away molten metal, rather than causing an oxidation reaction, resulting in a cleaner cut and brighter edges.
Advantages:
- Clean, shiny cut surface.
- Easily free of oxide layer.
- Suitable for subsequent welding and finishing.
- Good precision and consistency.
Disadvantages:
- Requires higher gas pressure.
- High requirements for equipment sealing and gas supply systems.
- Higher cost than oxygen cutting.
- Higher power and process requirements for thicker plates.
Applicable Scenarios:
- Stainless steel finishing parts.
- Precision parts.
- Workpieces requiring minimal or no grinding.
- Parts requiring high welding quality.
3) Air Cutting: Economical but More Requires
Air cutting is one of the lowest-cost methods, but it has very high requirements for equipment condition, sheet material quality, and process matching.
Air contains oxygen, which leads to some oxidation. therefore, the cutting effect is usually between that of oxygen and nitrogen.
Advantages:
- Low cost.
- Suitable for general processing.
- Economical for small to medium batch production.
Disadvantages:
- Cutting edge stability is not as good as with specialized gases.
- Edge oxidation and burr control are more difficult.
- High purity requirements for compressed air.
- Oil and water impurities can severely affect the lifespan of the cutting head and lens.
4. Focal Point Position: Key Factors to Cutting Quality
Many operators tend to overlook the focal point, but in reality, its position almost entirely determines the kerf shape, bottom slag, kerf width, and cutting efficiency.
1) Focal Point Too High
When the focal point is too high above the plate surface, energy concentration is poor, resulting in a kerf that is wider at the top and narrower at the bottom. The bottom may not be cut through, easily leading to trailing, slag buildup, and breakage.
2) Focal Point Too Low
When the focal point is too low, the energy is too strong at the bottom of the plate, potentially causing overheating at the bottom, a wider kerf, increased burrs, and even taper deviation.
3) Judging a Suitable Focal Point
The focal point needs to be judged comprehensively based on plate thickness, material type, gas type, laser power, and nozzle specifications.
Generally speaking:
Thin plates tend to favor a higher focal point or a slightly negative focal point. Medium-thick plates usually use a suitable negative focal point. Thick plates require fine adjustment based on perforation and segmented cutting processes.
In actual operation, theoretical values should not be relied upon alone. test cuts are essential to observe:
- Whether the upper and lower kerfs are consistent.
- Whether the slag at the bottom is reduced.
- Whether the cut is smooth and even.
- Whether sharp corners are overheated.
- Whether the cutting sound is stable.
5. Cutting speed not always better the faster
Speed is the most sensitive cutting parameter.
Too high a speed may seem efficient, but it can actually lead to:
- Incomplete cut.
- Slag residue at the bottom.
- A weak kerf.
- Insufficient speed reduction at corners.
- Increased deviation in small holes.
Too slow a speed may lead to:
- Overheating at the edges.
- Wide kerf.
- Increased heat-affected zone.
- Sheet deformation.
- Slag adhesion.
Basic principles of speed adjustment:
- For thick plates, prioritize complete cut and stable slag removal.
- For thin plates, prioritize efficiency and edge quality.
- Appropriately reduce speed at sharp corners, narrow kerfs, and small holes.
- When cutting complex shapes, control the speed in segments.
- Different speed strategies can be used for different parts, rather than using a single parameter throughout.
Especially in batch processing, many parts have different loads on their outer contours, inner holes, sharp corners, and bridge areas, so they cannot all be cut at the same speed. Excellent processes use layered speed control based on the path area.
6. Drilling: key challenge in thick plate cutting
When cutting thick steel plates, drilling is often more difficult than the actual cutting.
Poor drilling renders even the best subsequent parameters useless, as spatter, slag buildup, heat accumulation, and cutting start-up defects easily form around the hole.
1) Common Drilling Problems
- Excessive drilling time.
- Slag rebound contaminating the protective lens.
- Excessive hole enlargement.
- Burning at the starting point after drilling.
- Unstable thick plate drilling, resulting in repeated penetrations.
2) Methods to Improve Drilling Results
- Use segmented drilling, progressive drilling, or high-peak pulse drilling.
- Appropriately increase drilling gas pressure.
- Set reasonable drilling height.
- When drilling thick plates, ensure energy concentration before cutting.
- Place a lead wire or micro-connector on the outside of the cut to avoid starting the cut directly at critical edges.
For thicker carbon steel, special attention must be paid to the following during piercing:
- Prevent slag backflow.
- Prevent the initial hole from being too large.
- Prevent cutting directly after piercing without cleaning the bottom residue, which can lead to discontinuous cuts.
7. Nozzle selection and maintenance crucial
The nozzle is the key interface between the laser, gas, and the molten pool.
Poor nozzle selection, or nozzle contamination, deformation, or poor concentricity, will directly affect the cutting quality.
1) Nozzle selection principles
The nozzle diameter must match the plate thickness, power, and gas:
- Thin plates: Generally, a smaller nozzle diameter is beneficial for concentrated airflow.
- Medium-thick plates: A larger diameter is needed to ensure adequate slag removal capacity.
- Thick plates: The nozzle must balance airflow velocity and stability.
2) What will happen if the nozzle malfunctions?
- Increased burrs on the cut.
- Wavy lines on the cut surface.
- Slag buildup on the lower edge.
- Abnormal spark direction during cutting.
- Increased risk of the cutting head hitting the plate.
- Accelerated lens contamination.
3) Key Points for Nozzle Use
- Keep the nozzle clean.
- Check the nozzle’s roundness and concentricity.
- Replace the nozzle immediately if it is found to be colliding.
- Use appropriate nozzles for different materials and thicknesses.
- Perform an airflow test before cutting to confirm that the nozzle is in normal working order.
8. Cutting Techniques Differ Significantly for Different Steel Plate Materials
1) Carbon Steel Cutting Techniques
Carbon steel is the most common steel plate cutting material.
It is suitable for oxygen cutting, and can also be cut with nitrogen or air within a certain thickness range.
Key Points:
- For medium-thick carbon steel, prioritize oxidation reaction and slag removal.
- For thicker carbon steel, control the heat of piercing.
- When high edge oxidation is required, nitrogen can be used instead.
- After cutting, an oxide layer is prone to form on the cut surface. Whether to clean it depends on subsequent processes.
2) Stainless Steel Fiber Laser Cutting Techniques
Stainless steel is more suitable for nitrogen cutting because it has high requirements for surface quality and avoids significant oxidation.
Key Points:
- High nitrogen purity is required.
- The focal point position must be more precise.
- Slow speed will cause yellowing or bluing, affecting the appearance.
- For thin stainless steel, special attention should be paid to preventing heat deformation and bottom burrs.
3) High-Strength Steel and Alloy Steel Cutting Techniques
High-strength steel is more sensitive to heat input. Improper cutting can easily lead to edge hardening, cracking, or post-cut deformation.
Key Points to Note:
- Control the heat-affected zone.
- Avoid prolonged localized high heat.
- Perform stress assessment if necessary after cutting.
- Pay special attention to edge quality for subsequent welding areas.
9. Several Typical Defects Affecting Cut Quality and Their Solutions
1) Bottom Slag
Bottom slag is one of the most common problems.
Common causes include: too slow speed, insufficient air pressure, incorrect focus position, nozzle mismatch, surface contamination of the sheet metal, and power incompatibility with thickness.
Solutions:
- Increase the speed appropriately.
- Adjust the focus.
- Increase the auxiliary gas pressure.
- Check nozzle concentricity.
- Observe whether it is caused by rust or coating on the sheet metal surface.
3) Incomplete Cut
Possible causes:
- Insufficient power.
- Too fast speed.
- Focus deviation.
- Sheet metal too thick.
- Nozzle blockage.
- Insufficient perforation.
Solutions:
- Reduce the speed.
- Adjust the focus to the appropriate position.
- Replace the nozzle and check the air path.
- Enhance the perforation process.
- Consider higher power or a segmented cutting strategy for thicker plates.
4) Yellowing, blackening, and severe oxidation of the cut edge
Common in stainless steel and parts requiring surface finish.
Generally caused by improper gas selection, unreasonable speed, or excessive heat input.
Solutions:
- Increase cutting speed.
- Switch to nitrogen.
- Reduce heat buildup.
- Optimize the cutting focus.
- Ensure gas purity.
5) Large edge taper
That is, the cut is narrower at the top and wider at the bottom, or vice versa.
Possible causes include:
- Incorrect focus setting.
- Mismatch between plate thickness and power.
- Uneven gas purging.
- Unstable cutting head height control.
- Uneven plate material.
6) Corner overheating
At small rounded corners, sharp corners, and sharp turns, the machine often experiences localized heat accumulation due to deceleration.
Solutions include:
- Enabling corner power reduction.
- Setting corner-specific parameters.
- Optimizing the cutting path to reduce unnecessary sharp corners.
- Performing process compensation in advance.
10. Cutting Path and Graphic Design Techniques
Many people only focus on equipment parameters, neglecting the impact of drawing design on cutting results. In fact, a reasonable structural design can significantly improve cutting quality and efficiency.
1) Avoid excessive sharp corners and extremely fine structures
Sharp corners can lead to localized heat concentration, easily causing edge burning.
Extremely fine structures are prone to shaking, deformation, or part loss during cutting.
2) Maintain a reasonable ratio between hole diameter and plate thickness
Holes that are too small are difficult to cut stably on thick plates, easily resulting in off-center holes, tapered holes, or deformed holes.
Hole diameter design should generally consider plate thickness and process capabilities. blindly pursuing small holes is not advisable.
3) Properly set up lead wires
Lead wires are the transition section at the starting point of cutting. proper setting can reduce starting marks and localized burns.
Lead wires that are too short will result in overly obvious starting marks. lead wires that are too long waste time and materials.
4) Set up micro-connections for small parts
For small parts that are prone to falling, flipping, or jamming after cutting, it is best to design micro-connections to prevent parts from falling and hitting the cutting head or affecting subsequent cutting paths.
11. Cutting Strategies Differ for Different Plate Thicknesses
1) Thin Plate Cutting
The key to thin plate cutting is not “cutting through,” but rather “cutting quickly, cleanly, and without deformation.”
Tips:
- Increase speed appropriately.
- Adjust focus more precisely.
- Reduce heat input.
- Maintain plate stability.
- Prevent warping and flying off of thin parts.
2) Medium-Thick Plate Cutting
Medium-thick plate cutting demands the most comprehensive process capabilities.
Tips:
- Balance power, speed, and gas.
- Emphasis on perforation quality.
- Control bottom slag buildup.
- Pay attention to heat accumulation during cutting.
- Optimize corners and irregular shapes.
3) Thick Plate Cutting
The biggest challenge in thick plate cutting lies in achieving stable cut penetration and efficient slag removal.
Tips:
- Perforation must be stable.
- Sufficient air pressure.
- Precise focus and nozzle.
- Cut speed should not be blindly fast.
- Requires higher-power equipment and more mature process experience.
12. Equipment Condition and Daily Maintenance Determine Long-Term Stability
A machine that cuts well today may not perform the same way tomorrow. The stability of fiber laser cutting depends on long-term maintenance.
1) Optical Path and Lens Maintenance
Contamination of the internal lenses of the cutting head will reduce power transmission and focusing efficiency.
Regularly inspect the protective lenses, collimating lenses, and focusing lenses, and replace them immediately if contamination, overheating, or scratches are found.
2) Gas Path Maintenance
Gas purity, pipeline sealing, filtration devices, and drying systems are all critical.
Compressed air containing oil, water, or dust will cause nozzle blockage, lens contamination, and unstable cutting.
3) Guide Rail, Rack, and Leadscrew Maintenance
The precision of mechanical transmission directly affects the cutting trajectory.
Dust on the guide rails, worn racks, and insufficient lubrication will lead to motion vibration, positioning errors, and uneven kerf.
4) Cooling System Maintenance
The laser and cutting head require stable cooling.
Insufficient cooling will cause power fluctuations, component thermal drift, unstable cutting, and in severe cases, damage to the equipment.
5) Cutting Bed and Dust Removal System
Severe slag accumulation in the cutting bed will affect the support of the sheet metal and the height of the cutting surface. poor dust removal will increase smoke and dust pollution, affecting lens life and the working environment.
13. Operator Experience Crucial
Operator experience is often more important than a single parameter. The same machine and the same sheet metal can produce vastly different results depending on the operator. This is because experience is reflected in many details.
Excellent operators typically pay attention to the following:
- They can judge the cutting status based on the spark pattern.
- They can discern whether the cutting sound is stable.
- They can judge parameter deviations based on the cut color and slag.
- They can fine-tune parameters according to batch changes in material.
- They can anticipate the risk of deformation and part loss.
- They can correct problems at the initial stage of adverse trends, rather than waiting for the entire batch to be scrapped.
In short, steel fiber laser cutting is not “pressing a button,” but a continuous process of “observation—judgment—correction.”
14. Practical Techniques To Improve Cutting Efficiency And Quality
1) Establish a Standard Process Library
Establish a standard process parameter library for different materials, plate thicknesses, gases, and equipment power. This reduces trial cutting time and improves batch stability.
2) Ensure First-Piece Confirmation
Perform a first-piece inspection before each plate, batch, material, nozzle, or gas change.
Mass production should only proceed after the first piece passes inspection, significantly reducing the risk of scrap.
3) Layered Process Management
Manage workpieces of different thicknesses, materials, and appearance requirements separately. Do not use a single set of parameters.
4) Optimize Cutting Sequence
Whether to cut internal holes or external contours first, or smaller or larger parts first, all affect plate stability and final quality. A reasonable sequence reduces thermal deformation and part loss.
5) Maintain Long-Term Equipment Stability
Don’t just maintain equipment when problems occur. perform regular inspections, cleaning, calibration, and record-keeping.
The more stable the equipment, the easier it is to standardize the process.
15. Safety Precautions Must Never Be Ignored
While laser cutting is highly efficient, it is also a high-energy processing device, and safety is always the top priority.
1) Laser Safety
Laser is dangerous to the eyes and skin. Directly looking at the laser beam or reflected light is strictly prohibited. Proper protective measures must be used during operation.
2) Fumes and Sparks
Steel plate cutting generates a large amount of fumes and sparks. Ensure the dust removal system is operating normally and keep the work area away from flammable materials.
3) Gas Safety
Oxygen, nitrogen, and other gas cylinders or pipelines must be properly managed to prevent leaks, explosions, and misoperation. High-pressure gas systems, in particular, must be checked regularly for sealing and pressure.
4) Mechanical Movement Safety
The cutting platform, exchange table, and gantry structure move at high speeds. Operators must avoid entering hazardous areas.
During maintenance, plate replacement, and cleaning, safety procedures such as power off, gas shut-off, and locking must be followed.
16. From "Being Able to Cut" to "Cutting Well"
Many companies, in the early stages of introducing laser cutting, only aimed to “cut the plate open.” However, once production capacity increases, the real determinant of competitiveness is not the ability to cut, but the ability to consistently produce high-quality parts while reducing overall costs.
Truly high-level fiber laser cutting of steel plates pursues:
- Fewer burrs.
- Lower oxidation.
- Better perpendicularity.
- Less deformation.
- Higher material utilization.
- Faster delivery speed.
- More stable batch consistency.
- Less post-processing costs.
In other words, the cutting process ultimately serves not “machine parameters,” but “production results.”
17. Summary
The key to fiber laser cutting of steel plates is always system capability. While fiber laser cutting of steel plates may seem like a single process, it is actually a complex system engineering project involving multiple coupled factors.
Equipment power is only the foundation. what truly determines the effect is the combined result of material condition, gas selection, focal point position, nozzle matching, speed control, piercing strategy, layout optimization, equipment maintenance, and personnel experience.
To cut steel plates well, the following core principles must be remembered:
- First, ensure the stability of material and equipment conditions, then consider parameter optimization.
- Gas, focus, and speed must be adjusted in tandem, not individually.
- Perforation quality determines the upper limit of thick plate cutting.
- Cutting quality is not only about penetration, but also about edges, taper, slag adhesion, and post-processing.
- Process optimization is not a one-time event, but a continuous iterative process.
- Equipment maintenance and personnel experience determine long-term stability.
When companies truly master these details, steel fiber laser cutting of plates will no longer be just a processing method, but will become a core competitive advantage for improving efficiency, controlling costs, enhancing quality, and strengthening delivery capabilities.




